

44. Ключи ориентации и основные схемы ориентирования по на виродорожке
При разработке конструкций ОУ за основу принимают ярко выраженный ключ ориентации. Определенный характеризующий признак в информации о его свойствах. Для ориентирования на вибродорожках щироко используют 5 ключей ориентации:
- Ключ по наружней конфигурации – Θнк;
- по внутренней – Θвк;
- положению центра масс – Θцм;
- ориентации физических свойств Ма – Θфс;
- свойства поверхности – Θсп.
В таблице на рис.11.1 приведены основные схемы ориентирования на вибродорожке. Все схемы делятся на активные и пассивные.
Схемы активного ориентирования после себя пропускают 100% ориентированных деталей т.к. коэффициент отдачи ориентатора равен 1 (т.е количество пришедших равно количеству вышедших).
Схема пассивного ориентирования имеет ориентатор, у которого коэффициент отдачи меньше 1 (неориентированные детали сбрасываются).
. осн.схемы активного ориентирования: На рис. 6.2 приведены устройства автоматической ориентации при перемещении деталей под действием собственного веса.
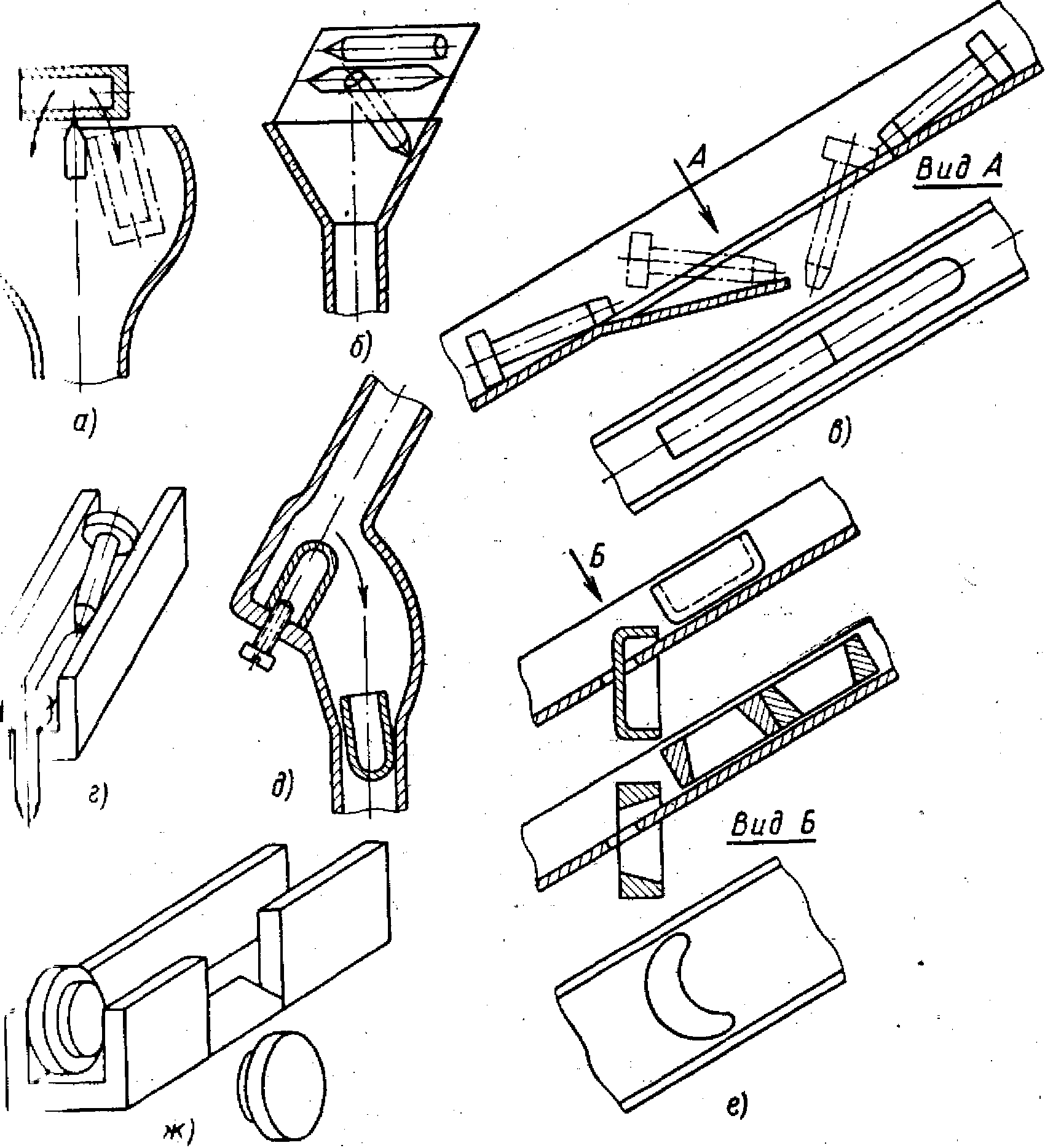
Рис.6.2. Устройства автоматической ориентации под действием собственного веса. \
На рис. 6.2.а, показано устройство активной ориентации деталей со смещенным центром тяжести; на рис. 6.2.а. в качестве примера приведен колпачок. Деталь поступает на нож и перевешивается в сторону смещенного центра тяжести, соскальзывая вниз всегда тяжелым концом вперед, - это калибровка по весу. Устройство активной ориентации деталей типа валиков, заостренных с одного торца, но с калибровкой по форме, дано на рис. 6.2. б. Детали поступают на контрольную планку с фасонным вырезом, указанным на рис.уре. Размеры выреза таковы, что деталь может провалиться вниз только заостренным концом. На рис. 6.2.в также представлено устройство активной ориентации с калибровкой по форме для деталей типа винтов, болтов и заклепок. Детали, идущие вперед ножкой, попадают в прорез, ширина которого больше диаметра ножки и меньше диаметра головки, и переворачиваются головкой вперед. Устройство, показанное на рис. 6.2, г, такого же типа, как и на рис. 6.2, в, но в данном случае детали повисают на головках и движутся в подвешенном состоянии.
Устройство, изображенное на рис. 6.2, д, осуществляет активную ориентацию деталей типа колпачков, которые при движении отверстием вперед цепляются за упорный винт, переворачиваются и падают донышком вперед. Детали, движущиеся донышком вперед, пролетают, не задевая контрольного винта. Детали типа низких колпачков или колец с конической расточкой при движении по наклонному, лотку отверстием вниз (кольца с конической расточкой — большим отверстием вниз) проваливаются в серпообразный вырез (рис.. 6.2, е), а детали, расположенные донышком или меньшим отверстием вниз, проходят по лотку. Это устройство пассивной ориентации, т. е. неправильно ориентированные детали выпадают в сторону. Однако оно может быть и активным, если снизу подставить второй лоток. Детали, выпадая из серповидного выреза, переворачиваются и приобретают требуемую ориентацию. Для колец с конической расточкой рекомендуется делать на лотке два последовательно расположенных выреза, так как могут быть случаи проскакивания мимо выреза неправильно ориентированных колец.
На рис.. 6.2, ж показано устройство пассивной ориентации с калибровкой по весу для двухступенчатых деталей типа дисков. Деталь, расположенная большим диаметром к сплошной стенке, прокатывается по лотку, а деталь, ориентированная иначе, выпадает в боковой вырез.