

33.Чаши вибрационных. Расчет емкости бункера
Конструктивно чаша бункера состоит из обегайки (одной или нескольких) спиральной вибродорожки и конического дна.
На дне чашки устанавливают устройство подлотовки к захвату. Вибродорожка служит основном носителем устройств механизмов ориентирования и выдачи.
Конструктивно чаши делят по нескольким признакам:
По исходной форме обегайки:
конические;
плоские;
круговые;
цилиндрические;
комбинированные.
На Рис. 6.6 представлены исходные формы чаши.
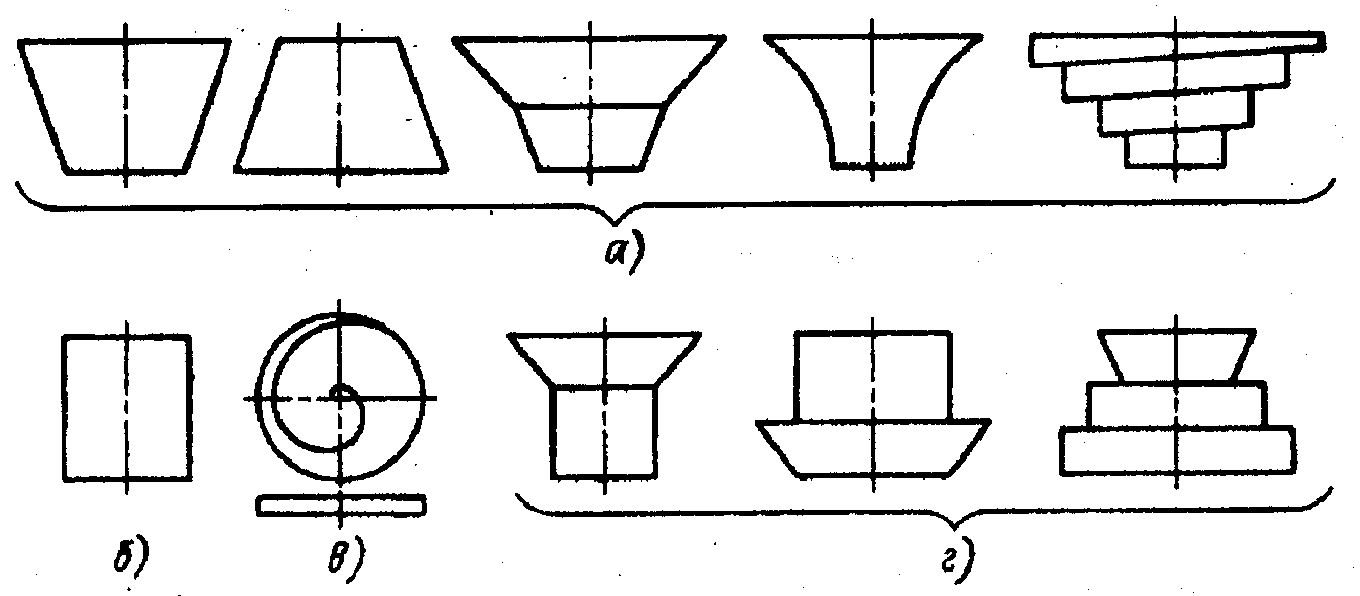
6.6 Исходные формы чаши
Конические имеют форму конуса с ломанной криволинейной образующей. Их применение обусловлено изменением скорости по высоте чаш. (Рис. 6.6, а)
Чаши цилиндрической формы (Рис. 6.6, б) используются как наиболее технологичные в изготовлении.
Плоские, круговые (Рис. 6.6, в) применяют для накопления ПО.
Комбинированные чаши (Рис. 6.6, г) выполняют многоцелевые действия.
В них можно производить многономенклатурную загрузку. Например, использовать одну чашу как бункер, а другую, как место установки ориентируещего устройства.
На рис. 6.7 изображены конструкции чаш:
Они могут быть:
одночашечные;
кооксеальные;
аксеальные;
многочашечные;
комбинированные.
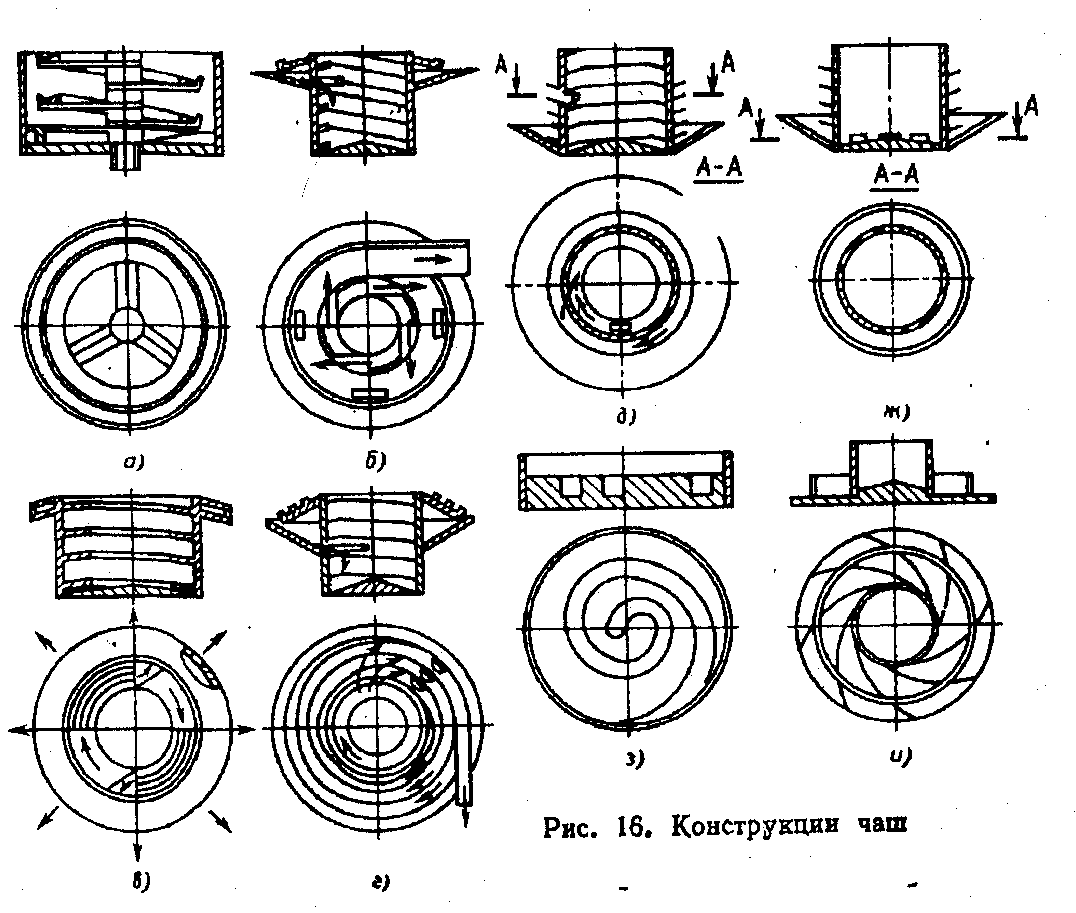
Рис.6.7 Конструкции чаш
Рис. 6.7, а – чаша из которой витки не связаны с обегайком, а соединен с центральным штоком, что дает возможность свободному манипулированию с ПО по обе стороны вибродорожки.
Рис. 6.7, б – четырехзаходняя чаша с кольцевым сумматором.
Рис. 6.7, в – двухзаходняя восьмиканальная чаша.
Рис. 6.7,г – чаша с широкозахватной дорожкой, в цилиндрической чаше и спиральной, спуск вниз на конусной чаше.
Выступ буртика на конусе равен 0,9 толщины детали.
Выдаваемые из цилиндрической чаши ПО попадают на коническую и заполняют все дорожки. На каждой дорожке есть ориентированное устройство.
Рис. 6.7, д – многозаходняя цилиндрическая чаша снаружи и однозаходняя внутри.
На каждом внутреннем витке цилиндрической чаши есть ориентатор, каждый заход наружной дорожки связан через окно в стенке с определенным витком внутри дорожки, за счет чего осуществляется подпитка сориентированного внутри потока, в результате чего резко повышается производительность.
Рис. 6.7, ж – чаша с внутренней цилиндрической полостью для накопления ПО.
Рис. 6.7, и – плоская многоканальная чаша многопозиционного оборудования для загрузки простейших ПО.
Расчет емкости бункера.
Бункер – это место загрузки деталей, которые по спиральному лотку двигаются с заданной скоростью.
ВБЗУ получили в промышленности 2 типа бункера:
цилиндрический;
конический.
Достоинства цилиндрических бункеров: это простота конструкции изготовления.
Недостаток цилиндрических бункеров: это возможность заклинивания, даже простых конфигураций, между лотками.
Достоинства конических бункеров: лишены недостатка, который присутствует у цилиндрических бункеров.
Недостаток конических бункеров: сложное изготовление.
Диаметр бункера зависит от размера и конфигурации деталей, величины партии для разовой загрузки.
Рассмотрим основные типы бункеров (Рис. 6.8).
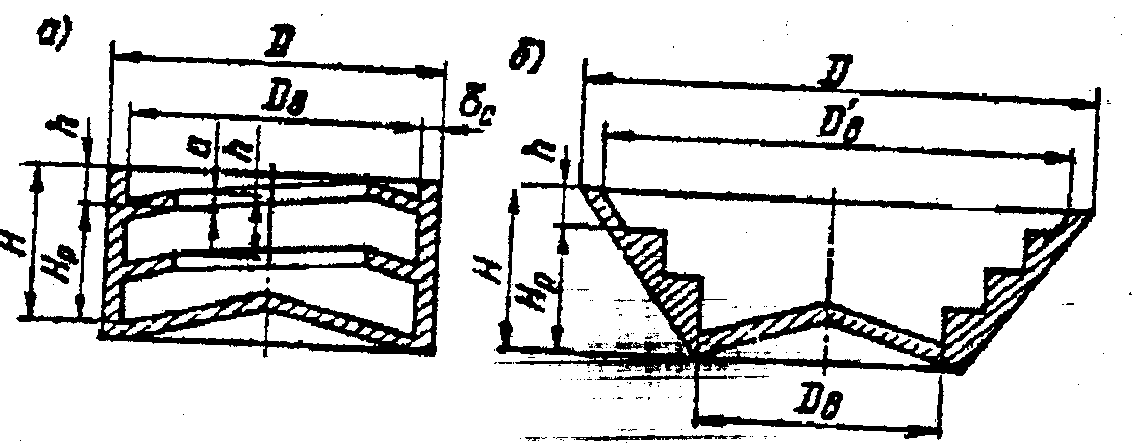
Рис.6.8 Основные типы бункеров
Для загрузки механических несцепляемых несопрягаемых деталей диаметр бункера составит.
Цилиндрический бункер:
![]() ,
,
![]() ,
, ![]() .
.
Конический бункер:
 ,
,
![]() ,
,
где Н – полная высота бункера, мм;
Нр – высота заполнения бункера, мм;
t – шаг подъема спирального лотка.
Если лоток без отрицательного угла наклона, то его проверяют из условий однослойного движения к лотку.
Dв - внутренний диаметр цилиндрического (конического) бункера у днища;
![]() - толщина стенки бункера (цилиндрического);
- толщина стенки бункера (цилиндрического);
![]() - объем загружаемой детали, мм3;
- объем загружаемой детали, мм3;
![]() - цикловая производительность автомата;
- цикловая производительность автомата;
- регламентируемый период времени между наполнением бункера деталями;
![]() - длина детали в направлении ее движения.
- длина детали в направлении ее движения.
Условие однослойного движения детали по лотку:
![]() ,
,
 при
при ![]() ;
;
Если
![]() , то
, то ![]() ,
,
где
![]() - средний диаметр лотка, по которому
движется деталь;
- средний диаметр лотка, по которому
движется деталь;
![]() - толщина лотка;
- толщина лотка;
- диаметр детали;
![]() - значение эффективного коэффициента
выбирают из условия, что этот коэффициент
на 20…30% ниже чем коэффициент трения
скольжения.
- значение эффективного коэффициента
выбирают из условия, что этот коэффициент
на 20…30% ниже чем коэффициент трения
скольжения.
В
конических бункерах, в зависимости от
принятой технологии изготовления,
задают постоянный шаг
![]() и получают переменное значения
и получают переменное значения
![]() или постоянное
и переменный шаг.
или постоянное
и переменный шаг.
Рассчитанный диаметр бункера D округляют в большую сторону до стандартного размера. Размер выбирают из ряда:60; 100; 120; 160; 200; 250; 320; 400; 450; 500; 640; 800; 1000.