

2.1 Назначение вертикально-фрезерного станка сф35-010
Станок предназначен для фрезерования различных деталей дисковыми, угловыми, фасонными, модульными, торцовыми, концевыми и Т-образными фрезами в условиях индивидуального и мелкосерийного производства. Применив в качестве приспособления делительную головку, можно нарезать прямозубые и косозубые цилиндрические зубчатые колеса внешнего зацепления, используя в качестве режущего инструмента концевую модульную фрезу. Общий вид станка представлен на рисунке 1

Рисунок 1 – Общий вид фрезерного станка модели СФ 35-010
1 – электродвигатель; 2 – коробка скоростей; 3 – рукоятка настройки чисел оборотов шпинделя; 4 – станина; 5 – поворотная головка; 6 – шпиндель; 7 – рабочий стол; 8 – салазки; 9 – рукоятки продольного и поперечного перемещения рабочего стола; 10 - коробка подач; 11 - рукоятка настройки величины подачи
Станок оснащен устройством механизированной смены инструмента, позволяющим сократить вспомогательное время.
На столе станка могут быть установлены машинные тиски, поворотный стол, делительная головка и ряд других приспособлений, расширяющих его технологические возможности.
2.1.1 Техническая характеристика станка
Таблица 1 – Техническая характеристика станка модели СФ35-010
|
Наименование параметров |
Данные |
|
Класс точности станка |
Н |
|
Размеры рабочей поверхности стола, мм: ширина длина |
320 1250 |
|
Число Т-образных пазов |
3 |
|
Перемещение стола, мм, не менее продольное поперечное вертикальное |
900 300 410 |
|
Угол поворота шпиндельной головки, град, не менее |
±45 |
|
Расстояние от торца шпинделя до рабочей поверхности стола, мм: наибольшее, не менее наименьшее, не более |
450 40 |
|
Число частот вращения шпинделя |
18 |
|
Пределы частот вращения шпинделя, об/мин |
31,5 – 1600 |
|
Пределы подач стола, мм/мин: продольных, поперечных вертикальных |
20 – 1000 8 - 400 |
2.1.2.Основные узлы и органы управления станком.
Подробные данные по конструкции, технической характеристике и органам управления станком мод СФ35-010 приводятся в паспорте станка.
К основным узлам станка относятся: станина, коробка скоростей, шпиндельная головка, рабочий стол с салазками, перемещающимися по направляющим консоли, коробка подач.
2.1.3.Наладка станка
Наладка станка осуществляется в следующем порядке:
Режущий инструмент - фреза закрепляется в переходной втулке или на оправке, которые устанавливаются в конусе шпинделя. Перед креплением необходимо убедиться в исправности режущих кромок фрезы. Заготовка устанавливается и закрепляется или в зажимном приспособлении, или непосредственно на столе станка. В качестве приспособления для крепления деталей небольших габаритов и простой формы обычно используются тиски.
Число оборотов шпинделя в минуту определяют исходя из данной скорости по формуле:
![]()
где V - скорость резания, м/мин (задается преподавателем или выбирается из таблицы 2;
D - диаметр фрезы, мм
Подача стола на станке задается в мм/мин. Рассчитывается эта величина по формуле:
![]() ,
,
где Sz– подача в мм/зуб выбирается по таблице 3;Z–число зубьев фрезы;n– число оборотов шпинделя, об/мин.
Таблица 2- Значения величины скорости резания при подаче в мм/зуб
|
Тип фрезы |
Материал фрезы |
t(b), мм |
S, мм/зуб | ||||||
|
До 0.02 |
0.04 |
0,06 |
0,1 |
0,15 |
0,2 |
0,3 | |||
|
Дисковая (прорезная) |
Быстрорежущая сталь |
1,5 3 6 12 |
60 50 40 33 |
55 44 37 30 |
52 42 35 29 |
47 38 32 26 |
|
|
|
|
Концевая |
Быстрорежущая сталь |
1 1,5 2 |
|
|
|
42 40 38 |
38 36 34 |
40 34 30 |
28 26 25 |
Таблица 3- Значения величин подач фрезы Sz, мм/зуб
|
Глубина резания t, мм |
Подача фрезы Sz, мм/зуб | |||||
|
Дисковая для обработки пазов из быстрорежущей стали |
Концевая из быстрорежущей стали | |||||
|
Твердость обрабатываемого материала НВ | ||||||
|
‹229 |
229 -287 |
›287 |
‹229 |
229 287 |
›287 | |
|
до 2 2 –5
›5 |
0,07-0,12 |
0,05-0,1 |
0,03-0,08 |
0,2 –0,3 0,15-0,25
0,12-0,2 |
0,15-0,25 0,12-0,2
0,1-0,15 |
0,12-0,2 0,1-0,15
0,07-0,18 |
Установка глубины резания осуществляется вращением маховичков ручного продольного и поперечного перемещений стола и рукоятки ручного вертикального перемещения стола. Вручную подводят стол до касания с вращающейся фрезой и затем при помощи маховичка ручного продольного перемещения стола, стол отводится в сторону. В зависимости от выбранного направления рабочего движения подачи при помощи маховичков и закрепленных на них лимбов устанавливается необходимая глубина резания t, величина которой, в зависимости от характера обработки и материала заготовки назначается по справочной литературе.
Фрезерование поверхностей.
После установки всех необходимых режимов резания включается механическая подача в выбранном направлении и производится обработка.
При проведении лабораторной работы рекомендуется обрабатывать верхнюю плоскость заготовки, перемещая стол в продольном направлении при помощи рукоятки ручного продольного перемещения.
Схемы обработки поверхностей
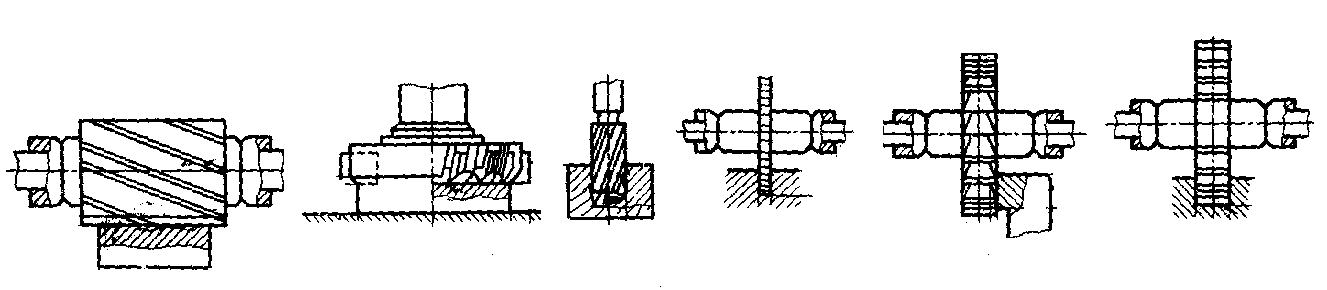
а б в г д е

ж з и к
Рисунок 2- Схемы обработки поверхностей
а – обработка горизонтальной поверхности цилиндрической фрезой; б - обработка горизонтальной поверхности торцевой фрезой; в – обработка паза концевой фрезой; г – обработка паза дисковой прорезной фрезой; д – обработка боковой поверхности дисковой трехсторонней фрезой; е – обработка паза дисковой трехсторонней фрезой; ж – обработка поверхности двухугловой фрезой; з – обработка шпоночного паза шпоночой фрезой; и, к – обработка поверхностей фасонными фрезами.