

6. Обоснование необходимости применения адаптивного управления.
Система стабилизации силы резания представлена на рис.3.
Данная схеме обеспечивает лишь устойчивость системы при отсутствии параметрических возмущений или при их весьма маленьком воздействии. На практике с течением времени могут меняться параметры объекта управления. Данная система не может обеспечить требуемое качество переходного процесса при значительных возмущениях, поэтому необходимо синтезировать адаптивную систему управления, способную компенсировать действие параметрических возмущений.
В данной схеме сила резания может быть стабилизирована с достаточно высоким качеством лишь в небольших пределах изменения kp. Однако, kp может изменяться за один проход в десятки и даже сотни раз. Как видно из графиков переходных процессов, в таких условиях обычная система стабилизации с неизменными параметрами не может справиться с задачей регулирования. Уже при сравнительно небольших изменениях коэффициента резания переходные процессы принимают колебательный характер.
Очевидна необходимость синтеза адаптивной системы управления, инвариантной к изменению значения коэффициента резания.
7.Выбор класса адаптивной системы управления
По типу контура адаптации выбираем замкнутую систему. По способу адаптации различаются адаптивная система управления с прямой и непрямой адаптацией. Так как математическая модель процесса точения известна, то адаптивная система управления должна приблизить движение реальной системы управления к движению «эталонной модели», т.е. выбираем адаптивную систему управления с прямой адаптацией. Задача системы адаптации – стабилизация качества. По характеру настройки устройства управления основного контура выбираем самый простой тип адаптивной системы управления – самонастраивающуюся.
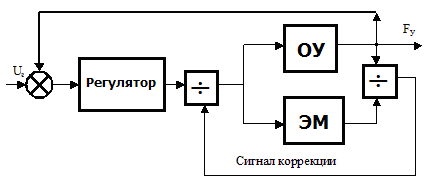
Рис. 4.

8.Разработка структурной схемы АдСу
С труктурная
схема адаптивной системы управления с
коррекцией по изменению коэффициента
передачи процесса резания представлена
на рисунке:
труктурная
схема адаптивной системы управления с
коррекцией по изменению коэффициента
передачи процесса резания представлена
на рисунке:
Рис.5
9. Анализ графиков переходных процессов.
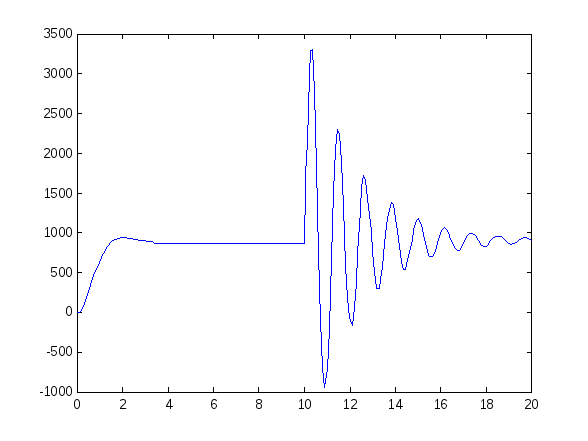
Рис. 6. Переходный процесс в системе без контура адаптации при изменении коэффициента резания в 7 раз.

Рис. 7. Переходный процесс в системе с контуром адаптации при изменении коэффициента в 7 раз.
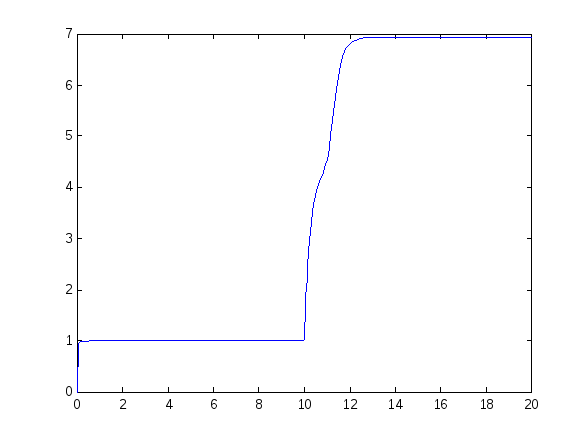
Рис. 8. График изменения сигнала коррекции.
Рис. 9. Переходный процесс в системе при действии синусоидальных возмущений.
 Из
графиков переходных процессов видно,
что при отключенном контуре адаптации
при скачкообразном изменении коэффициента
резания система приобретает колебательный
характер. При включенном контуре
адаптации уменьшается перерегулирование
и значительно сокращается время
стабилизации. При действии синусоидальных
возмущений (ω=0.2, А=5) изменения на графике
переходного процесса практически
незаметны.
Из
графиков переходных процессов видно,
что при отключенном контуре адаптации
при скачкообразном изменении коэффициента
резания система приобретает колебательный
характер. При включенном контуре
адаптации уменьшается перерегулирование
и значительно сокращается время
стабилизации. При действии синусоидальных
возмущений (ω=0.2, А=5) изменения на графике
переходного процесса практически
незаметны.
Заключение.
В процессе выполнения курсовой работы был рассмотрен процесс точения, как объект управления. Мы выяснили, от чего в наибольшей степени зависит сила резания, а также рассмотрели факторы, влияющие на значение коэффициента резания, и поставили задачу проектирования системы управления приводом подачи, которая была бы инвариантна изменению коэффициента резания и других параметров внутри объекта управления. Такими параметрами могут быть износ инструмента, глубина резания, твердость материала заготовки, а также температура окружающей среды, свойства охлаждающей жидкости, изменение геометрии инструмента, загрязнения, износ механизма подачи и др. В результате была синтезирована простейшая система адаптивного управления, которая, тем не менее, полностью удовлетворяет поставленным задачам. Полученная система устойчива, и отрабатывает любые теоретически сколь угодно большие изменения коэффициента резания. Все элементы контура адаптации физически реализуемы, а данные, поступающие в контур (значения скорости и силы), могут быть легко получены с помощью тахогенератора и магнитоупругого преобразователя.