

5.Определение математической модели оу и управляющего устройства основного контура.
5.1. Передаточная функция объекта управления.
Математическая
модель объекта управления, в данном
случае процесса резания, отражает
взаимосвязи сил резания и регулирующего
воздействия. Также она должна учитывать
изменение жесткости заготовки, износ
режущего инструмента, изменение припуска.
Регулирование силовыми координатами
процесса резания обычно осуществляется
изменением сечения среза. Наиболее
чувствительны силы резанья к изменению
глубины резанья. Но это параметр связан
с припуском на обработку и его изменение
возможно при много проходной обработке.
Изменение глубины резанья обычно
осуществляют многоступенчато, а в
пределах одного прохода регулирование
 силовой
координаты осуществляется изменением
подачи инструмента на оборот заготовки.
силовой
координаты осуществляется изменением
подачи инструмента на оборот заготовки.
 Таким
образом, в основном управляющим
воздействием для динамического звена
«процесс резания» в САУ силовыми
координатами являются линейная скорость
подачи инструмента (суппорта), а выходными
координатами – составляющие силы
резанья или упругой деформации системы
СПИД.
Таким
образом, в основном управляющим
воздействием для динамического звена
«процесс резания» в САУ силовыми
координатами являются линейная скорость
подачи инструмента (суппорта), а выходными
координатами – составляющие силы
резанья или упругой деформации системы
СПИД.
Главная составляющая силы резания определяется по формуле:
![]()
![]()
![]()
где Ср - коэффициент пропорциональности, определяемый при постоянных условиях резания.
Кр - обобщённый поправочный коэффициент , учитывающий влияние на силу резания других факторов , не вошедших в рассматриваемое выражение (прочность или твёрдость рассматриваемого материала , геометрию инструмента, СОЖ) и равный произведению коэффициентов.
Показатели степеней лежат в пределах:
X=0 - 0.1 ; Y=0.65 - 0.75 ; Z=0.9 – 1.
Передаточную функцию процесса точения можно представить в виде:
![]()
где Т1, Т2 – постоянные времени процесса точения,
Кпр – коэффициент процесса точения.
Передаточную функцию процесса точения возьмем из курсовой работы по ТАУ: КПР=1100; Т1=0.318 с; Т2=0.032 с.
Таким образом , передаточная функция процесса резания выглядит следующим образом:
![]() .
.
5.2. Математическая модель управляющего устройства основного контура
Управляющим устройством является привод подач. В качестве привода используется высокомоментный двигатель постоянного тока, управление которым осуществляется с помощью тиристорного преобразователя.
Передаточную функцию привода подач также выберем из курсовой по ТАУ:
![]() .
.
5.3. Передаточная функция датчика обратной связи.
 Датчик
обратной связи представляет собой
пропорциональное звено с коэффициентом
передачи:
Датчик
обратной связи представляет собой
пропорциональное звено с коэффициентом
передачи:
![]() .
.
5.4. Передаточная функция регулятора силы резания.
Передаточная функция регулятора силы представляет собой апериодическое звено первого порядка:
![]()
Основной контур стабилизации силы резания выглядит следующим образом:
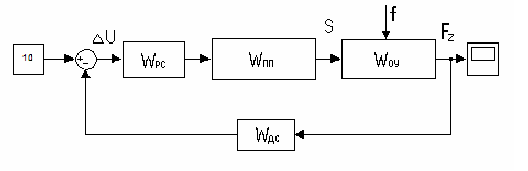
Рис. 3.Контур стабилизации силы резания.
В данной системе необходимо стабилизировать силу резания на уровне FZ=900 Н. Ошибка регулирования ε должна быть не более 5%, перерегулирование — не более 10%.
П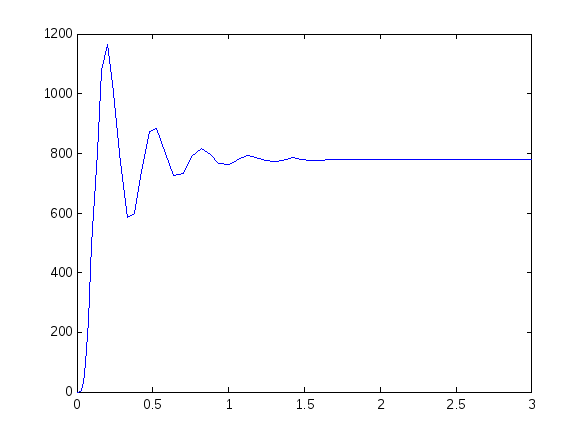 ереходный
процесс системы без регулятора силы и
без действия возмущений имеет следующий
вид:
ереходный
процесс системы без регулятора силы и
без действия возмущений имеет следующий
вид:
 П
П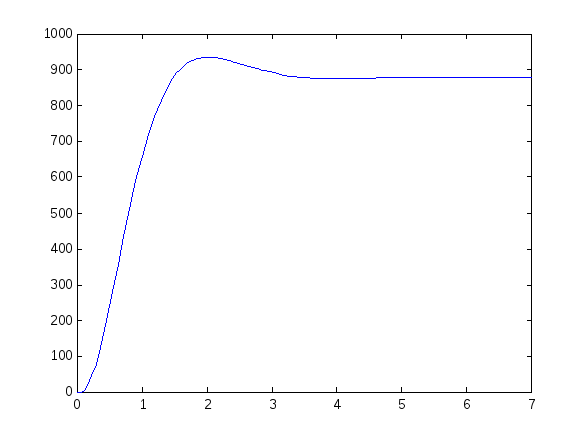 ереходный
процесс системы с регулятором силы
резания (без действия возмущений):
ереходный
процесс системы с регулятором силы
резания (без действия возмущений):