

Получение композиционных материалов методом контактного формования и напыления.
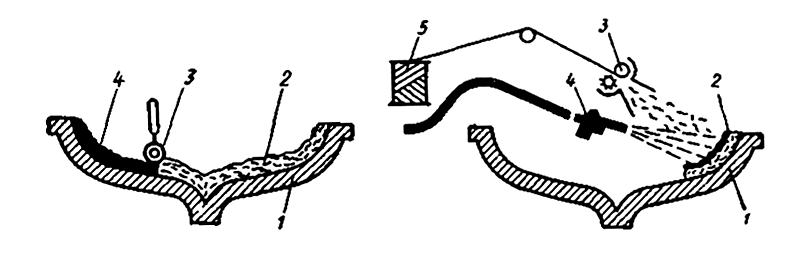
Метод контактного формования (рис. 4.1) осуществляют на негативных и позитивных формах с ручной выкладкой рулонного армирующего наполнителя по поверхности формы 1 с одновременной пропиткой его связующим с помощью кистей или распылительного пистолета. Пропитанный материал 2 прикатывается рифленым валком 3 для удаления пузырьков воздуха и уплотнения материала. После уплотнения изделие 4 может покрываться пленкой и дополнительно прикатываться гладким валком для разглаживания неровностей и удаления избытка связующего. Во избежание прилипания изделия к формующей поверхности последнюю перед формованием обычно покрывают разделительным покрытием.
Сущность метода напыления заключается в одновременном нанесении на поверхность формы рубленого волокна и связующего. На рис. 4.1, б приведена принципиальная схема получения изделий из стеклопластиков методом напыления.
Стекложгут 5 проходит режущее устройство 3 и напыляется на поверхность формы 1. В эту же зону формы, называемую фокусом, распылительным устройством 4 подается связующее. После нанесения слоя заданной толщины композиция 2 уплотняется на поверхности формы прикатывающими валками. Отверждение изделий при повышенной температуре может осуществляться с помощью инфракрасных нагревателей или горячего воздуха. В качестве материалов для изготовления форм можно применять металлы, древесину, гипс, армированные пластики.
а б
Рис. 4.1. Схемы формообразования КМ методами контактного формования (а) и напыления (б)
50 Формование композиционных материалов с помощью эластичной диафрагмы.
При уплотнении сжатым воздухом формуемое изделие 2 (рис. 4.2, а) на форме 1 покрывают пленкой 3 в качестве разделительного покрытия. Плиту 5 с закрепленной диафрагмой 4 болтами 6 соединяют с формой. При подаче через отверстие в плите сжатого воздуха диафрагма обжимает свободную поверхность изделия, уплотняя его. При уплотнении под вакуумом (рис. 4.2, б) диафрагму 4 струбцинами 5 герметично закрепляют по периметру формы 1. На формуемое изделие 2 устанавливают дренажный слой 3 и по канавке а через ловушку 6 из полости формы откачают воздух. При этом диафрагма обжимает поверхность изделия, уплотняя его. Избыток связующего собирается в ловушке.

Рис. 4.2 .Схемы формования изделий из КМ с помощью эластичной диафрагмы: а – под давлением; б – под вакуумом.
Вакуумирование облегчает удаление из композиции воздуха, а также летучих составляющих. Наличие дренажного слоя способствует удалению летучих компонентов со всей поверхности изделия.
Формование изделий с помощью эластичной диафрагмы осуществляют обычно на специальных прессах, верхняя плита которых выполнена в виде полого короба, к нему крепится резиновая диафрагма. Нижний стол пресса выполняют перфорированным (для удаления воздуха из пространства между изделием и диафрагмой). Нагревательные элементы устанавливают в верхнем коробе; возможна их установка и в самих формах. Под нижним столом пресса расположены вакуум-насос, компрессор и системы управления. Верхняя плита пресса опускается под действием собственной массы, поднимается двумя пневмоцилиндрами. Для запирания пресса служат пневмозажимы, расположенные по контуру нижнего стола; при запирании диафрагма зажимается между кромкой стола и коробом. Прессы снабжают системой терморегулирования и реле времени для обеспечения заданного технологического цикла.