

29. Резьбовые соединения, используемые в машиностроении
Классификация: - по эксплуатационному признаку резьбы делят на: резьбы общего назначения и специальные резьбы.
Резьбы общего назначения:
- крепёжная (метрическая и дюймовая)
Полная взаимозаменяемость и прочность.
Резьбы специального назначения
По расположению на поверхности резьбы делят на наружную и внутреннюю.
По числу заходов резьбы делят на: 1,2,3-х и т.д. заходные.
По единице измерения делят на: метрическую, дюймовую, модульную и питчевую.
По виду образующей поверхности на которой расположена резьба: цилиндрическая, коническая.
По профилю: треугольная, трапецеидальная, упорную (пилообразная), круглая, прямоугольная.
По направлению движения: левая и правая.
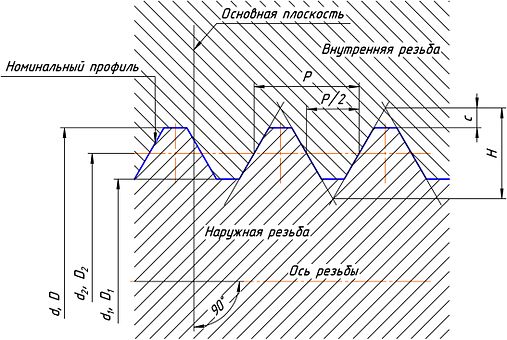
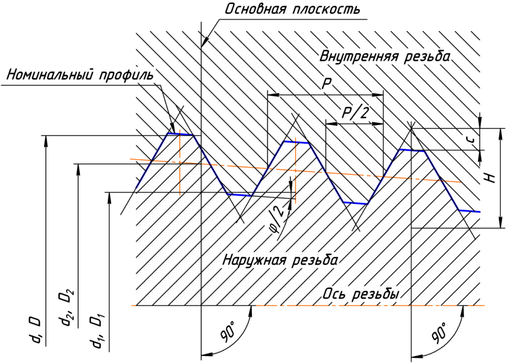
30. Основные параметры резьбы
 Схема
цилиндрической резьбы.
Схема
цилиндрической резьбы.
 Схема
конической резьбы.
Схема
конической резьбы.
Метрическая резьба — с шагом и основными параметрами резьбы в долях метра.
Дюймовая резьба — все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3" = 3 дюйма), шаг резьбы в доляхдюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах.
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π).
Питчевая резьба — шаг резьбы измеряется в питчах (p"). Для получения числового значения (в дюймах) достаточно число пи (π) разделить на питч.
Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности,удлинённой или укороченной эвольвенты и трапеции.
шаг (P) — расстояние между одноимёнными боковыми сторонами профиля, измеряется в доляхметра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например; 28, 19, 14, 11); наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D); средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы; внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1); ход (Ph) величина относительного перемещения исходной средней точки по винтовой линии резьбы на угол 360°
![]()
где ![]() —
число заходов;
высота исходного
треугольника резьбы (H);
срез резьбы
(с);
угол конуса конической резьбы
(ϕ);
угол
подъёма резьбы (
—
число заходов;
высота исходного
треугольника резьбы (H);
срез резьбы
(с);
угол конуса конической резьбы
(ϕ);
угол
подъёма резьбы (![]() ):
):
![]()
31. Приведенный средний диаметр резьбы Приведенным средним диаметром резьбы называется средний диаметр воображаемой идеальной резьбы, которая имеет те же шаг и угол наклона боковых сторон, что и основной или номинальный профиль резьбы, и длину, равную заданной длине свинчивания, и которая плотно (без взаимного смещения или натяга) соприкасается с реальной резьбой по боковым сторонам резьбы. Коротко говоря, приведенный средний диаметр резьбы - это средний диаметр идеального резьбового элемента, который соединяется с реальной резьбой. Когда говорят о приведенном среднем диаметре резьбы, не надо представлять себе его как расстояние между двумя точками. Это диаметр условной идеальной резьбы, которой нет в действительности как материального объекта и которая могла бы свернуться с реальным резьбовым элементом при всех погрешностях его параметров. Этот средний диаметр невозможно измерить непосредственно. Его можно проконтролировать, т.е. узнать, находится ли он в допускаемых пределах. А для того чтобы узнать числовое значение приведенного среднего диаметра, необходимо отдельно измерить значения параметров резьбы, препятствующие свинчиванию и рассчитать этот диаметр. Препятствием для свинчивания могут быть как погрешности среднего диаметра, так и погрешности шага и профиля (угла наклона) резьбы. При изготовлении резьбы отклонения отдельных элементов резьбы зависят от погрешностей отдельных составляющих технологического Процесса. Так, погрешность шага резьбы, обработанной на резьбообрабатывающих станках, в основном, зависит от погрешности шага ходового винта станка, угол профиля - от неточности заправки угла инструмента и его установки относительно оси резьбы. Однако влияние ошибок шага и ошибок профиля у резьбы с прямолинейной образующей профиля можно устранить (компенсировать) уменьшением среднего диаметра болта или увеличением среднего диаметра гайки для того, чтобы обеспечить свинчивание деталей, т.е. для образования резьбового сопряжения (обеспечения сборки).
32. Диаметральные компенсации погрешностей шага и половины угла профиля У всех цилиндрических резьб с прямолинейными боковыми сторонами профиля отклонения шага и угла профиля для обеспечения свинчивания могут быть скомпенсированы соответствующим изменением действительного среднего диаметра резьбы. Отклонением шага резьбы ΔР называют разность между действительным и номинальным расстоянием в осевом направлении между двумя средними точками Любых одноименных боковых сторон профиля в пределах длины свинчивания или заданной длины. Отклонение шага складывается из прогрессивных погрешностей шага, возрастающих пропорционально числу витков резьбы на длине свинчивания ℓ, периодических, изменяющихся по периодическому закону, и местных, не зависящих от числа витков резьбы на длине свинчивания. Прогрессивные погрешности шага возникают вследствие кинематической погрешности станка и неточности шага его ходового винта, износа по всей длине резьбы этого винта, температурных и силовых деформаций винта станка и обрабатываемых деталей и т.д. местные погрешности шага являются следствием местного износа резьбы ходовых винтов, погрешностей шага многопрофильных резьбобразующих инструментов, неоднородности материала заготовки и других причин. Свинчивание резьбовых деталей, имеющих погрешность шага резьбы, возможно только при наличии разности ℓр их средних диаметров, полученной за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра резьбы гайки. Диаметральную компенсацию погрешностей шага необходимо определять исходя из абсолютной величины наибольшего отклонения ΔРп, которая может быть как положительной, так и отрицательной. При анализе погрешностей угла профиля резьбы обычно измеряют не угол α, а половину угла профиля α2, которая для метрической резьбы равна 30˚. Измеряя α2, можно установить не только величину α, но и перенос резьбы. Отклонением полости угла профиля резьбы Δα/2 болта или гайки называют разность между действительным и номинальным значением α/2. Эта погрешность может быть вызнана погрешностью угла профиля. Погрешность половины угла профиля может явиться следствием ошибок профиля резьбообразуещего инструмента и неточности установки его, перекоса оси детали и т.п. При равенстве диаметров резьбы болта и гайки эти детали не будут свинчиваться вследствие перекрытия профилей резьбы. Свинчивание резьбовых деталей, имеющих погрешность Δα/2 , как и имеющих погрешность шага, возможно только при наличии необходимого зазора по средним диаметрам их резьбы, т.е. диаметральной компенсации ℓα этой погрешности, которая может быть осуществлена за счет уменьшения среднего диаметра резьбы болта или увеличения среднего диаметра гайки. Приведенный средний диаметр резьбы. Свинчиваемость будет обеспечена только в том случае, если разность средних диаметров резьб болта и гайки не меньше сумм диаметральных компенсаций шага и половины угла профиля обеих деталей. Для упрощения контроля резьбы и расчета допусков введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость величин d2 (D2), ℓр, ℓα. Значение среднего диаметра резьбы, увеличенное для наружной резьбы или уменьшенное для резьбы на суммарную диаметральную компенсацию отклонений шага и угла наклона боковой стороны профиля, называют приведенным средним диаметром. Для свинчивания болта с гайкой необходима диаметральная компенсация как положительных, так и отрицательных погрешностей шага и половины угла профиля болта и гайки. Суммарный допуск среднего диаметра резьбы. Средний диаметр, шаг и угол профиля являются основными параметрами резьбы, так как они определяют характер контакта резьбового соединения, его прочность, точность поступательного перемещения и другие эксплуатационные качества.