

Назначение допусков на перепады и осевые размеры профиля кфр
Перепады (номинал),мм |
Допуски на детале |
Допуски на КФР |
Допуски на шаблоне и контршаблоне |
|
|
|
|
|
|
|
|
Осевые размеры (номинал), мм (например, размер 30 ) |
|
|
|
30 |
|
|
|
Особенности расчета кфр с
При графическом профилировании точки с двумя штрихами находятся на ВП как результат пересечения характерных окружностей ИПД с линией, выходящей из базовой точки 111ИПД под углом и далее по выше изложенной методике.
При аналитическом профилировании координаты всех точек с двумя штрихами определяем по другим формулам, приведенным в методичке и далее по выше изложенной методике.
Особенности профилирования деталей с дугообразными участками на ИПД
Необходимо ввести дополнительную точку на дугообразном участке ИПД – точка n на рис. 5, определив ее диаметр dn и осевое расстояние от любой соседней характерной точки профиля детали ℓи , на полученном профиле КФР определить значение радиуса дугообразного участка профиля КФР Rф(Rф ≠ RД).
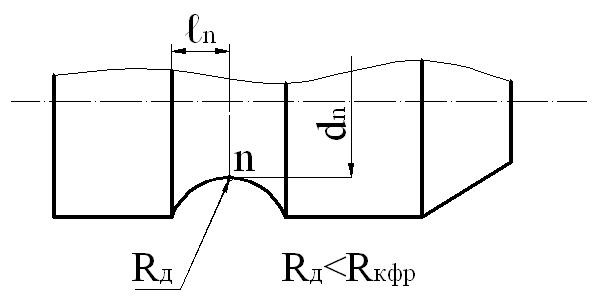
Рис. 5. Введение дополнительной точки n на дугообразном участке ИПД и соответствующих ей размеров ℓn и dn
Особенности профилирования призматических фасонных резцов
При
графическом профилировании
точки пересечения характерных окружностей
детали с передней плоскостью призматического
фасонного резца (ПФР) на ВП (точки
,
)
определяют также как и для КФР, а перепады
определяют в нормальном к его задней
поверхности сечении как расстояния
между базовой линией (проходит через
базовую точку
![]() под
углом
под
углом
![]() к вертикали) и
линией, параллельной базовой и проходящей
через соответствующую точку
к вертикали) и
линией, параллельной базовой и проходящей
через соответствующую точку
![]() и
(рис.
6).
и
(рис.
6).
При
аналитическом профилировании
координаты всех точек с двумя штрихами
определяем по формулам, приведенным в
методичке для КФР, а значения перепадов
в нормальном к его задней поверхности
сечении по следующей формуле, например,
для перепада
![]() :
:
![]()

Рис. 6. Положение ПФР относительно обрабатываемой детали и перепады па его профиле в нормальном к его задней поверхности сечении
Для
точки
![]() :
:
![]() .
.