

ФЕДЕРАЛЬНОЕ АГЕННСТВО ПО ОБРАЗОВАНИЮ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
УЛЬЯНОВСКИЙ ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА «МЕТАЛЛОРЕЖУЩИЕ СТАНКИ И ИНСТРУМЕНТЫ»
Практическое занятие №1
по дисциплине «Режущий инструмент»
«Проектирование круглых фасонных резцов»
Преподаватель: Демидов В.В.
Задание:
Спроектировать
круглый фасонный резец (КФР) с радиальной
подачей для обработки детали по эскизу
(рис.1); обрабатываемый материал – сталь
45;
![]() ;
точность осевых размеров Js12.
;
точность осевых размеров Js12.
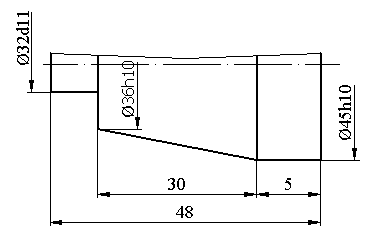
Рис. 1. Эскиз детали
Решение задачи
Изображаем в произвольном масштабе схему обработки детали фасонным резцом (ФР), на которой изображаем профиль детали (ПД) с осевой шириной ℓд и обрабатывающий этот профиль ФР с учетом «перекрытия обработкой профиля детали с осевой шириной ℓд», - получаем исходный профиль детали (ИПД), на основе которого будем проектировать ФР.
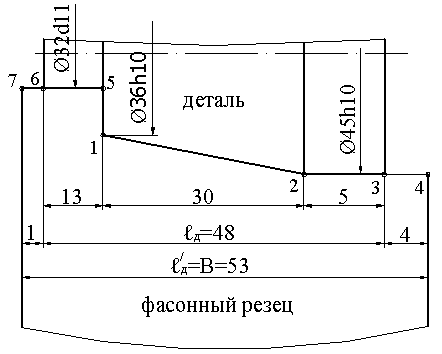
Рис. 2. Схема обработки детали фасонным резцом
Фасонные детали, являющиеся телами вращения, изготавливают на станках- автоматах или полуавтоматах из прутков длиной до 6 м, которые проходят через полый шпиндель станка до упора торцем прутка. Со стороны этого торца прутка ФР шире осевой ширины профиля детали на 0,5…1 мм для перекрытия обработкой профиля детали - принимаем 1 мм (рис. 2, расстояние 6-7); с противоположенной стороны ФР шире осевой ширины профиля детали на 2…4 мм для подготовки поверхности на прутке для отрезного резца - принимаем 4 мм (рис. 2, расстояние 3-4).
Таким
образом, ширина ИПД
![]() ,
равная ширине ФР В, будет равна:
,
равная ширине ФР В, будет равна:
![]() мм.
На ИПД обозначаем характерные точки –
это точки сопряжения одних элементарных
участков ИПД с другими. Окружности ИПД,
проходящие через его характерные точки,
будем называть характерными окружностями.
Одна из характерных точек является
базовой – присваиваем ей №1. Характерную
окружность ИПД, проходящую через базовую
точку, будем называть базовой окружностью
ИПД. В точке режущей кромки ФР ,
обрабатывающей базовую окружность ИПД,
значения переднего
мм.
На ИПД обозначаем характерные точки –
это точки сопряжения одних элементарных
участков ИПД с другими. Окружности ИПД,
проходящие через его характерные точки,
будем называть характерными окружностями.
Одна из характерных точек является
базовой – присваиваем ей №1. Характерную
окружность ИПД, проходящую через базовую
точку, будем называть базовой окружностью
ИПД. В точке режущей кромки ФР ,
обрабатывающей базовую окружность ИПД,
значения переднего
![]() и
заднего
и
заднего
![]() углов
в статической системе координат назначают
по справочной литературе.
углов
в статической системе координат назначают
по справочной литературе.
В остальных характерных точках ИПД в общем случае значения переднего и заднего углов могут отличаться от значений углов и .
За базовую точку принимается следующая характерная точка ПД:
1) при наличии на ПД точного конического участка (для получения точного конуса ) – на меньшем диаметре этого конического участка (точка №1 на рис. 2);
2) при отсутствии на детали точного конического участка или отсутствии на ПД
конического
участка вообще (в этих случаях
![]() )
– на меньшем диаметре ПД (например,
точка №5 или №6 на рис. 2).
)
– на меньшем диаметре ПД (например,
точка №5 или №6 на рис. 2).
После определения на схеме обработки детали фасонным резцом базовой точки – характерной точки №1, присваиваем номера остальным характерным точкам, руководствуясь следующими рекомендациями:
1) при номера остальных характерных точек проставляются от точки №1 сначала в сторону большего диаметра точного конуса детали (точки №2, №3, №4 на рис. 2), а затем в противоположную от точки №1 сторону (точки №5, №6, №7 на рис. 2);
2) при номера остальных характерных точек проставляются от точки №1 сначала вправо, а затем в противоположную от точки №1 сторону.
Промежуточные характерные точки, находящиеся на отрезках прямых линий ИПД (№3 и №6 на рис. 2), можно исключить из дальнейшего решения задачи, так как концы этих участков заданы другими характерными точками (для точки №3 – точками №2 и №4; для точки №6 – точками №5 и №7).
Определяем внутренний (посадочный) D0 и базовый D1 диаметры КФР (базовый диаметр D1 – это диаметр окружности КФР, проходящий через базовую точку ПД ).
При ширине КФР В больше 30 мм рекомендуется применять его двустороннее крепление, иначе – одностороннее (консольное) крепление.
Так как ширина КФР В = 53 мм больше 30 мм , принимаем двустороннее крепление КФР и определяем расчетное значение его посадочного диаметра D0 по соответствующей формуле:
![]() ,
,
где
![]() -
касательная
составляющая силы резания:
-
касательная
составляющая силы резания:
![]() ,
,
где
![]() -
часть силы
,
приходящаяся на один миллиметр длины
режущей кромки КФР.
-
часть силы
,
приходящаяся на один миллиметр длины
режущей кромки КФР.
По табл. 2 на с. 6 в зависимости от выбранной радиальной подачи КФР S, определяем значение : выбираем рекомендуемую подачу S = 0,06 мм/об, при которой =260 Н/мм.
Тогда
![]() Н.
Н.
![]() мм.
мм.
По
табл.1 на с. 5 выбираем ближайшее стандартное
значение посадочного диаметра
![]() :
:![]() мм, которому соответствует базовый
диаметр КФР
мм, которому соответствует базовый
диаметр КФР
![]() мм
(соответственно базовый радиус КФР
мм
(соответственно базовый радиус КФР
![]() мм).
мм).
Проверяем
оправку КФР на прочность. Для этого
определяем напряжение
![]() ,
возникающее в оправке, и сравниваем его
с допускаемыми напряжениями
,
возникающее в оправке, и сравниваем его
с допускаемыми напряжениями
![]() ,
определяемыми по формуле:
,
определяемыми по формуле:
![]() ,
(1)
,
(1)
где
значение изгибающего
![]() и крутящего
и крутящего
![]() моментов
определяются по формулам:
моментов
определяются по формулам:
для
одностороннего (консольного) крепления
КФР:
![]()
![]()
для
двустороннего крепления КФР:
![]() ,
,
где ℓ - длина оправки КФР до места ее закрепления в державке КФР (для одностороннего крепления КФР) или - длина оправки КФР между местами ее закрепления в державке КФР (для двустороннего крепления КФР):
![]() мм,
где (5…10) мм – это зазор между торцем
(торцами) КФР и местом (местами) закрепления
его оправки в державке КФР , принимаем
его равным 10 мм ), т.е.
мм,
где (5…10) мм – это зазор между торцем
(торцами) КФР и местом (местами) закрепления
его оправки в державке КФР , принимаем
его равным 10 мм ), т.е.
![]() мм.
мм.
![]()
![]() ;
;
![]()
![]() .
.
![]() -
осевой момент сопротивления сечения
оправки КФР
-
осевой момент сопротивления сечения
оправки КФР
![]() мм3.
мм3.
Тогда по формуле (1) получаем
![]()
![]() .
.
Для
конструкционных сталей 40, 40Х, 45, из
которых рекомендуется изготавливать
оправку допускаемые напряжения
![]() .
Так как
.
Так как
![]() ,
то прочность
оправки обеспечена.
,
то прочность
оправки обеспечена.
Если прочность оправки не обеспечивается, то рекомендуется предпринять одно или несколько из следующих действий:
уменьшить диаметр D1 до следующего значения по табл. 1, не меняя диаметр D0;
увеличить D0 до следующего значения по табл. 1, не меняя диаметр D1;
увеличить одновременно диаметры D0 и D1 до следующих значений по табл. 1;
выбрать более прочный материал оправки с большим допускаемым напряжением;
одностороннее (консольное) крепление КФР заменить двусторонним креплением;
уменьшить подачу S с целью уменьшения
 ,
что приведет к уменьшению
,
что приведет к уменьшению
 ,
,
и
;
,
,
и
;отказаться от обработки детали одним КФР и обработать деталь последовательно двумя или более КФР.
Заменяем условные обозначения предельных отклонений диаметров и осевых размеров профиля детали на их численные значения по справочникам и определяем радиусы характерных точек на ИПД с их отклонениями и допуски на эти радиусы и осевые размеры:
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
![]() ;
;
5Js12
= 5![]() 0,06;
0,06;
![]() ;
;
48Js12
= 48
0,125;
![]() ;
;
30Js12
= 30
0,105;
![]() .
.