

Обработка плоских деталей имеющих отверстие
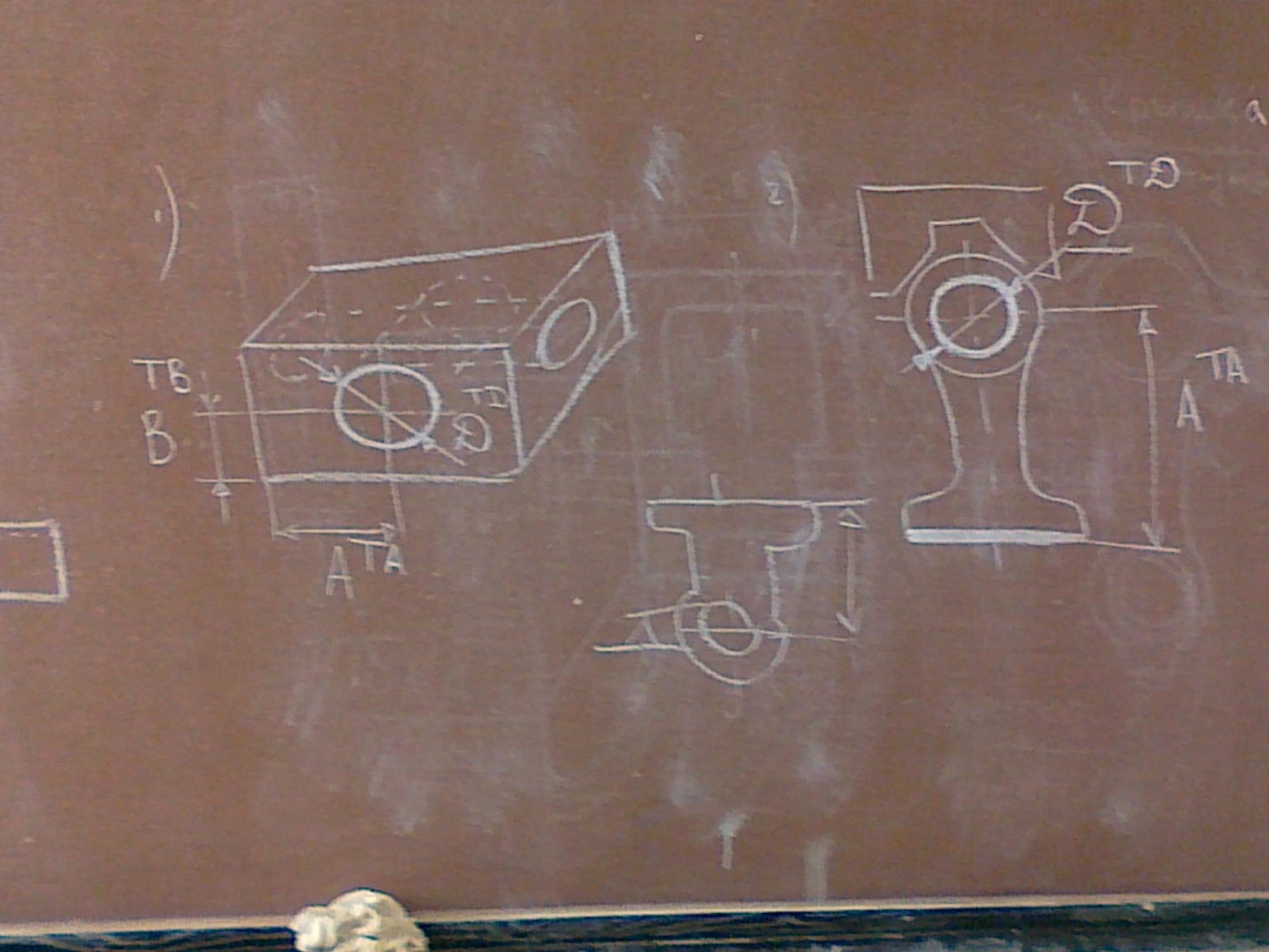
К данным деталям относятся детали типа корпус и детали типа кранштей. Обработка деталей типа корпус осуществляется по следующей технологии сначала обрабатываются плоскости а затем от них обрабатываются отверстия при этом обработка отверстий является технологически сложным так как при этом необходимо управлять точностью диаметра (7-8 квалитет а так же точность расположения данного отверстия относительно плоских поверхностей обработка деталей класса кронштейн должно производиться по следующему плану:
Первоначально в окончательный размер обрабатывается отверстие при этом используется осевой инструмент либо специальные резцовые блоки наружный размер которых автоматически обеспечивает требуемую точность после чего деталь устанавливается на базы по обработанному отверстия и обрабатывается плоскость соответственно при этом обеспечить технослически обеспечитьтребуемую точность проще так как на на каждом из этапов обеспечивается точность только одного размера
Рисунок
17.04.12
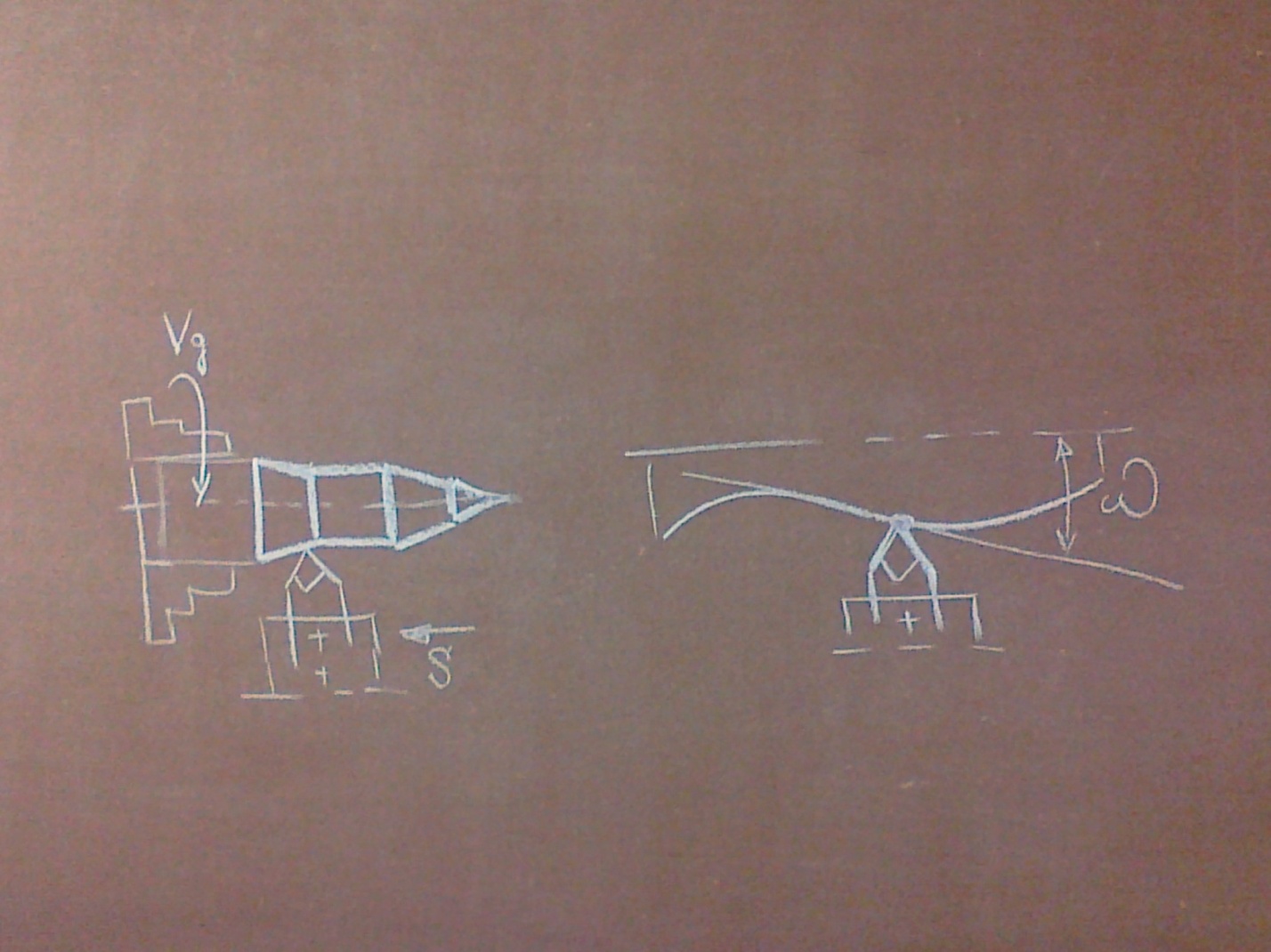

При изменении угла фи ( омега) происходит перераспределение составляющий Пху между радиальной и осивай составляющими что вызывает появление дополнительных деформаций и ухудшения качества обработки по этому на станках с ЧПУ для того чтобы обеспечить требуемую точность осуществляют закономерное изменение подачи в соответствии с изменением угла Фи при этом стремятся обеспечить стабилизацию самой силы резания а следовательно и возникающих погрешностей. Аналогичная технология обработки используется и для трехмерных поверхностей (объемных) но в качестве инструмента используется сферические фрезы то есть их режещая часть выполняется оп сфере
Рисунок:
В условиях массового производства могут использоваться для получения фасонных поверхностей бла бла специальные фасонные резцы их длина как привило не превышает 50-60 мм они осуществляют обработку с поперечной подачей например шайки коленчатых валов двигателей обрабатываются именно такими резцами
Не круглое обтачивание фасонных деталей
Не круглое обтачивание позволяет получать при обработке в том числе на токарных станках фасонные поверхности не круглой формы основным инструментом формирующим профиль является фасонный кулачек. Он отслеживает фасонный профиль копира и передает движение на исполнительный резец.
Рисунок
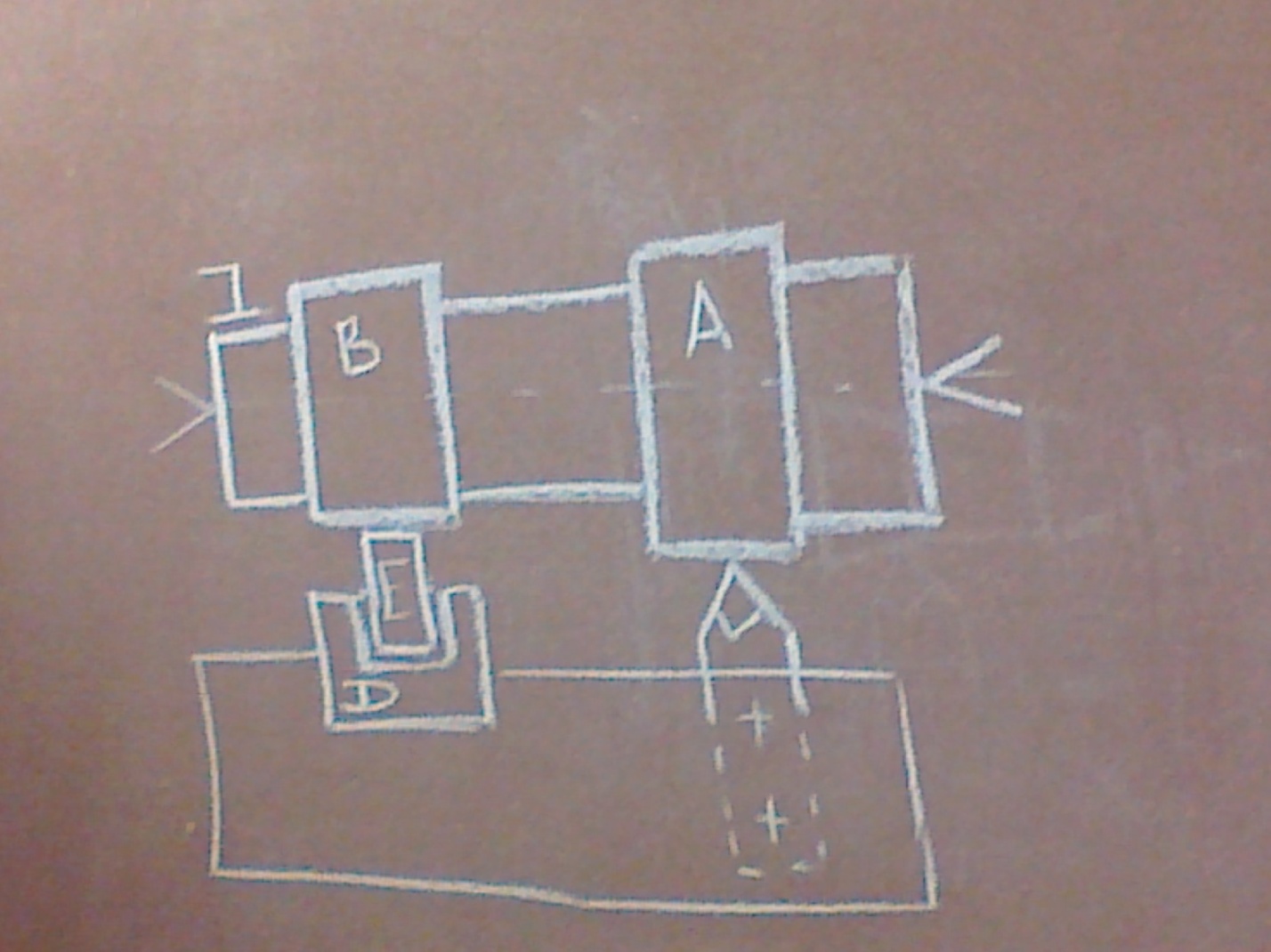
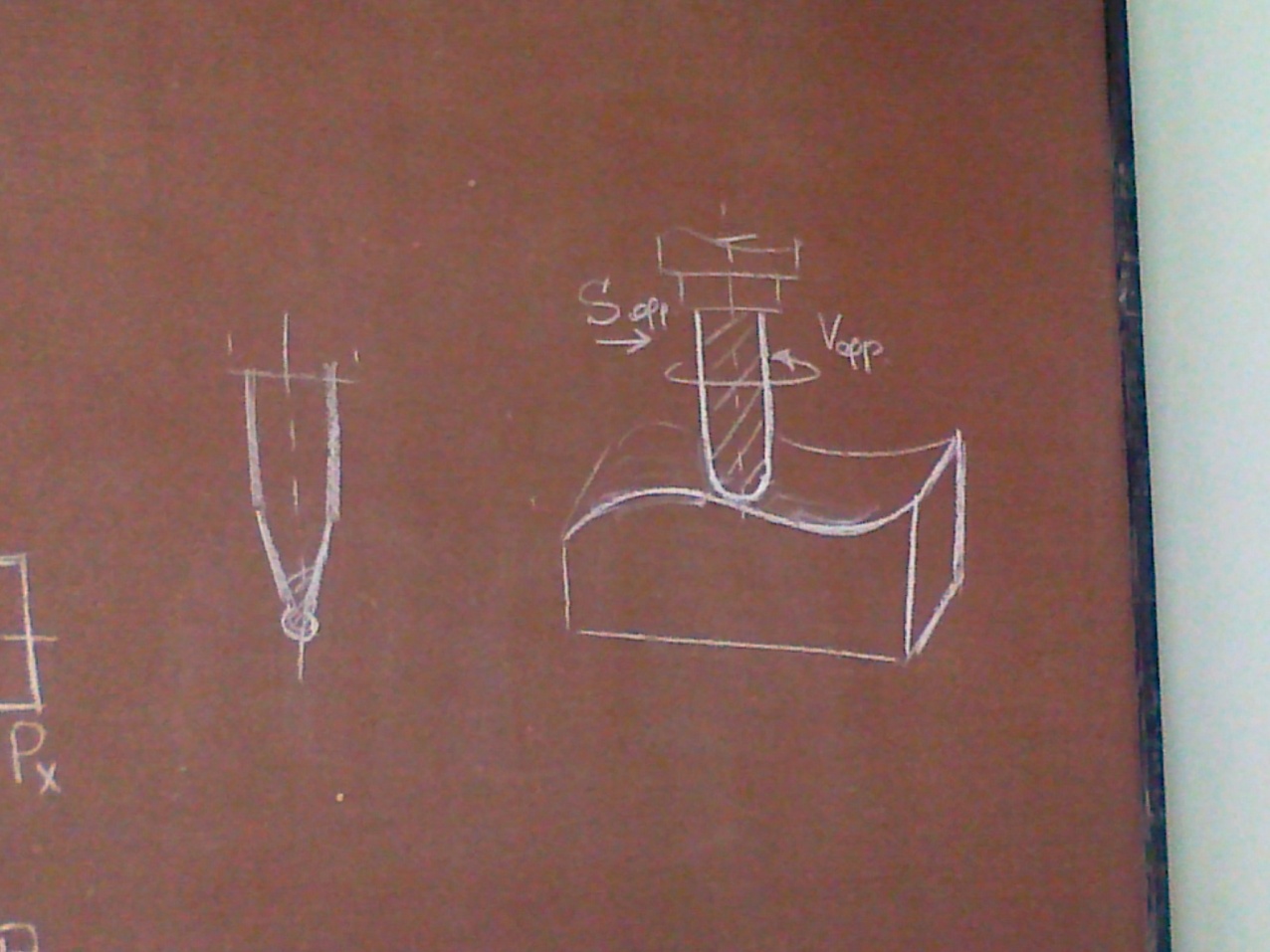
Заготовка А и копир Б точно воспроизводящие профиль готовой детали устанавливаются на 1 оправку сама оправка устанавливается в центрах станка. К поперечным салазкам суппорта подвешивается кронштейн Д таким образом что прижимной ролик Е касается копира при вращении оправки ролик скользит по копиру заставляя при этом резец повторять свои движения тем самым обеспечивается требуемый не круглый профиль. Для получения фасонных отверстий например прямоугольник шестигранных необходимо либо использовать протяжку соответствующего профиля либо должен быть спроектирован специальный инструмент рабочий профиль которого позволит отработать заданное отверстие например: для получения квадратного отверстия используется следующая технология по центру будущего квадрата сверлится отверстие диаметр которого равен стороне квадрата после чего для обработки использует специальное треугольное сверло оно проектируется таким образом что расстояние между 2ми любыми точками профиля расположенными противоположно равны стороне квадрата. Рабочий профиль в поперечном сечении очерчивается 3мя дугами окружности центры которых расположены по вершинам правильного треугольника. С помощью специальной кондукторной втулки необходимое движение сообщается самому инструменту, что его режущие кромки формируют углы квадрата.
Рисунок
