

Обработка гладких и не жестких валов
Вал считается не жестким, если отношение его длины к диаментру больше 10, L/D>10. При его механической обработке возникают трудности связанные с тем что при воздействии инструментом Вал прогибается и тем самым не обеспечивается возможность его механической обработки, поэтому необходимо либо снижать режимы резанья, либо использовать дополнительные устройства повышающие жесткость технологической системы, например, Люнет
Рисунки взять у Сани (обработанный вал и кулачек люнета)

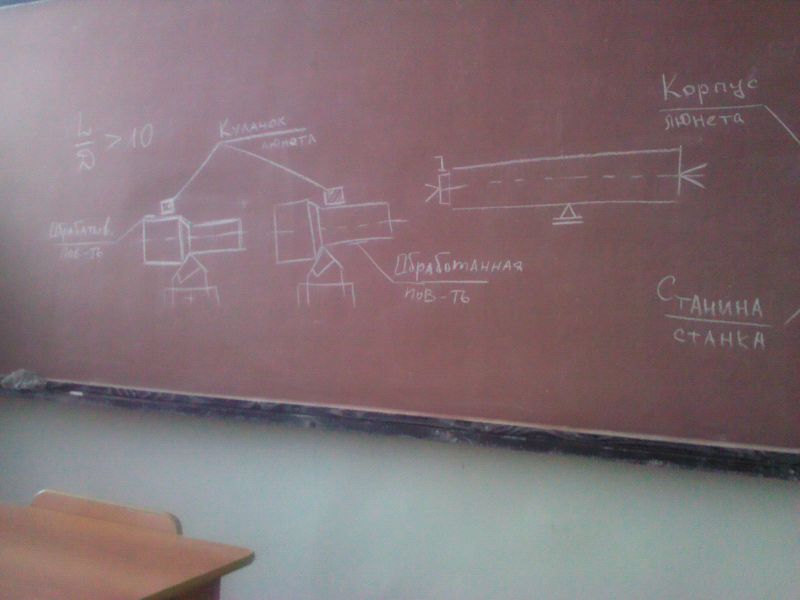
При использовании подвижного люнета его кулачек может перемещаться по обрабатываемой или обработанной поверхностям. В первом случае обеспечивается высокая степень соостности обработанного и не обработанного диаметров. Во втором случае когда кулачек перемещается по поверхности которая подвергалась резанию обеспечивается по сравнению с первой схемой более высокая точность полученного диаметра.
Обработка на валах шпоночных каналов
Шпоночные канавки на валах фрезеруются специальным инструментом, называемым шпоночными фрезами. Технология изготовления канавок зависит от типа шпонки и способа ее крепления. Наиболее простой и технологичный является сегментная шпонка для ее изготовления используется дисковая шпоночная фреза которая позволяет осуществлять обработку одним движением вдоль радиуса обрабатываемого вала. Но при этом точность получаемого паза достаточно не высока. При изготовлении шпоночного паза под призматическую закладную шпонку используется концевая фреза которая имеет режущие зубья как на диаметре так и на торце она работает за множество переходов так как имеет малую жесткость тем не менее обеспечивает получение наиболее точного паза. Промежуточным вариантом по точности шпоночного соединения является призматическая шпонка которая крепиться в пазу винтами соответственно для изготовления такого паза используется дисковая фреза которая работает вдоль оси обрабатываемого вала
Рисунок

Методы чистовой обработки валов
Основной целью чистовой обработки валов является обеспечение точности выше 10 квалитета и соответствующего класса шероховатости. Существуют следующие методы чистовой обработки:
Тонкое обтачивание валов в основном используется для обработки пластичных материалов а так же цветных металлов и сплавов характерным для чистового точения является то что снимаются не большие равномерные припуски. Обработка осуществляется твердосплавным инструментом со скоростями более 100 метров в минуту и подачами менее 0,1мм на оборот. Используемое технологическое оборудование должно быть сбалансировано и должно обеспечивать возможность работы с данными скоростями.
Шлифование валов основной метод чистовой обработки тех валов которые подвергались закалки то есть их твердость по шкале роквелла более 40 единиц. Шлифование может осуществляться по 3м основным схемам.
шлифование с продольной подачей в основном используется для обработки длинных валов
шлифование с поперечной подачей используется для обработки коротких валов шейки, которых имеют длины соизмеримые с шириной шлифовального круга
угловое шлифование валов (силовое, глубинное шлифование) используется в тех случаях, когда необходимо обеспечить жесткие требования по точности взаимного расположения обрабатываемых поверхностей деталей
(рисунок)
