

Структура перехода
4.5. Структура перехода
Под структурой перехода будем понимать граф SP, у которого вершины отображают рабочие и вспомогательные хода, а дуги - отношение следование между вершинами:
SP=<MH,MD>; MH=< thi >; i = 1,n; MD=< dpj >; j = 1,m;
где MH - множество из n ходов; thi - i-ый ход; MD - множество из m дуг; dpj - j-ая дуга.
Граф SP обычно имеет линейную структуру. Каждый рабочий или вспомогательный ход характеризуется не только режимами резания, но и пространственными параметрами: координатами начальной и конечной точки хода. Поэтому, кроме графа SP для перехода может быть спроектирована и пространственная схема перехода. Для одного и того же перехода могут быть составлены различные прострастранственные схемы. Например, обточка цилиндрической поверхности показана на рис. 4.5.1.

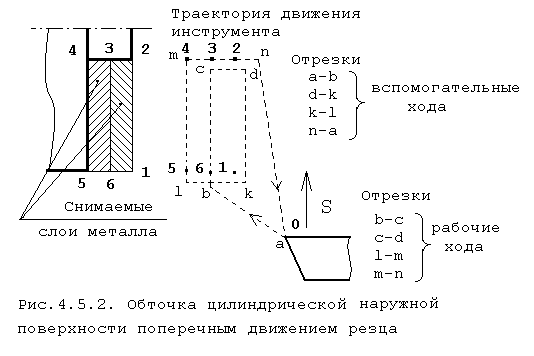
Другой вариант обточки, использующий поперечное движение резца, показан на рис.4.5.2.
Необходимо отметить, что структура перехода проектируется лишь при разработке управляющей программы. Обычно решение этой задачи переносится в CAM-систему. Исключение составляет проектирование технологии для токарных автоматов и полуавтоматов, у которых управление станком выполняется с помощью кулачков. Расчет кулачков выполняется в САПР ТП.
Однако при проектировании перехода всегда необходимо определить схему выполнения перехода. Как видно из рис. 4.5.1 возможна обработка поверхности продольным или поперечным движение инструмента. От выбранной схемы выполнения перехода зависит конфигурация режущего инструмента, обрабатывающего поверхность на переходе. В свою очередь схема обработки зависит от припусков, на получаемую поверхностью. Таким образом, после решении задачи расчета припусков необходимо выполнить геометрический анализ назначенного припуска и код схемы выполнения перехода занести в модель перехода.
Общие принципы проектирования переходов
4.6. Общие принципы проектирования переходов
Методика проектирования перехода зависит:
от принятого уровня автоматизации проектирования ТП;
способа расчета операционных размеров;
от того, нужно ли проектировать управляющую программу для операции, в которой этот переход выполняется;
от способа принятия решений.
Общий алгоритм проектирования перехода, записанный на псевдокоде с минимальной степенью детализации выглядит следующим образом:
АЛГ <Обозначение 1 варианта алгоритма> <Вариант 1- Проектирование перехода> НАЧАЛО <Начальные действия> ЦИКЛ .Т. <Выбор допустимых способов выполнения перехода> <Определение припусков> <Назначение типоразмеров режущего инструмента> <Назначение вспомогательного инструмента> <Назначение измерительного инструмента> <Выбор допустимых вариантов структуры перехода> <Расчет основного времени выполнения перехода> <Формирование модели перехода> <Расчет стоимости перехода> <Сравнительный анализ полученного варианта перехода> ЕСЛИ <закончить генерацию вариантов> ТО ВЫХОД ИЗ ЦИКЛА КЕ КЦ ЕСЛИ <нужно оформить задание на проектирование специального инструмента> ТО <Составление задания на проектирование специального инструмента> КЕ <Завершающие действия> КОНЕЦ
Данный алгоритм фиксирует последовательную схему проектирования перехода, основанную на последовательной генерации варианта перехода и сравнении полученного варианта с прешествующим. В результате анализа полученного варианта определяется, что делать с этим вариантом: сохранить этот вариант или нет. Далее определяется: продолжить генерацию нового варианта или перейти к следующему этапу по составлению задания на проектирования специального инструмента.
Другой вариант алгоритма проектирования переходов основан на генерации вариантов на каждом этапе проектирования. Этот вариант приведен в разделе "Алгоритмы проектирования перехода" .
При двухпроходной схеме проектирования на первом проходе выполняется простановка операционных размеров (ОР) для всех операций с последующим расчетом их номинальных значений и точности. Проектирование перехода также в этом случае выполняется за два прохода: на первом проходе выполняется лишь расчет припусков, а на втором проходе выполняется полное проектирование перехода. Для двух проходного проектирования перехода необходимо использовать другие схемы алгоритмов (см. раздел "Алгоритмы проектирования перехода").
4.6.1. Первый уровень автоматизации
На этом уровне проектирование перехода обычно выполняется путем заполнения на экране дисплея бланка технологической карты. Припуски на обработанные поверхности определяются либо вручную по справочникам, либо с помощью табличного процессора , который запускается и выполняется автономно.
Структура перехода обычно не определяется. Назначение инструмента выполняется вручную или с помощью информационно-поисковой системы технологического назначения (ИПС ТН).
Расчет режимов резания выполняется не всегда. Если необходимо выполнить расчет режимов резания, то такой расчет выполняется либо вручную с помощью соответствующих справочников, либо с помощью табличного процессора, который запускается и выполняется автономно.
Текст перехода формируется на зкране дисплея.
4.6.2. Второй уровень автоматизации
На этом уровне проектирование перехода обычно выполняется путем формирования параметрической модели перехода. Поисковые задачи ( выбор припусков и инструмента) выполняются с помощью табличного процессора , который запускается в среде проектирования. Небходимо отметить, что если используются унифицированные переходы, то поисковое предписание может содержатся внутри модели перехода, что дает возможность выполнить автоматический поиск с последующей оценкой полученных вариантов в режиме диалога.
Операционные размеры, необходимые для назначения измерительного инструмента, а таже собственные размеры обработанной на переходе поверхности выбираются из параметрической модели выходной заготовки.
Выборка размеров может выполнятся в режиме диалога при выводе параметрической модели выходной заготовки на экран дисплея.
Расчет режимов резания выполняется не всегда. Если необходимо выполнить расчет режимов резания, то такой расчет выполняется с помощью табличного процессора.
Текст перехода формируется на зкране дисплея с помощью набора классификаторов и записывается в модель перехода.
Результаты определения собственных размеров обрабатываемой поверхности фиксируются в параметрической входной заготовки.
Завершающие действия заключаются в занесении модели перехода в параметрическую модель технологического процесса. Для удобства проектировщика обычно имеется процедура для просмотра перехода в том виде, в котором он будет зафиксирован в технологической карте.