

7.9. Узлы и детали трубопроводов
Температурные деформации, компенсаторы. Технологические трубопроводы эксплуатируют при различных температурах среды, поэтому пуск и остановка технологического процесса всегда вызывают значительные температурные деформации. Если трубопровод не может свободно удлиняться или сокращаться (а технологические трубопроводы именно таковы), то температурные деформации вызывают в трубопроводе напряжение сжатия (при удлинении) или растяжения (при сокращении).
Трубопроводы, работающие при температурах, изменяющихся в широких пределах, во избежание разрушения должны быть снабжены компенсирующими устройствами, легко воспринимающими температурные напряжения.
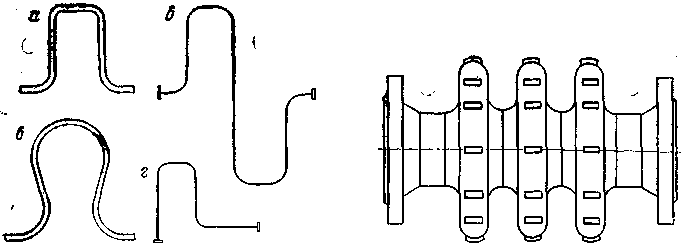
Рис. 7.9.1. Гнутые и волнистый (линзовый) компенсаторы трубопроводов:
а — П-образный; б — двойной П-образный; в — лирообразный; г — угловой.
Компенсаторы устанавливают на трубопроводе через каждые 20—40 м. Концы участка трубопровода, приходящегося на каждый компенсатор, крепят на опорах неподвижно. Компенсирующая способность компенсатора зависит от его конструкции.
На практике обычно применяют (рис. 7.9.1) гнутые, реже волнистые или линзовые. Гнутые компенсаторы просты в изготовлении и в монтаже. Их изготовляют из бесшовных труб горячим гнутьем. Компенсирующая способность их тем больше, чем больше высота (вылет) гнутого участка. Высоту компенсатора определяют по номограммам, которые приводятся в справочных пособиях для различных случаев.
Фасонные детали. На трубопроводе обычно установлено множество фасонных деталей различного назначения — двойники, отводы, угольники, тройники и переходы или переводники (рис. 7.9.3).
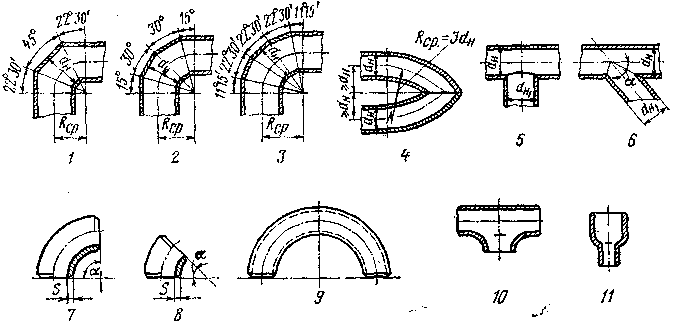
Рис. 7.9.3. Трубопроводные фитинги:
1, 2, 3 – отводы сварные под 90° соответственно с одной, двумя и тремя вставками; 4 – сварной двойник; 5 – тройник сварной; 6 – тройник сварной косой; 7, 8, 9, 10, 11 – штампованные отвод, полуотвод, двойник, тройник, переход (переводник).
Посредством угольников, отводов и двойников соединяются трубопроводы, оси которых пересекаются, скрещиваются или находятся в различных плоскостях. Их изготовляют из стальных бесшовных труб сваркой, гладким гнутьем, а также горячей или холодной штамповкой. Материал деталей трубопровода, как правило, должен быть таким же, как материал трубы.
Заглушки. При длительном разобщении трубопроводов или при ремонте аппаратов разобщаемые участки трубопроводов и аппараты отделяют глухими плоскими заглушками, устанавливаемыми после запорной арматуры или между двумя фланцами.
Диаметр, толщина заглушки и длина ее хвостовика установлены в зависимости от диаметра условного прохода, условного давления и скорости коррозии трубопровода, а также материала, из которого изготовлена заглушка.
Наличие хвостовика обязательно всегда для удобства установки в соединение трубопровода, а также, чтобы не забыть место установки заглушки. На заглушке должны быть выбиты ее номер, марка стали, из которой она изготовлена, условное давление и условный диаметр.
Каждый раз установка и последующее снятие заглушки регистрируются в специальном эксплуатационном журнале с указанием условного диаметра и номера заглушки, позиции установки (снятия), а также фамилии ответственного лица и производителя работы.
Болты и шпильки. Для фланцевых соединений болты (или шпильки) и гайки к ним должны быть стандартными. При проектировании для создания наиболее рациональной конструкции фланцевого соединения следует руководствоваться следующими рекомендациями: диаметр болта или шпильки должен быть возможно меньшим, но не менее 10 мм; расстояние между их осями должно быть от 2,5 до 5 диаметров болта; болты должны располагаться возможно ближе к поверхностям уплотнения.
Длину болтов (шпилек) выбирают из такого расчета, чтобы в начале сборки можно было надеть гайку, а в конце сборки, после затяжки, болт выходил за торец гайки на длину, равную 0,2— 0,25 диаметра.
При контакте с горячей средой фланцы нагреваются и расширяются. Температура болтов и шпилек при этом, как правило, ниже температуры самих фланцев. В результате разности деформаций в болтах и шпильках возникает дополнительное (температурное) напряжение, что может привести к разрушению соединения.
Температурное напряжение в болтах в 1,4 раза больше, чем в шпильках со сплошной резьбой. Это следует из пропорциональности температурных напряжений площадям поперечного сечения болтов и шпилек. Исходя из этого болты применяют только при температуре до 2500С. Если крепёжный элемент работает при избыточном давлении, то данная температура понижается.