

Сборочные базы при сборке в приспособлениях.
Сборочные приспособления обеспечивают требуемое взаимное расположение собираемых деталей, инструмента, придание формы недостаточно жестким деталям и узлам в процессе сборки. При этом создаются следующие преимущества по сравнению со сборкой по разметке:
исключается разметка и пригонка деталей;
ускоряется и облегчается процесс сборки;
достигается взаимозаменяемость собираемых узлов и агрегатов;
возможна механизация процесса сборки.
Этим объясняется широкое применение сборочных приспособлений при серийном изготовлении самолетов и вертолетов. Следует заметить, что при этом конечный размер сборочной единицы образуется как результат перенесения на сборочную единицу размера сборочного приспособления. Это требует изготовления точных, взаимосвязанных приспособлений, воспроизводящих конечные размеры изделия. Так как окончательный размер собираемых изделий образуется сложными поверхностями, которые отличаются значительными габаритами, многодетальностью и сложностью форм, то сборочные приспособления получаются сложными, массивными, неудобными в работе. Требуется большое число материалов, большие затраты труда и времени для подготовки производства.
При сборке приспособлений реализуются следующие подходы (базы):
за базу принимается наружная или внутренняя поверхность обшивки агрегата, выходящая на теоретический контур ЛА;
за базу применяется поверхность каркаса изделия (то есть без учета обшивки).
Сборка частей планера самолета в приспособлениях обеспечивает точность готового изделия в пределах 1... 1,5 мм. При этом сборочное приспособление должно быть изготовлено с точностью, в 3...10 раз превышающую точность сборки изделия.
Сборка в сборочных приспособлениях позволяет добиваться заданной точности окончательных форм и размеров вследствие принудительного перемещения деталей при сборке до совпадения их базовых поверхностей с базовыми поверхностями фиксаторов сборочного приспособления.
Перемещение осуществляется как без деформирования деталей, путем линейного перемещения, так и с принудительным деформированием деталей до полного совпадения базовых поверхностей. В первом случае говорят, что компенсация погрешностей размеров происходит путем перемещения, а во втором – упругой компенсацией. Компенсация перемещения позволяет получать заданные линейные размеры, а упругая компенсация – исправлять форму контуров деталей.
Эффект упругой компенсации погрешностей форм деталей успешно используется, если деформируемая деталь обладает невысокой собственной жесткостью, а детали, к которым она прикрепляется, обладают значительной собственной жесткостью. Только в этом случае можно гарантировать неизменность окончательных размеров и форм готового изделия при его расфиксации и снятии со сборочного приспособления.
Следует учитывать появление внутренних напряжений при реализации упругой компенсации, которые могут привести к нежелательным последствиям при эксплуатации вследствие снижения прочности и долговечности конструкций, находящихся под воздействием предварительных сборочных напряжений.
2. книжка
Билет 10
Сборка по базе «поверхность каркаса».
При такой сборке обшивки (или панели) устанавливаются на базовую поверхность каркаса и прижимаются к ней на период выполнения соединения. Существует несколько вариантов этого метода базирования. (Рис. 4.9).

Рис.4.9. Сборка по базе «поверхность каркаса».
1- обшивка (панель) до установки на каркас; 2-обшивка, установленная на каркас; 3-каркас; 4- Элементы сборочного приспособления, прижимающие обшивку к каркасу; 5-фиксация каркаса в сборочном приспособлении.
Размер собранного агрегата в приспособлении с базированием по поверхности каркаса будет:
Нх = Нк+δ1 + δ2,
где Нх – номинальный размер внешнего обвода собираемого изделия в рассматриваемом сечении; Нк – номинальный размер каркаса; δ1, δ2 – номинальная толщина обшивок (панелей).
Таким образом, погрешность при сборке будет:
∆Нх = ∆Нк + ∆δ1 + ∆δ2 + ci.
Если обшивке присоединяется к каркасу при помощи клея или припоя (рис. 2.9), то погрешность внешнего обвода будет
∆Нх = ∆Нк + ∆δк’ + ∆δ1 + ∆δк’’ + ∆δ2 + ci,
здесь ∆δк’, ∆δк’’ – погрешности по толщине слоя клея (припоя).
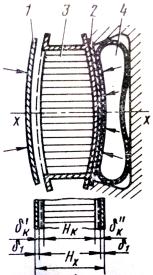
Рис.4.10. Погрешности при базировании по поверхности каркаса
1 – Обшивка; 2 - Слой клея (припой); 3 – Соты; 4 - Резиновый мешок.
Таким образом, рассмотренные варианты базирования по поверхности каркаса показывают, что отклонения ∆Нх в точности обвода изделия зависят от точности образования обводов каркаса, отклонений по толщине обшивок и толщине слоя связующего вещества (клея или припоя).
Если поверхность каркаса волнистая, это проявляется и на внешних обводах обшивки. Это объясняется тем, что жесткость каркаса больше жесткости обшивки, прижимаемой к нему силами N-N.
Билет 11