

6.6.6. Совершенствование конструкций зенкеров и разверток
Основными направлениями совершенствования конструкций зенкеров и разверток являются [78]:
более широкое применение твердосплавного РИ с одновре менным повышением его точности по радиальному биению направ ляющей его части (ленточек), заборного конуса относительно оси по садочного места, обязательная доводка и т. д.;
применение двухлезвийных плавающих разверток с микромет рическим регулированием, обеспечивающим настройку на размер с 196
точностью до 0,01 мм на диаметр, а также многозубых регулируемых разверток диаметром свыше 10 мм, оснащенных твердым сплавом, позволяющих регулировать размер в пределах до 0,2...0,3 мм;
3) расширение применения однолезвийных разверток диаметром 10... 18 мм для обработки особо точных отверстий по геометрической форме и прямолинейности образующей, а также дисковых разверток при обработке отверстий больших диаметров с уменьшенной длиной рабочей части и увеличенными ленточками на направляющей части.
6.7. ОБРАБОТКА ОТВЕРСТИЙ КОМБИНИРОВАННЫМИ ИНСТРУМЕНТАМИ
Для совмещения операций и переходов при обработке цилиндрических и ступенчатых отверстий применяют конструкции различных комбинированных РИ [31, 34, 73]. Они дают возможность осуществлять последовательную обработку одной поверхности или одновременную обработку нескольких поверхностей, обеспечивая высокую производительность из-за сокращения вспомогательного времени, связанного со снятием и установкой детали на станке, со сменой инструмента; в ряде случаев — из-за уменьшения машинного времени.
При использовании комбинированных РИ обеспечивается лучшая соосность обработанных поверхностей, особенно при обработке многоступенчатых отверстий; перпендикулярность торцовых поверхностей к оси отверстия; точность расстояний между торцовыми поверхностями. Работа этими инструментами позволяет уменьшить потребное количество станков, производственных площадей, номенклатуру РИ. Кроме того, имеет место простота наладки, регулировки и установки на станке, а также упрощение контроля обработанных деталей. Однако повышенная сложность изготовления и переточки ведет к их удорожанию и ограничивает применение [31].
Комбинированные РИ разделяют на две группы: инструменты для обработки предварительно обработанных отверстий и инструменты для обработки отверстий в сплошном материале. РИ обеих групп классифицируют так:
по профилю обработанных отверстий;
по типу комбинирования — однотипные, разнотипные;
по способу комбинирования режущих зубьев — с профильны ми зубьями; с зубьями, расположенными по отдельным ступеням; с чередующимися и сменными зубьями;
цельные, разъемные;
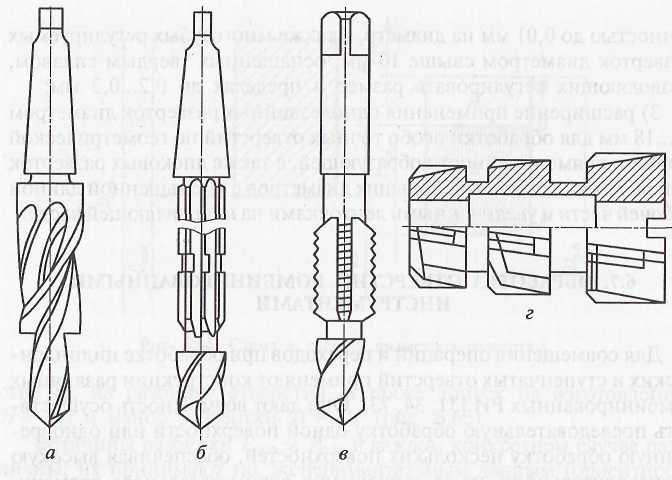
Рис. 6.66. Комбинирование РИ для обработки отверстий: а — сверло-зенкер; 6 — сверло-развертка; в — сверло-метчик; г — трехступенчатый зенкер
насадные, хвостовые;
по характеру работы ступеней — с последовательной работой, с одновременной работой, с частичным совмещением переходов обра ботки;
по способу направления — по кондукторным втулкам, по предварительно обработанному отверстию.
В зависимости от назначения и формы отверстий комбинированные РИ, составленные из сверл, зенкеров, разверток, метчиков, разделяют на инструменты для обработки одного отверстия; для обработки нескольких отверстий «в линию»; для черновой и чистовой обработки; для обработки отверстий и плоскостей. Конструкции комбинированных РИ зависят от формы и размеров отверстий, расположения и количества отверстий при обработке «в линию», припусков на обработку, требуемых точности и шероховатости. На рис. 6.66 в качестве примера показаны некоторые конструкции комбинированных РИ.
При эксплуатации комбинированных РИ режимы резания (скорость резания и подача) назначают, ориентируясь на тот инструмент, который предназначен для окончательной обработки (например, для инструмента «сверло-развертка» — по развертке).
198