

6.5. Сверление
6.5.1. Особенности сверления. Элементы режима резания и срезаемого слоя
Сверление применяют для получения отверстий в сплошном материале, а также для рассверливания уже имеющихся отверстий. Сверлением обеспечивается 11... 12-й квалитеты точности и шероховатость обработанной поверхности Rz = 20...80 мкм. В качестве РИ используют сверла различных конструкций. Процесс резания при сверлении протекает принципиально также, как и при точении. Так, в зависимости от свойств обрабатываемого материала стружка получается сливной или надлома; имеет место усадка стружки; при сверлении вязких металлов образуется нарост. Однако, несмотря на указанное сходство процессов точения и сверления, между ними имеются следующие различия [78]:
наличие очень малых передних углов в центральной части сверла и отрицательных на перемычке повышает деформацию срезаемой стружки, увеличивает силы трения, а следовательно, и тепловыделение в зоне резания;
наблюдается повышенное трение в процессе сверления из-за отсутствия вспомогательных задних углов на ленточках;
сверло в процессе резания находится в постоянном длительном контакте со стружкой и обработанной поверхностью; ухудшены условия отвода стружки; выходящая из отверстия стружка затрудняет проникновение СОЖ в зону резания и отвод теплоты;
различие скоростей резания для точек главных режущих кромок в процессе сверления усложняет процесс деформации стружки и ее схода по передней поверхности РИ.
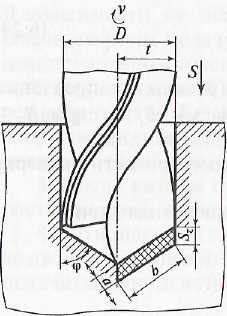
Главное движение при сверлении осуществляется из-за вращения сверла и реже — детали, а движение подачи — перемещением сверла или детали вдоль оси РИ (рис. 6.29). Скорость резания при сверлении
157


![]()
(6.25)
где D — диаметр сверла; п — частота вращения сверла..
![]()
Подача — величина перемещения сверла вдоль оси за один его оборот (Sо, мм/об). Поскольку у сверла две главные режущие кромки, на каждую из них приходится подача (мм/зуб)
(6.26)
Рис. 6.29. Элементы режима резания и срезаемого слоя при сверлении
В свою очередь минутная подача (мм/мин)
![]() (6.27)
Глубина
резания (мм) при сверлении определяется
диаметром
(6.27)
Глубина
резания (мм) при сверлении определяется
диаметром
сверла, т. е.
![]()
(6.28)
а при рассверливании предварительно полученного отверстия диаметром d
(6.29)
![]()
Толщину и ширину среза (мм) при сверлении определяют без учета перемычки по формулам:
(6.30) (6.31)
Толщина среза измеряется в направлении, перпендикулярном главной режущей кромке, а ширина — вдоль нее.
Площадь поперечного сечения среза (мм2), приходящаяся на одну режущую кромку,
6.5.2. Конструктивные элементы и геометрия спирального сверла
С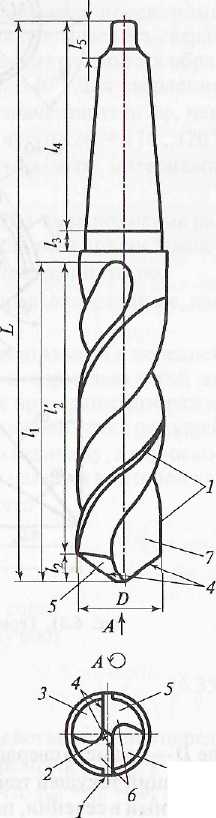 пиральное
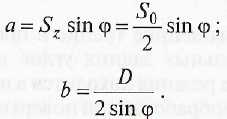
сверло состоит из рабочей части l1,
шейки l3
и хвостовика
l4,
имеющего
на конце лапку l5
(рис. 6.30). Рабочая часть в свою очередь
разделяется на режущую l2
и
калибрующую
l2-
. Рабочая часть включает следующие
элементы: шлифованные ленточки
(вспомогательные
режущие кромки) 1,
поперечную
режущую кромку 2, канавки 3,
две
главные режущие кромки 4,
передние
7 и
задние 5
поверхности,
два зуба (пера) 6
сверла.
пиральное
сверло состоит из рабочей части l1,
шейки l3
и хвостовика
l4,
имеющего
на конце лапку l5
(рис. 6.30). Рабочая часть в свою очередь
разделяется на режущую l2
и
калибрующую
l2-
. Рабочая часть включает следующие
элементы: шлифованные ленточки
(вспомогательные
режущие кромки) 1,
поперечную
режущую кромку 2, канавки 3,
две
главные режущие кромки 4,
передние
7 и
задние 5
поверхности,
два зуба (пера) 6
сверла.
Хвостовик сверла может быть как коническим, так и цилиндрическим с поводком. В первом случае крутящий момент передается из-за сил трения между коническими поверхностями хвостовика сверла и посадочного отверстия шпинделя, а во втором — посредством поводка. Лапка необходима для выбивания сверла из шпинделя станка и передачи крутящего момента в начале резания, когда еще отсутствует осевая сила и силы трения малы. Шейка предназначена для выхода шлифовального круга при изготовлении сверла. Калибрующая часть обеспечивает направление сверла в просверливаемом отверстии и является резервом для образования режущей части при его переточках.
з
Режущие свойства сверла определяются геометрическими параметрами и материалом его рабочей части. Угол наклона винтовой канавки ω — это угол, заключенный между осью сверла и развернутой винтовой линией стружечной канавки (рис. 6.31, б). Величина его непостоянна: чем ближе к оси сверла, тем меньше угол ω. Определяют его так:
tg ω =π D / H
![]()
(6.32)
Рис. 6.30. Конструктивные (6.33) элементы спирального сверла
159
Рис. 6.31. Геометрические параметры спирального сверла
Угол наклона поперечной режущей кромки (перемычки) ψ заключен между проекциями поперечной и одной из главных режущих кромок на плоскость, перпендикулярную оси сверла. Обычно ψ = 50...55° (рис. 6.31, а). Угол резания у перемычки больше 90°, поэтому металл не режется, а скоблится.
Угол при вершине 2φ (рис. 6.31, а) заключен между проекциями главных режущих кромок на плоскость, проходящую через ось сверла (основную плоскость). Величина этого угла зависит от свойств обрабатываемого материала и лежит в пределах 80... 140°. Для сверления пластичных материалов принимают большие значения угла 2φ, чем для хрупких. Например, для обработки стали и чугуна 2φ= 116... 120°, для алюминия 2φ = 80, для труднообрабатываемых материалов 2φ = 140°.
Вспомогательный угол в плане φ1 образуется из-за выполнения рабочей части сверла с обратной конусностью. Величина его составляет 1...20. Вспомогательные задние углы α1 на ленточках равны нулю.
Угол наклона главной режущей кромки λ, определяется также, как и для резцов общего назначения.
![]()
где Н — шаг винтовой канавки сверла; Н = const. Разделив одно уравнение на другое, получают
Передним углом γ называется угол между касательной к передней поверхности сверла в рассматриваемой точке и нормалью в той же точке к поверхности вращения, образованной при вращении режущей кромки вокруг оси сверла (рис. 6.31, а). В каждой точке режущей кромки в плоскости NNyron у имеет различную величину, а в плоскости ОО, параллельной оси сверла, он равен углу наклона винтовой канавки, т. е. γo = ω. Из рис. 6.31, б видно, что
![]()
где D — диаметр сверла на периферии; Dx — диаметр сверла, соответствующий текущей точке X; ω — угол наклона винтовой канавки, измеренный в сечении, параллельном оси сверла; для сверл диаметрами 0,25...80 мм из быстрорежущей стали угол ω назначается в зависимости от их диаметра в пределах от 17 до 34° (для меньших диаметров угол меньше).
160
![]()
(6.35)
Для сравнения формулы для определения действительного переднего угла в нормальном сечении N—N: 1) для резца tg уп = tg у • sin cp; 2) для сверла tg упр — tg у • sin ср. В связи с тем что упр = уо = со, имеем tg со = tg у • sin ф. Отсюда
![]()
161
(6.36)
I1-2719

Аналогично,
для текущей точки X
Совместное
решение уравнений (6.35) и (6.37) дает![]()
![]()
(6.38)
Анализ последней формулы показывает, что наибольшее значение передний угол имеет у периферии сверла. Поскольку в осевом сечении углы у и со равны между собой, для точек режущей кромки, лежащих ближе к центру, передний угол уо меньший, чем для периферийных.
Задний угол α — это угол, заключенный между касательной к задней поверхности пера в рассматриваемой точке режущей кромки и касательной к окружности ее вращения вокруг оси сверла (рис. 6.31, а). Измеряется он в плоскости 00, параллельной оси сверла и касательной к цилиндрической поверхности, на которой лежит данная точка режущей кромки. В статическом состоянии (по аналогии со значением переднего угла) задний угол а, измеренный в нормальной плоскости,
(6.39)
![]()
В процессе резания значение заднего угла уменьшается, так как действительной траекторией точки, лежащей на главной режущей кромке, будет не окружность, а винтовая линия с шагом, равным величине подачи. Поверхность же резания представляет собой винтовую поверхность. Поэтому действительный задний угол <хд определяется между касательными к этой винтовой и задней поверхностям в рассматриваемой точке. По своей величине он будет меньше значения а на величину угла \х (рис. 6.31, а):

(6.40)
С приближением к оси сверла задний угол <хд уменьшается, причем для точек режущей кромки, лежащих ближе к оси сверла, например для точки X, уменьшение главного заднего угла будет более интенсивным, чем для периферийной. Чтобы обеспечить достаточную
неличину заднего угла в процессе резания у точек режущей кромки, расположенных ближе к оси сверла, задняя поверхность затачивается так, что на периферии угол а имеет минимальное значение, а по мере приближения к сердцевине он увеличивается. Такая заточка обеспечивается конструкцией и кинематикой заточных станков.
Поскольку у периферии сверла передний угол у сверла больший, а задний меньший, а у центра наоборот, угол заострения остается для всех точек режущего лезвия примерно одинаковым. Фактический передний угол изменяется от 30° до нуля и даже отрицательного значения его у перемычки. Задний угол у периферии 6...8°, а у перемычки 25...35°.