

6.5.7. Заточка спиральных сверл
Спиральное сверло имеет пять режущих кромок, симметрично расположенных относительно его оси. Передние поверхности сверл образуются при изготовлении и в процессе эксплуатации, как правило, не корректируются, за исключением тех случаев, которые относятся к технологиям улучшения конструкции сверл: подточка поперечной режущей кромки, прорезка ее, подточка передних поверхностей и др. После затупления сверла все пять режущих кромок обновляются в ходе одной операции — заточки главных задних поверхностей.
Существует [23] четыре вида заточки спиральных сверл (рис. 6.47): плоская, винтовая, коническая и цилиндрическая. Задние поверхности могут быть представлены в форме плоскости, винтовой, цилиндрической и конической поверхностей. Каждая заточка имеет свои разновидности: плоская может быть выполнена по одной (рис. 6.47, а) или двум плоскостям (рис. 6.47, б); коническая с вершиной образующего конуса, лежащей выше вершины сверла (метод Уош-
176
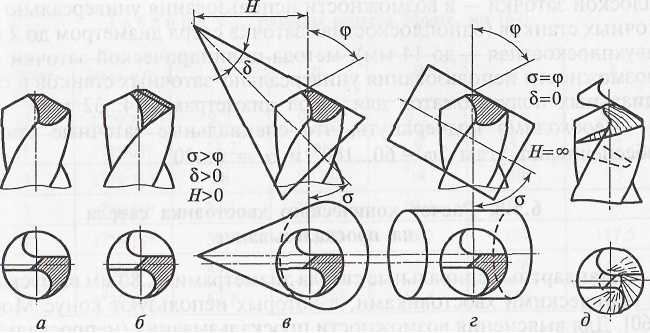
Рис. 6.47. Виды заточки спиральных сверл
борна — на рис. 6.47, в), и с вершиной образующего конуса, лежащей ниже вершины сверла (метод Вайскера); цилиндрическая может быть фасонной, эллиптической и сложноцилиндрической (последняя на рис. 6.47, г —метод Блау); винтовая может быть винтовой, сложновинтовой и эксцентрично-винтовой (показана на рис. 6.47,(5).
Особенности и преимущества видов заточки сверл сводятся к следующим [23].
В зависимости от характера движений инструмента и очередности заточки перьев сверл различают способы непрерывной (винтовая) и раздельной заточек (все остальные).
Распределение задних углов вдоль главных режущих кромок при равенстве углов 2φ и α для всех методов заточки практически одинаково.
В порядке возрастания осевой силы (а она возрастает с увеличением отрицательной величины передних углов на поперечной режу щей кромке) методы заточки образуют следующий ряд: винтовая, двухплоскостная, коническая, цилиндрическая.
По мере уменьшения точности обработки методы располагаются в такой последовательности: винтовая, цилиндрическая, двухплоскостная, коническая.
Главные преимущества методов: винтового — в универсальности для различных РИ (сверл, зенкеров, метчиков), для чего имеются автоматы и полуавтоматы для массовой первичной заточки и переточки РИ диаметрами от 2,5 до 80 мм; конического — в конструктивной простоте станков и приспособлений для сверл диаметрами 1,5...50 мм;
177
плоской заточки — в возможности использования универсально-заточных станков (одноплоскостная заточка сверл диаметром до 2 мм, двухплоскостная — до 14 мм); метода цилиндрической заточки — в возможности использования универсально-заточных станков и специальных полуавтоматов для сверл диаметрами 14...32 мм.
Необходимо подчеркнуть, что специальные заточные станки обеспечивают углы 2φ = 60...160° и α = 6...20°.