

План расположения оборудования непрерывного проволочного стана 250
Непрерывный четырехниточный проволочный стан 250 конструкции завода «SKET» (ГДР) предназначен для прокатки катанки диаметром 6 - 10 мм из углеродистой и низколегированной стали из заготовки одного сечения 80х80 мм, длиной 12 м и массой 600 кг со скоростью до 40 м/с (рис. 6).
Стан состоит из тридцати семи двухвалковых клетей: в черновой группе (девять клетей, из них семь 450 и две 370) и в первой промежуточной группе (четыре клети 320) металл прокатывают одновременно в четыре нитки; в двух вторых промежуточных группах (по четыре клети 320) - в две нитки; в четырех чистовых группах (по четыре клети 270, две вертикальные и две горизонтальные) - в одну нитку. Т.е. каждая нитка металла прокатывается в 21 клети (9 + 4 + 4 + 4).
В каждой чистовой горизонтальной клети приводится один рабочий валок непосредственно от электродвигателя мощностью 600 кВт, а в каждой чистовой вертикальной клети – мощностью 364 кВт. Второй валок приводится небольшим электродвигателем мощностью 35 кВт с частотой вращения 4000 об/мин, чтобы синхронизировать скорости обоих валов в момент захвата металла. При штучной четырехниточной прокатке заготовки нагревают до 1150°С в двух печах с шагающим подом. Из каждой печи поступают две нитки заготовок.
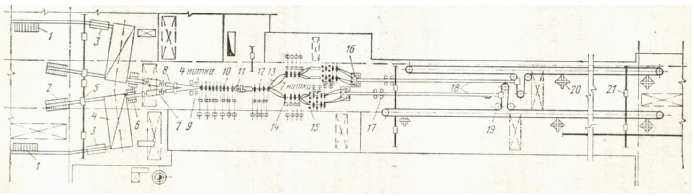
Рис 6. План расположения оборудования непрерывного проволочного стана 250 конструкции завода «SKET» (ГДР)
1 - загрузочные решетки; 2 - разгрузочные решетки для возврата; 3 - весы; 4 - нагревательные печи; 5 - машины для огневой резки возврата; 6 - стыкосварочные машины; 7 - петлевые ямы; 8 - индукционные подогревательные печи; 9 - ножницы; 10 - черновые клети; 11 - аварийные ножницы; 12 - первая промежуточная группа клетей; 13 - петлевики; 14 - вторая промежуточная группа клетей; 15 - чистовая непрерывная группа клетей; 16 - моталки для катанки; 17 - бунтовязочные машины; 18 - транспортеры бунтов; 19 - крюковые конвейеры для бунтов; 20 - съемники и пакетировщики бунтов; 21 - передаточная тележка
На стане предусмотрена возможность так называемой «бесконечной» прокатки. В этом случае в первых двух печах заготовки должны нагреваться до 900 - 1000°С, затем подвергаться сварке встык при помощи электросварочных машин и дополнительно подогреваться в индукционных печах до 1150 °С. Перед первой черновой клетью установлены двое летучих кривошипных ножниц для обрезки переднего конца заготовки и аварийной резки ее, а за последней черновой клетью - летучие рычажно-кривошипные ножницы того же назначения. Катанку сматывают в бунты двумя группами моталок; бунты обвязывают на бунтовязальных машинах и направляют к крюковым конвейерам для охлаждения, далее бунты направляют на склад готовой продукции.
Максимальная производительность стана (в случае прокатки катанки диаметром 6 - 10 мм со скоростью 40 - 20 м/с): при штучной непрерывной прокатке 90 - 160 т/ч, при «бесконечной» прокатке 93 - 170 т/ч. Средняя производительность стана по готовому прокату 700 - 800 тыс., т/год; общая масса механического оборудования стана 5200 т; общая мощность главных электродвигателей всех клетей 20200 кВт. В настоящее время эксплуатируются непрерывные проволочные станы с чистовыми блоками, рассчитанные на скорости прокатки до 80 - 100 м/с.