

3. Автоматизация ковочных вальцев
Ковочные вальцы, машина, на которой осуществляют формообразование (вальцевание) деталей, не имеющих значительных переходов, выступов или рёбер, резкого изменения поперечных сечений: гаечные ключи, ручки разводных ключей, отвёртки, зубья борон, лопатки турбин и т.п.
Автоматизируются как многоклетьевые так и одноклетьевые ковочные вальцы. В одних ковочных вальцах может использоваться до 9 клетей, что позволяет использовать очень сложную вальцовку. Причем заготовка перемещается строго в одном направлении, не нужно кантовать ее после каждого перехода, следовательно - обеспечивается наиболее высокая производительность.
Многоклетьевые ковочные вальцы:
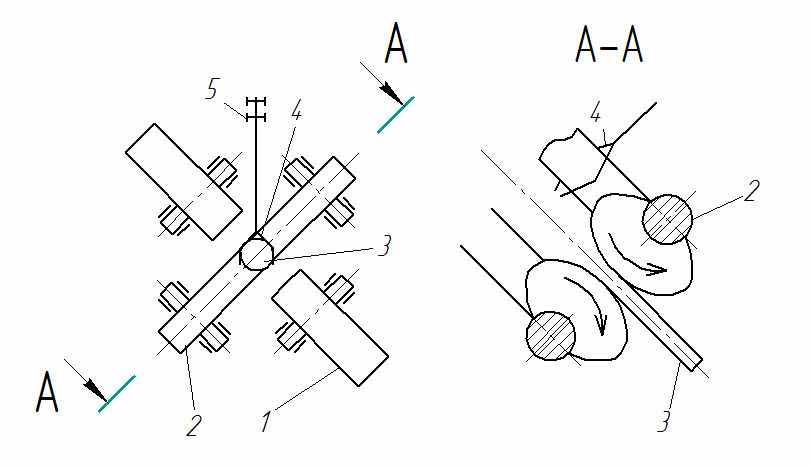
1 – ковочные вальцы первой клети, 2– ковочные вальцы второй клети,
3 – заготовка, 4 – клещи, 5 – цепной транспортер
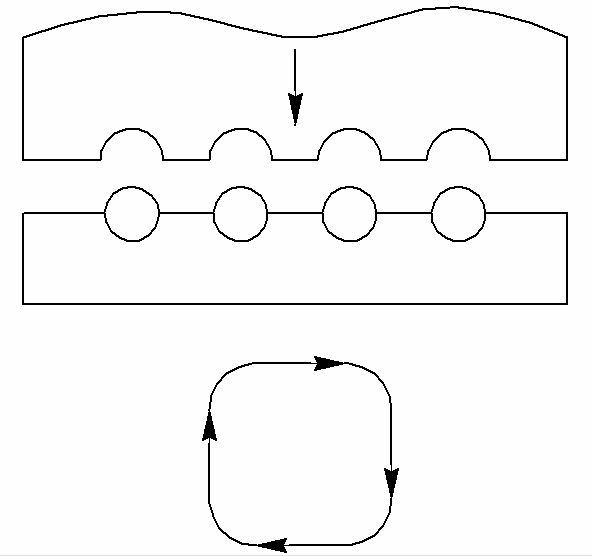
Заготовку из прутка помещают между секторами, на поверхности которых имеются углубления (ручьи) для распределения материала и придания детали соответствующей формы. Сменные секторы укреплены на вращающихся валках. Ковочные вальцы непрерывно направляют заготовку при прохождении ее через секторы и перемещают металл из одного ручья в другой и т.д. На заднем столе расположены регулируемые упоры для фиксации длины обрабатываемой части заготовки. Привод механизмов осуществляется от электродвигателя.
Одноклетьевые многодисковые ковочные вальцы
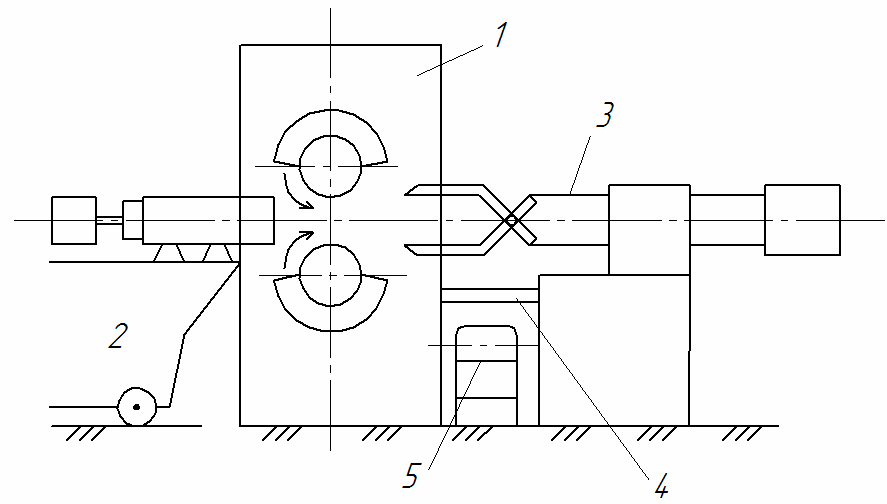
1 – клеть с ковочными вальцами, 2 – загрузчик, 3 – манипулятор ковочных вальцев, 4 - кинематическая связь между приводом ковочных вальцев и приводом руки манипулятора
Загрузчик заталкивает горячую заготовку в ковочные вальцы, а другой конец заготовки захватывается манипулятором ковочных вальцев. Производится вальцовка. Кинематическая связь между приводом ковочных вальцев и манипулятором обеспечивает одинаковую скорость движения заготовки и руки манипулятора. После этого манипулятор производит кантовку на 90° и снова подает заготовку в ковочные вальцы, после вальцовки рука перемещается вдоль ковочных вальцев к следующему ручью и т.д. После окончания вальцовки вальцованная поковка сбрасывается манипулятором на транспортер.
4. Механизация и автоматизация штамповки на гкм
Наиболее просто решаются вопросы автоматизации на ГКМ с горизонтальным разъемом полуматриц. В этих случаях применяются клещевые укладчики и перекладчики, грейферные подачи, подобные тем, которые применяются на КГШП. Если штамповка производится из прутка, то для переноса из ручья в ручей прутка применяется грейферная подача с кареткой, перемещающаяся по принципу шагающей балки.
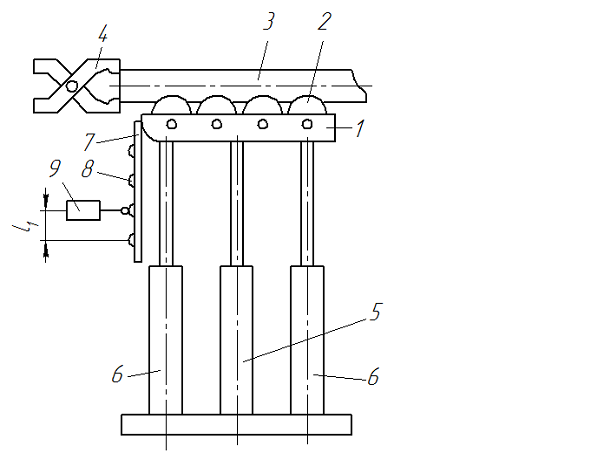
Для облегчения работы с прутковой заготовкой при штамповке из прутка на ГКМ с вертикальным разъемом полуматриц применяют навесные консольные подъемники и пневмоукладчики, напольные пневмогидравлические столы и манипуляторы.
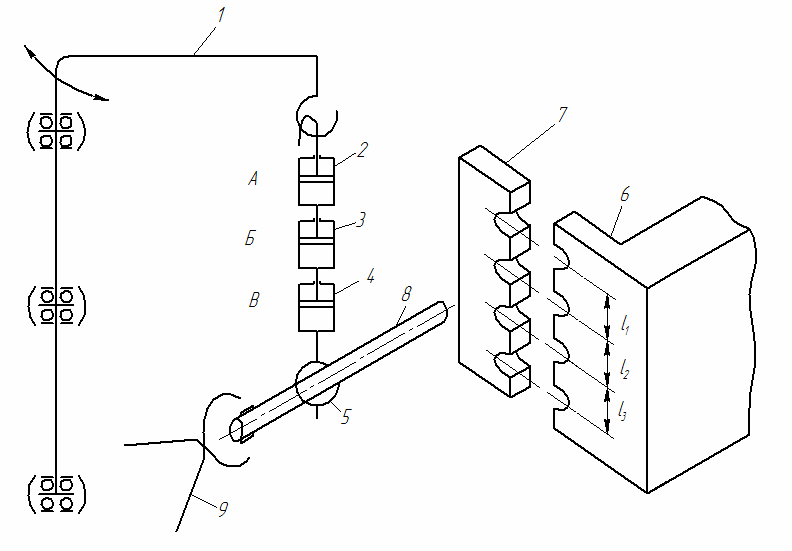
1 – поворотная консоль, 2,3,4 – пневмоцилиндры, 5 – крюк, 6 – неподвижный блок полуматриц, 7 – подвижный блок полуматриц, 8 – пруток, 9 – клещи.
Обработка начинается в верхнем ручье. Нагнетается воздух в рабочие цилиндры А,Б,В. Затем выпускается сжатый воздух из пневмоцилиндра А (рабочий ход выбирается равным расстоянию l1 между ручьями. Производится обработка во втором ручье, выпускается сжатый воздух из пневмоцилиндра Б (рабочий ход – l2) – окончательное оформление поковки. Аналогично В – отделение поковки. Полученная кольцевая поковка падает вниз на транспортер, расположенный в ГКМ и перемещается в тару. Опять подается сжатый воздух в А, Б, В и процесс повторяется.
При остывании прутка используется поворотная консоль, переносящая пруток в нагревательную печь.
Для этой же цели применяется напольный пневмо- или гидравлический стол.
1 – подъемный стол, 2 – ролики, 3 – пруток, 4 – клещи, 5 – подъемный пневмоцилиндр, 6 - гидравлический плунжерный удерживатель, 7 – планка, 8 – кулачки, 9 – концевой выключатель
Подается сжатый воздух в пневмоцилиндр и подъемный стол поднимается до уровня верхнего ручья, производится обработка в верхнем ручье, при этом выход рабочей жидкости из гидроцилиндра перекрыт клапаном. При нажатии на педаль клапан открывается и под собственным весом стол опускается на расстояние между кулачками l1, воздействует на концевой переключатель и дает команду клапану - стол останавливается и т.д.
Для автоматизации ГКМ оборудуют механизмом загрузки, обеспечивающим подачу нагретой заготовки в 1-й ручей и механизмом переноса (клещи), которые обеспечивают перенос заготовки из ручья в ручей. Привод обоих механизмов осуществляется от коленчатого вала и на ГКМ через цепную передачу. Предусматривается электрическая блокировка, обеспечивающая остановку ГКМ при перегрузках. А также специальные устройства в приводах механизмов для синхронизации и согласования движений механизмов загрузки, механизмов переноски с работой механизма зажима полуматриц.