

4.1.1 Определение припусков и предельных отклонений.
На концевые ступени вала припуск и допуск равен 1,5 от припуска и допуска соответствующего диаметра, на остальных ступенях вала принимаются равными 0,75 от припуска и допуска на соответствующий диаметр [5].
![]()
![]() (59)
(59)
![]() (60)
(60)
![]() (61)
(61)
![]() (62)
(62)
Назначим припуск на длинны ступеней:
![]()
![]() (63)
(63)
![]() (63)
(63)
![]() (64)
(64)
![]() (65)
(65)
Чертеж поковки представлен на ДП.060954.00.10
4.1.2 Определение объема и массы поковки.
![]() (66)
(66)
![]() (67)
(67)
![]() (68)
(68)
![]() (69)
(69)
![]() (70)
(70)
![]()
![]() (71)
(71)
Где
![]() -плотность
стали.
-плотность
стали.
![]() (72)
(72)
4.1.3 Определение размера прутка.
Так как самый большой диаметр поковки 111 мм, в качестве заготовки выберем пруток диаметром 115 мм.
Длину заготовки определяем по формуле:
![]() .
(73)
.
(73)
4.2 Установление режима нагрева и охлаждения
Главным фактором, определяющим температуры начала и конца горячей деформации, является химический состав сплава и его физические свойства.
Для нагрева углеродистой стали 45 применим двухкамерную печь. Выбираем прокат горячекатаный круглый обычной точности. Угар составит примерно 1,4 % по массе.
При ковке прутковых заготовок необходимо решить две задачи:
- придание заготовке заданной формы и размеров поковки;
- получение требуемых свойств.
Оптимальный термический режим ковки должен способствовать успешному проведению процесса, при котором вредное влияние теплоты по возможности ограничивается и обеспечивается высокое качество поковок. Поэтому термический режим разрабатывается для каждой стали, с учетом исходной структуры металла, объёма и соотношения размеров поковки и назначения поковки.
Режим нагрева и охлаждения включает:
- нагрев металла перед ковкой;
- охлаждение металла в процессе ковки;
- охлаждение металла после ковки.
Быстрота прохождения процесса ковки обычно позволяет уложиться в промежуток времени, определяемый остыванием металла.
По справочным данным принимаем:
-
температура конца нагрева металла
![]() =1250
0С;
=1250
0С;
-
температура конца ковки
![]() =780
0С.
=780
0С.
-
температура структурных превращений
в стали
![]() =7300С
=7300С
Рассчитаем
время нагрева, выдержки, охлаждения:
![]() ,
,
![]() ,
,![]()
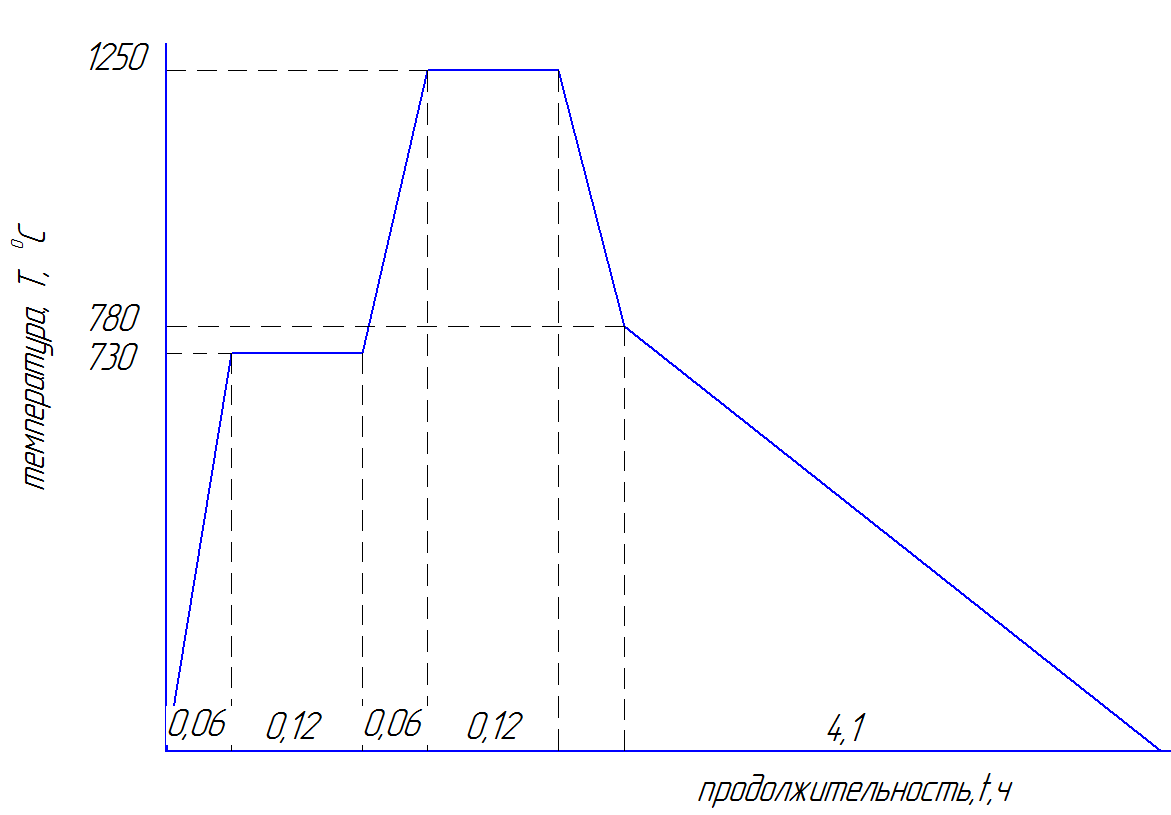
Рис. 7 График нагрева заготовки и охлаждения поковки
Правильно заданный режим нагрева обеспечивает нагрев металла до необходимой температуры за минимально возможное время. При этом температура должна быть равной по всему сечению заготовки. От равномерности распределения температуры по сечению заготовки зависит качество получаемой поковки и ее свойства и оптимально по величине, производительность труда и безопасность выполняемых работ.
4.3 Операция ковки.
Тип оборудования: пневматический молот.
Масса падающих частей: 0,075 т.
Число ударов бойка: 210 ударов в минуту.
Разобьем пруток на части согласно приведенному ниже чертежу:
I
IV



III
II

300
13,7





48,8
434

Рис. 8 Разметка заготовки для последующей протяжки.
Для ступеней I,II,IV сделаем засечки, согласно расчету:
 (74)
(74)
 (75)
(75)
 (76)
(76)