

2.2.2.Роботизированные технологические комплексы
Роботизированными технологическими комплексами (РТК) называются снабженные роботами технологические ячейки, участки, линии. Компоновка РТК зависит от характера изделия и серийности его выпуска. При дуговой сварке в ряде случаев целесообразно разделять функции между механизмами перемещения сварочной горелки и манипулятором, служащим для перемещения, свариваемого изделия.
Для обеспечения полной загрузки сварочного робота целесообразно использовать РТК с несколькими сборочно-сварочными приспособлениями (вращателями, манипуляторами изделия). На рис14.Размещение представлен вариант РТК для сварки различных изделий 3. Робот 1 со своей рабочей зоной А имеет расположенные на участке сварочное оборудование 5, устройства управления роботом и устройство 4 управления вращателем 2.
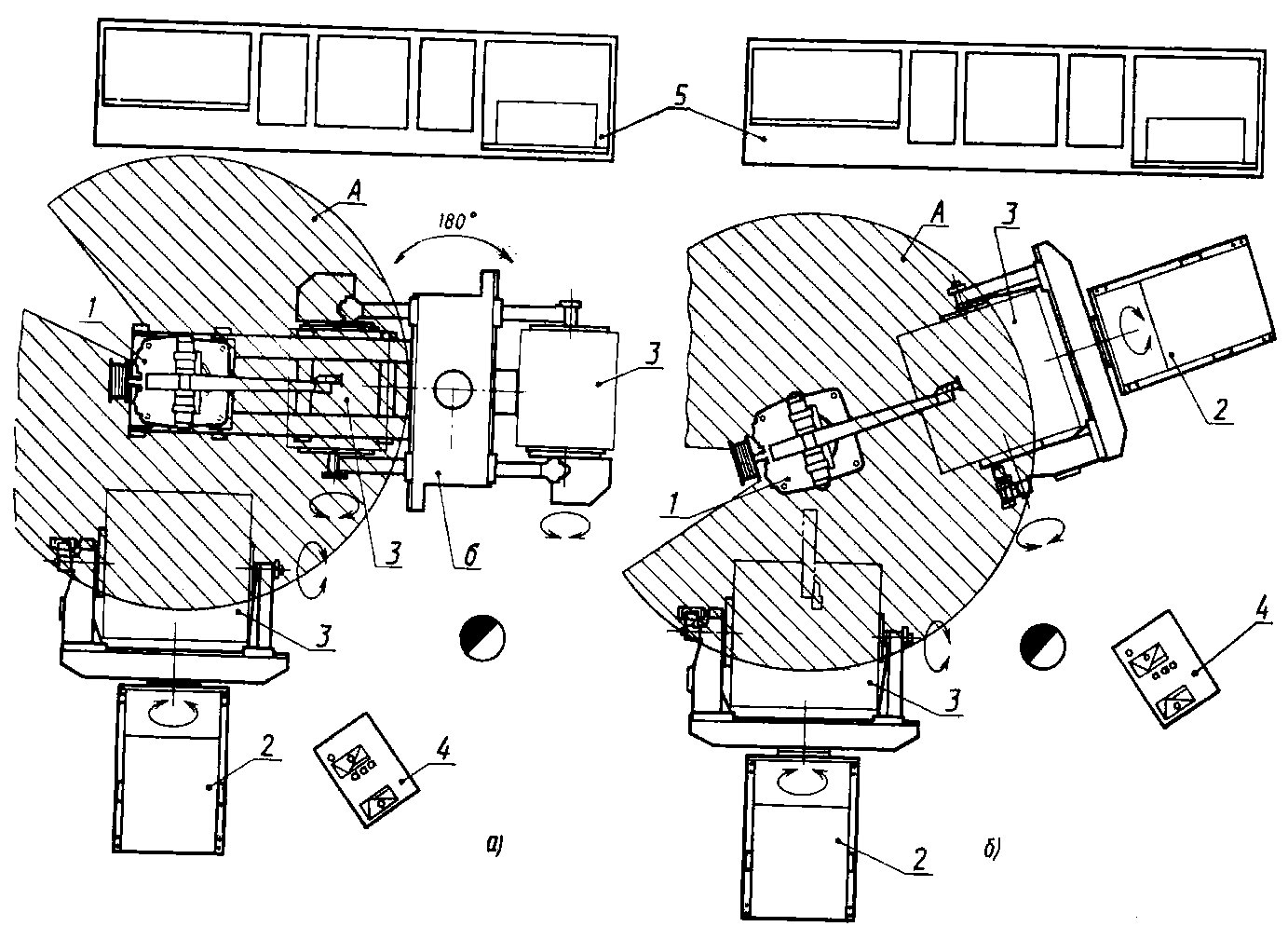
Рис.14 Размещение оборудования на РТК с двумя вращателями.
РТК, показанный на рис. 14,а, состоит из двухпозиционного поворотного стола 6 с двумя горизонтальными вращателями изделий 3 и вращателя 2, имеющего две взаимно перпендикулярные оси вращения изделий. Этот РТК может сваривать одновременно изделия различных типов.
РТК на рис.14,б имеет два одинаковых вращателя 2 с двумя взаимно перпендикулярными осями вращения изделия 3.
При применении РТК необходимо соблюдение мер, которые бы обеспечили безопасность обслуживающего персонала. Аварийные ситуации РТК могут возникнуть из-за непредусмотренных движений робота во время обучения или автоматической работы. Основной целью мероприятий по технике безопасности является исключение возможности одновременного нахождения человека и механизмов робота в одном месте рабочего пространства. Это достигается остановкой робота при входе человека в рабочее пространство.
3.Балки
Типы поперечных сечений и размеры сварных балок весьма разнообразны. Если нагрузка приложена в вертикальной плоскости, чаще всего используют балки двутаврового сечения. При приложении нагрузки в вертикальной и горизонтальной плоскостях, а также при действии крутящего момента более целесообразно использование балок коробчатого сечения.
3.1.Сборка и сварка двутавровых балок
Обычно сварной двутавр состоит из трех основных листовых элементов: стенки и двух полок. Сборка балки должна обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и закрепление прихватками. При использовании сборочных кондукторов это достигается соответствующим расположением баз и прижимов по всей длине балки с последующей постановкой прихваток. На рис.15 показан универсальный сборочный кондуктор для сборки балок.
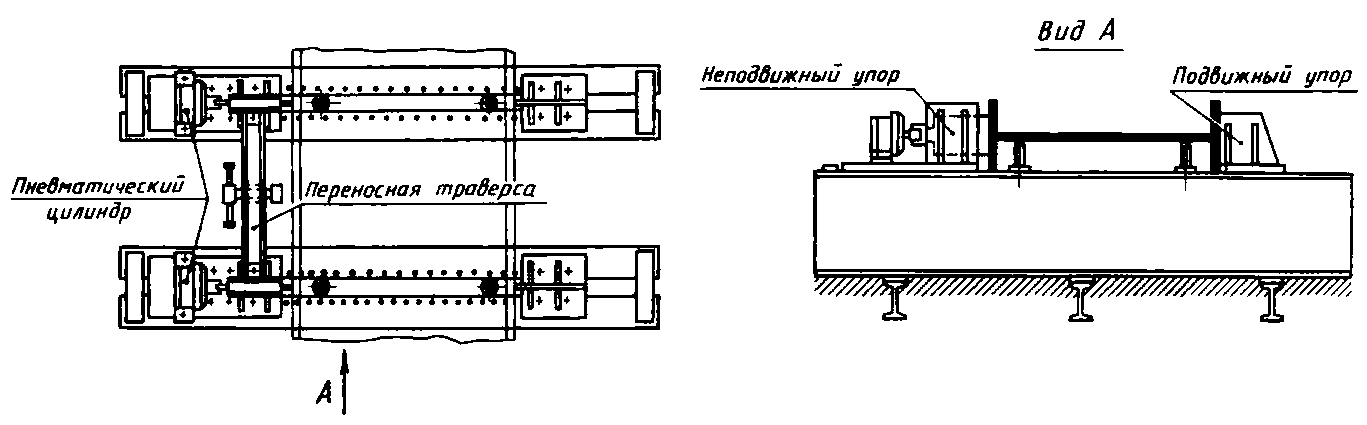
Рис.15 Универсальный сборочный кондуктор с пневматическими прижимами.
В некоторых случаях для сварки балок удобны кантователи с кольцами (рис.16). Собранная балка укладывается на нижнюю часть 1 кольца, откидная часть 2 замыкается с помощью откидных болтов 3, и балка закрепляется системой зажимов 4, В том случае, если длина балки велика и необходимо предотвратить ее прогиб, можно между опорами расположить опорные разъемные кольца.
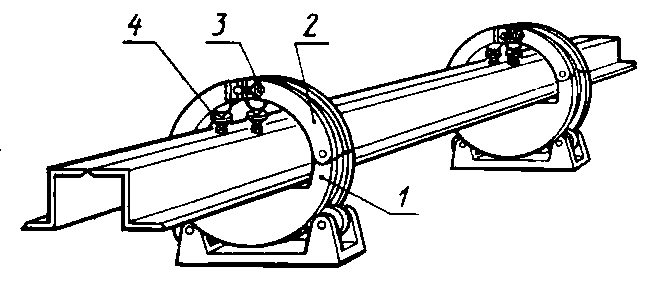
Рис.16 Кантователь с кольцами
При сварке двутавровых балок значительной высоты иногда используют простейшие приспособления, являющиеся составной частью сборочного стеллажа. Более целесообразны полуповоротные кондукторы (рис.17) с перекатными порталами для поджатия горизонтальных листов, обеспечивающие после сборки сварку двух поясных швов. При этом рама 7 кондуктора наклоняется на 45° в ту или иную сторону с помощью гидравлических цилиндров 2. Однако применение таких кондукторов требует дополнительных приспособлений и транспортных операций для сварки "в лодочку" второй пары поясных швов. Поэтому при изготовлении балок мостов нашли применение поворотные кондукторы для сборки и сварки балок длиной до 34,2м и высотой от 1,6 до 3,8м при ширине поясов до 1м.
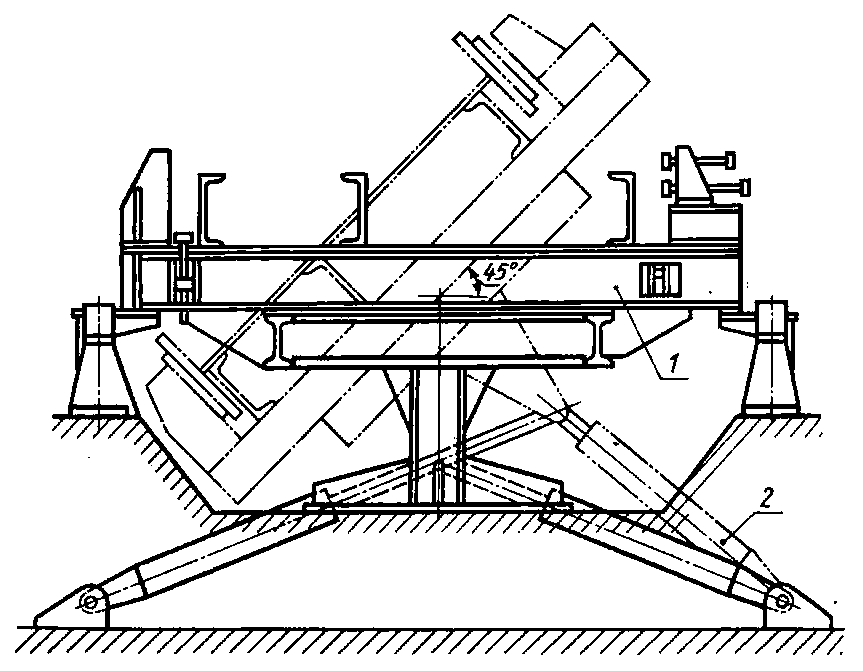
Рис.17. Схема полуповоротного специализированного кондуктора для сборки двутавровых балок