

9.2.Сосуды со стенкой средней толщины
К сосудам со стенкой средней толщины (8-40мм) относятся: резервуары (рис.70), автоклавы (рис.71), аппараты химической промышленности (рис.72), кожухи теплообменных аппаратов (рис.73). Так же, как и у тонкостенных сосудов, здесь характерными являются продольные, кольцевые и круговые швы, однако приемы сборки, применяемое оборудование и методы сварки иные.
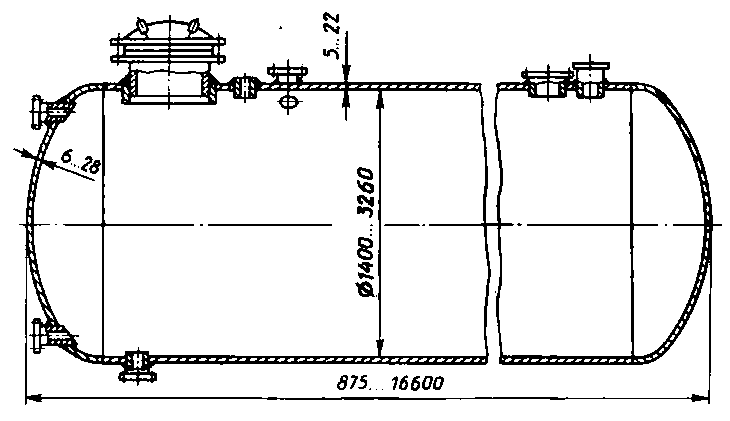
Рис.70. Горизонтальный цельносварной резервуар
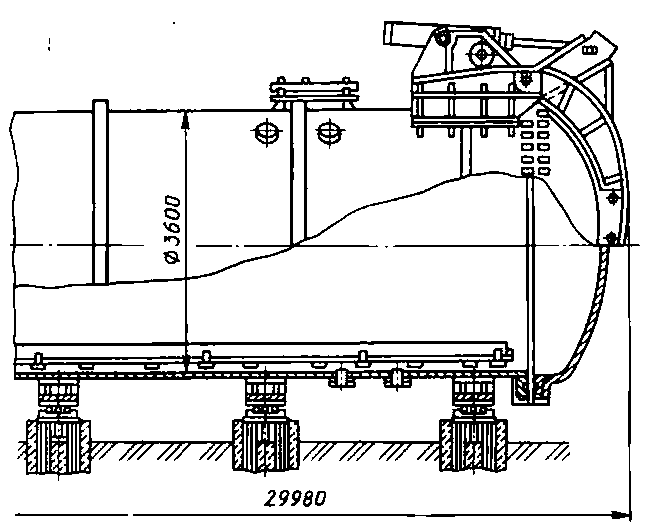
Рис.71. Автоклав
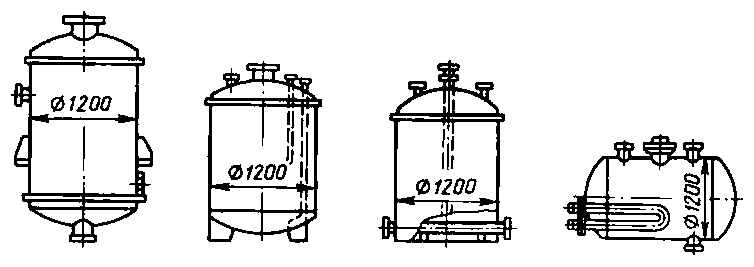
Рис.72. Унифицированные конструкции химической аппаратуры
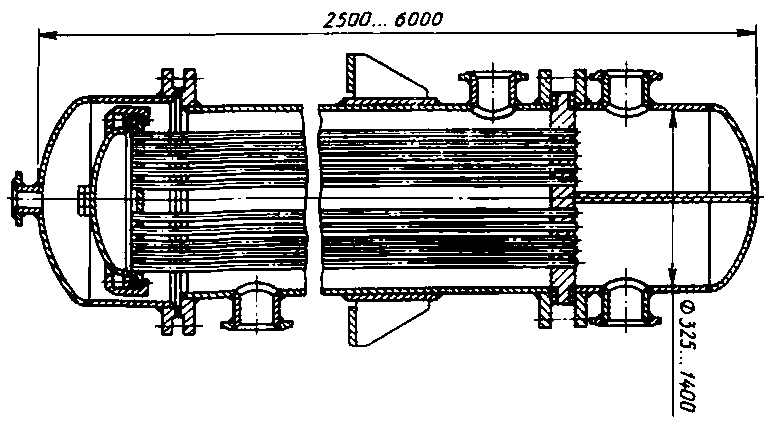
Рис.73. Кожухотрубчатый теплообменник с плавающим компенсатором
Цилиндрические сосуды обычно собирают из нескольких обечаек и двух полусферических или эллиптических днищ. Обечайки вальцуют из одиночного листа или из сварной карты при расположении швов вдоль образующей. Продольный стык обечайки собирают на прихватках с помощью простейших стяжных приспособлений.
Первый слой шва выполняют изнутри обечайки, второй слой сваривают снаружи с частичным переплавлением первого слоя. Сварочную головку для сварки наружного слоя закрепляют на подвижном портале или на консоли тележки велосипедного типа (рис.74) .
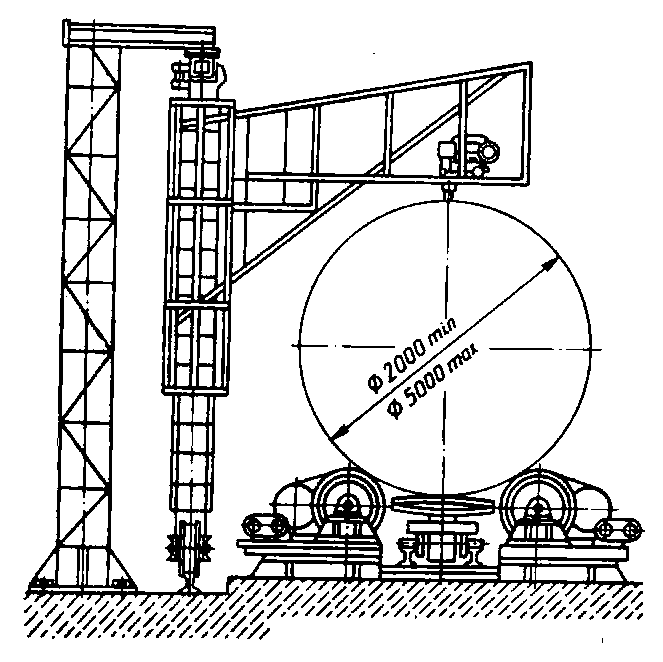
Рис.74. Стенд для автоматической сварки кольцевых стыков
9.2.1.Сварка арматуры
Сосуды, работающие под давлением, имеют, как правило, большое число штуцеров и люков. К сварным соединениям этих элементов с корпусом предъявляются высокие требования с тем, чтобы они не вызывали снижения прочности сосуда. Примеры конструктивного оформления люков и штуцеров в аппаратах химического производства показаны на рис.75,а-г. В варианте по рис.75,а использовано дополнительное усиливающее кольцо 1, в варианте по рис. 75,6 -утолщенный патрубок 2, в варианте по рис.75,в - вытяжка горловины, в варианте по рис.75,г — вваренный в оболочку торовый воротник 3. Если штуцер, ввариваемый в корпус сосуда, имеет фланец для болтового соединения с трубопроводом, то этот фланец заранее приваривается к штуцеру.

Рис.75. Способы соединения люков и штуцеров с корпусами аппаратов
Схемы сборки под сварку штуцера с плоским фланцем и с буртовым фланцем показаны соответственно на рис. 76,а, б.
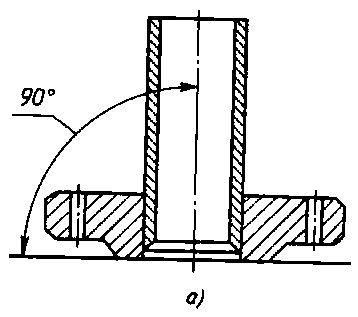
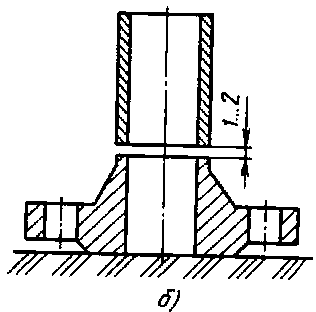
Рис.76 Соединение патрубка с фланцем
Соединение трубы со стенкой сосуда целесообразно выполнять также через штуцер, так как при этом улучшаются условия сварки угловых швов, их контроля и имеется возможность термообработки этих сварных соединений в печах одновременно с термообработкой корпуса сосуда. Варианты штуцерных соединений, применяемые в установках теплоэнергетики, показаны на рис.77,а-е. Соединения по типу рис.77,а используют в барабанах низкого и среднего давления, по типу рис.77,6,в,г преимущественно в системах высокого давления. Наиболее технологичным по условиям выполнения сварки и благоприятным по условиям работы шва является соединение типа рис.77,д, его применяют в элементах, работающих в наиболее тяжелых условиях. Штуцерное соединение с пропуском через стенку трубы или сосуда (рис.77, е) применяют при большом диаметре штуцера и необходимости усиления отверстия. Из-за высокой жесткости соединения сварка и контроль требуют особой тщательности. Это соединение применимо лишь при возможности доступа к внутренней поверхности для вырубки и подварки корня шва. Качество сварного штуцерного соединения в значительной степени определяется полнотой проплавления и отсутствием дефектов в корне шва.
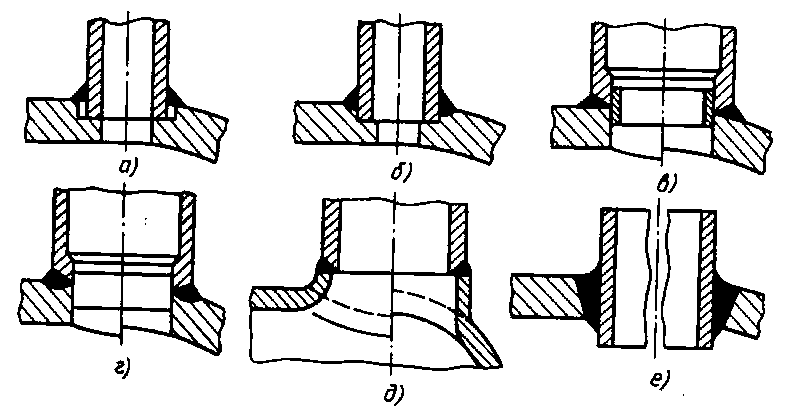
Рис.77 Типы штуцерных соединений
Качество сварного штуцерного соединения в значительной степени определяется полнотой про плавления и отсутствием дефектов в корне шва. Съемное формирующее кольцо (рис. 78, а, б) позволяет обеспечить центровку соединения при сборке и сварку с полным проплавлением.
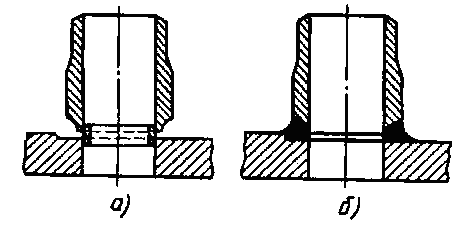
Рис.78. Сварка штуцера с использованием подкладного кольца
Хорошие результаты позволяет получить вариант выполнения соединения штуцера с оболочкой, показанный на рис.79,а,б. В оболочке 2 сверлят отверстие d, которое обеспечивает центровку заготовки штуцера 1, выполненной с разделкой кромок под сварку. После сварки отверстие рассверливается до диаметра D, и соединение имеет вид, показанный на pиc.79,б.
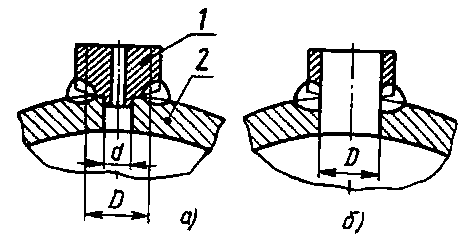
Рис.79. Соединение штуцера с удалением корневой части шва
При наложении сварного шва изнутри сосуда иногда конец вставленного штуцера осаживается на меньший диаметр (рис.80,а), а после сварки отверстие подвергается механической обработке до требующегося диаметра D (рис.80,6).
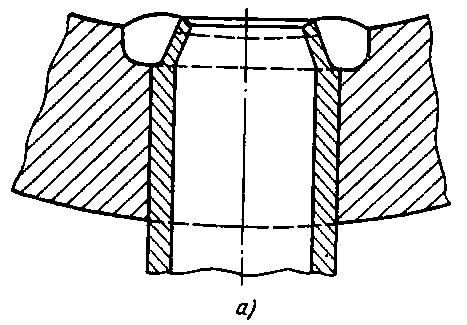
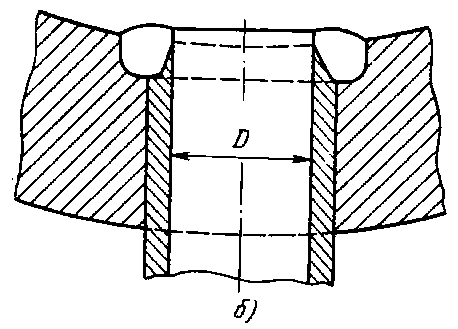
Рис.80. Приварка патрубка с предварительной завальцовкой
Отверстия под штуцеры обычно сверлятся на радиально-сверлильных станках, но могут быть и вырезаны кислородной или плазменной резкой.
Приспособление для автоматической сварки патрубков с торовыми воротниками показано на рис.81. Сварочная головка вращается относительно оси хвостовика 1, который центрируется по отбортовке отверстия с помощью основания 5, центрирующей втулки 2 и фигурной медной подкладки 3. Необходимый прижим свариваемых кромок создается затяжкой болта 4.
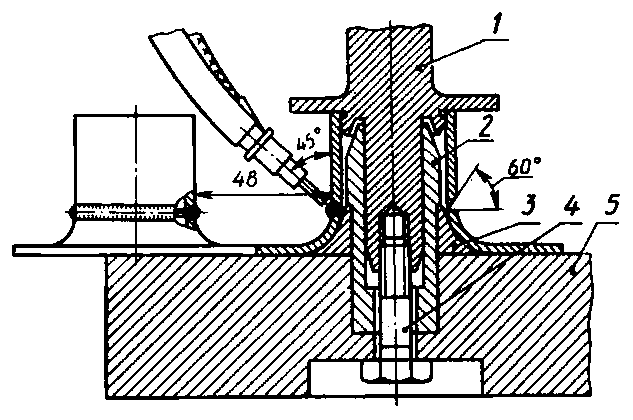
Рис.81. Приспособление для сборки и сварки патрубков