

10.Корпусное оборудование аэс
Оболочки реактора и парогенератора энергоблока (рис.91) атомной электростанции (АЭС) изготовляются с помощью сварки и являются примером особо ответственных конструкций, работающих в условиях высоких температур и давлений в течение длительного времени.
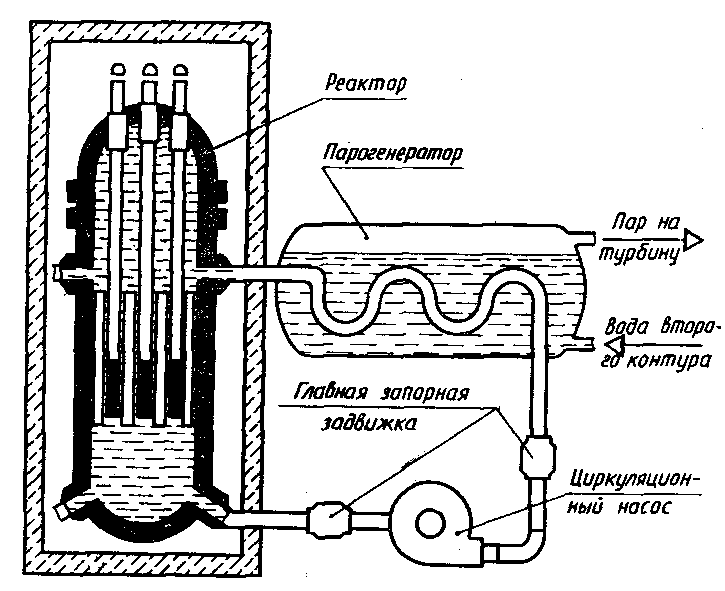
Рис.91. Схема энергоблока АЭС
Постоянно увеличиваются масса и размеры корпусов (рис. 92).
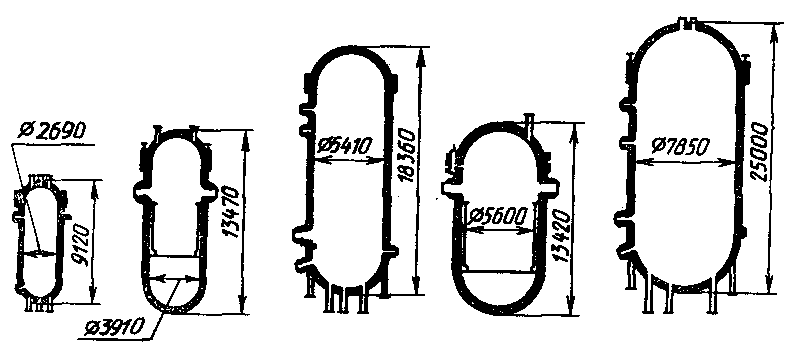
Рис.92.Эволюция размеров корпусов атомных реакторов
Корпус атомного реактора представляет собой толстостенную цилиндрическую обечайку со сферическими днищами и большим числом патрубков (рис.93). Расчленение корпуса на отдельные заготовки производят, исходя из возможностей технологического оборудования (рис.94). Поскольку в цилиндрической оболочке при наличии внутреннего давления продольный шов нагружен растягивающими напряжениями, вдвое превышающими напряжения в кольцевых швах, в России принята технология изготовления бесшовных обечаек, получаемых методом свободной ковки на прессе. Внутренняя поверхность обечаек для повышения коррозионной стойкости подвергается автоматической дуговой наплавке аустенитным ленточным электродом (рис.95).
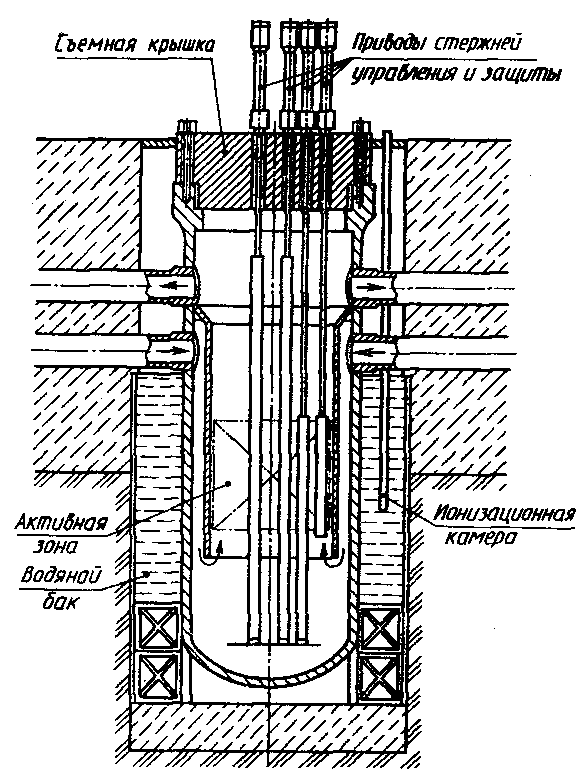
Рис.93 Схема Российского водо-водяного реактора
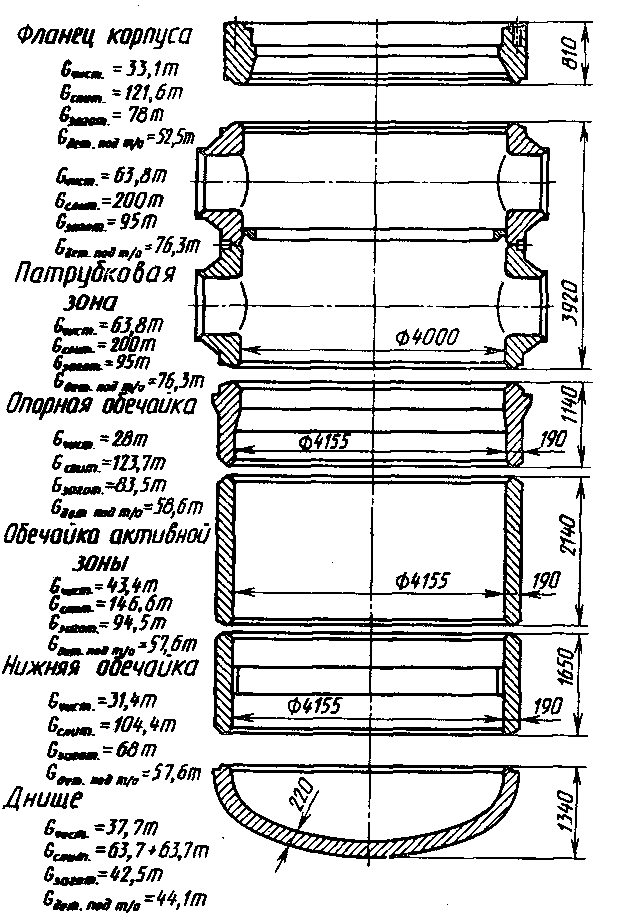
Рис.94. Заготовки корпуса реактора
Рис.95. Наплавка ленточным электродом внутренней поверхности обечайки
Отдельные обечайки, имеющие толщину 300мм и более, соединяют многослойной автоматической сваркой под флюсом. Разделка кромок и сечение кольцевых сварных швов показаны на рис.96.
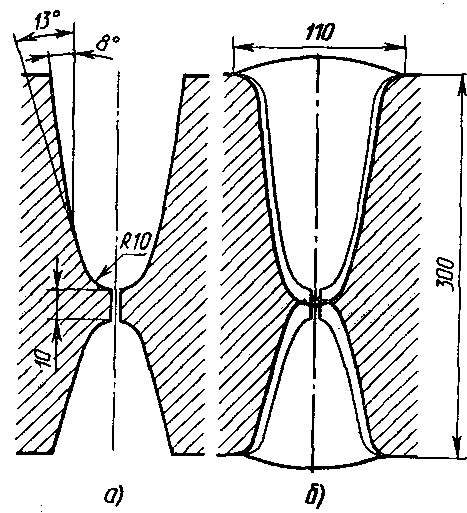
Рис.96 Разделка кромок (а) и сечение (б) кольцевых швов
Конструкция и технология изготовления парогенератора аналогичны, однако стенка имеет меньшую толщину и разделка кромок кольцевых стыков предусматривает одностороннюю многослойную сварку с подваркой корня шва изнутри (рис.97) .
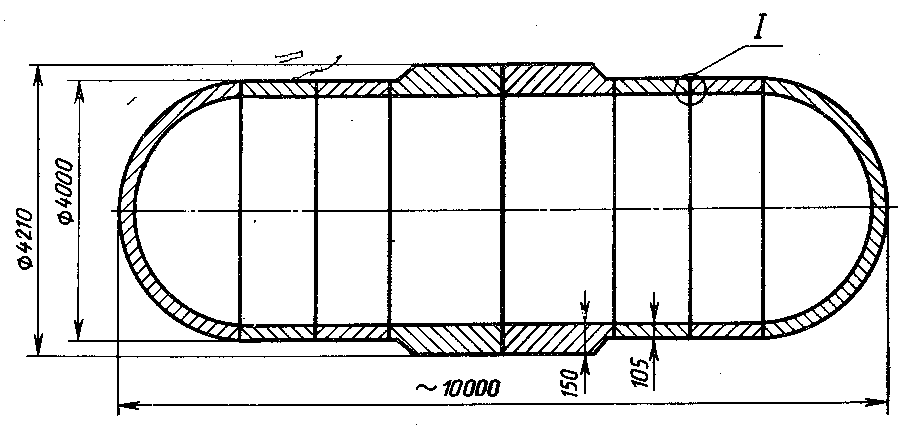
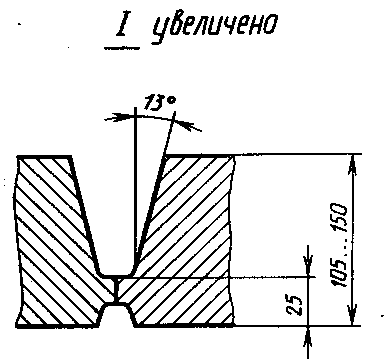
Рис.97. Корпус парогенератора
Вварка патрубков диаметром 250-500мм может производиться по двум схемам (рис. 98,а,б). Схема на рис.98,а, принятая в зарубежной практике реакторостроения, предусматривает применение вварных патрубков сложной формы с ручной дуговой сваркой криволинейного стыка.
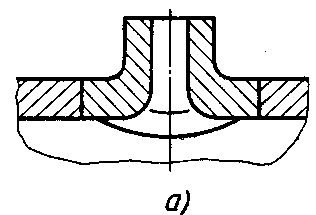

Рис.98. Способы варки патрубков в корпус реактора
В России используют механизированную многослойную приварку приставных патрубков (рис.98,6) . При этом исходное отверстие обечайки (рис.99, а) отбортовывают на прессе фигурным пуансоном (рис.99,б) и далее производят механическую обработку кромок, как показано на рис.9,в. Для исключения ручной подварки корня шва и предотвращения прожогов при первом проходе диаметр патрубка и отверстие в обечайке делаются меньше расчетного. После приварки патрубка отверстие растачивается до расчетного значения.
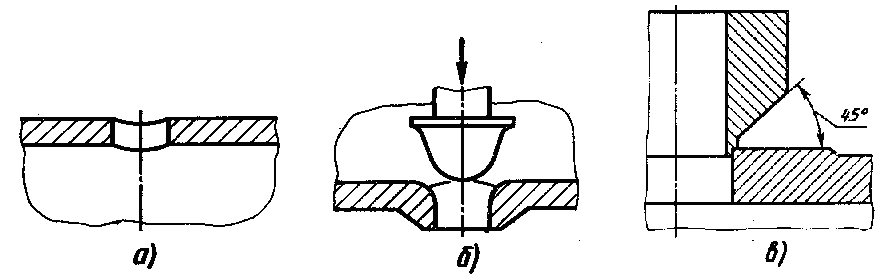
Рис.99 Подготовка патрубка к сварке
Существенно снизить трудоемкость позволяет применение способа электрошлаковой выплавки патрубков (рис.100). В просверленное отверстие заводят металлическую пробку 2, на которой начинают электрошлаковый процесс. Форму и размеры патрубку придают медным охлаждаемым кристаллизатором 1. После выплавки в патрубке сверлят и растачивают отверстие.
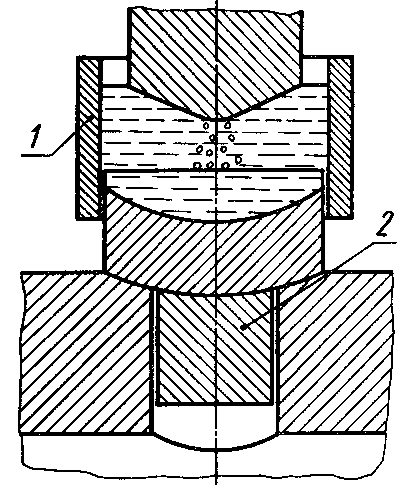
Рис.100. Электрошлаковая выплавка патрубка
За рубежом корпуса мощных реакторов изготовляют из поковок, соединяемых не только кольцевыми, но и продольными швами. Толстые заготовки металла для корпусов получают прокаткой или ковкой с последующей формовкой на прессе. Так, у корпуса реактора, показанного на рис.101 (ФРГ), элементы нижнего сферического пояса и нижнего днища сделаны из проката, фланцы, обечайка патрубковой зоны и другие обечайки -из поковок. Продольные швы выполняют в основном электрошлаковой сваркой с последующей закалкой и отпуском. Однако в связи с тем, что соединения при многослойной автоматической сварке под флюсом имеют более высокую прочность и пластичность, а также в связи с возросшей производительностью дуговой сварки ее применили для сварки продольных швов при толщине металла заготовок до 400мм.
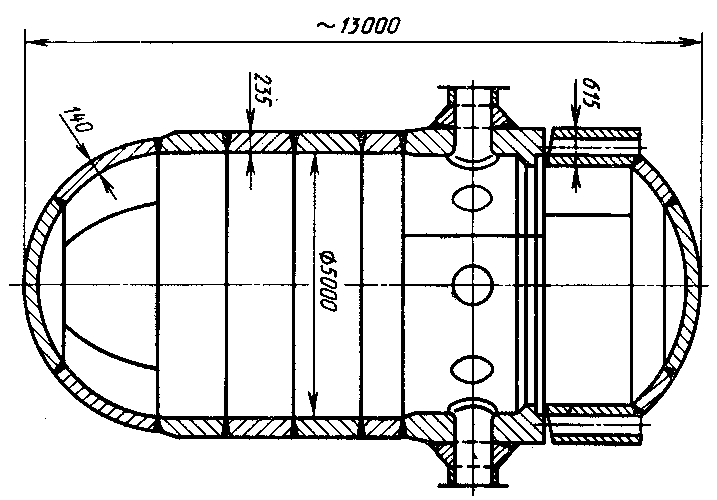
Рис.101. Корпус реактора АЭС
Характерная форма разделки кромок и схема наложения слоев показаны на рис.102, а. Такая технология требует частой кантовки изделия, чтобы чередовать заполнение разделки с внутренней и наружной стороны.
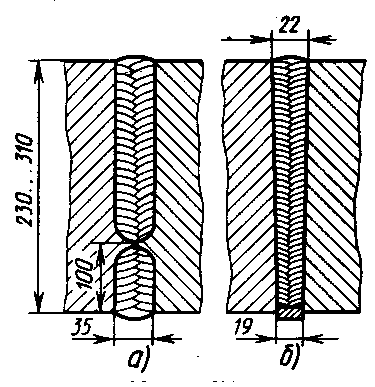
Рис.102 Разделка кромок продольных швов
Этих недостатков не имеет способ сварки под флюсом вертикальных швов в нижнем положении, называемый способом "сабверт". Разделка кромок приведена на рис. 12,6. Кромки свариваемого стыка располагают вертикально, как и при электрошлаковой сварке. Отдельные слои накладывают в разделке перпендикулярно к оси обечайки вдоль толщины ее стенки, начиная от нижнего края стыка. Первые два валика выполняют на подкладке. Сверку ведут по узкому зазору. В каждом слое накладывают два валика толщиной по 4 мм в направлении от оператора. Кольцевые швы выполняют автоматической сваркой под флюсом. Разделка кромок предусматривает или применение стальных подкладок (рис.103, а, б), или подварку корня шва (рис.103,в).
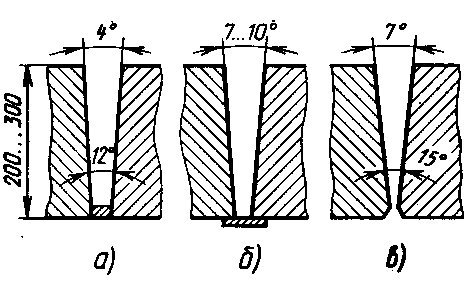
Рис.103. Разделка кромок кольцевых швов
При сварке сферической крышки с фланцем корпуса реактора (рис.104) толщина свариваемого металла составляет 670мм. Шов выполняют дуговой сваркой под флюсом в узкий зазор сварочным аппаратом, обеспечивающим раскладку в каждом слое по три валика. После сварки корень шва удаляют механической обработкой.
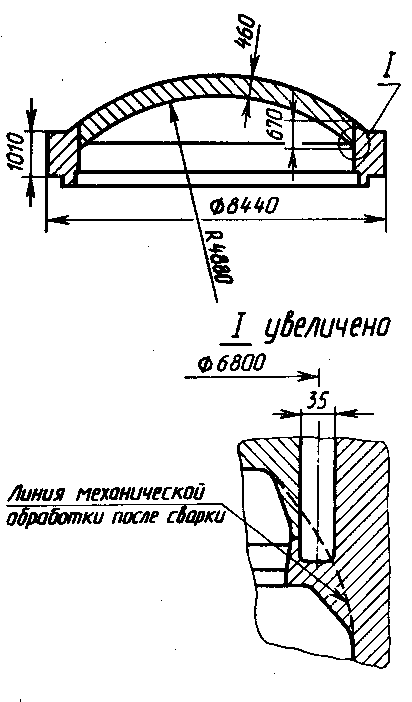
Рис.104. Конструкция соединения сферической крышки с фланцем корпуса реактора