

1.4.Гибка
Холодную гибку листовых элементов толщиной до 60 мм для получения цилиндрических и конических поверхностей осуществляют на листогибочных вальцах с валками длиной до 13 м. При вальцовке в холодном состоянии отношение радиуса изгиба к толщине листа ограничивают допустимой величиной создаваемой пластической деформации. Так, если для низкоуглеродистых и низколегированных сталей это отношение оказывается меньше 25, то обычно вальцовку рекомендуют производить в горячем состоянии.
Гнутые профили экономичнее профилей проката. Их применение дает большую экономию металла. Поэтому гнутые профили широко используют в различных конструкциях, вагоностроении, автомобилестроении и других отраслях промышленности.
Гофрирование (рис.8) повышает жесткость листов. При гофрировании гибкой (рис. 8, а) поперечные кромки листов теряют плоскую форму, что затрудняет присоединение их к другим элементам конструкции. При гофрировании штамповкой, если выступы на поверхности листов получают вытяжкой, кромки остаются плоскими (рис.8,6).

Рис.8. Гнутые профили
При гибке труб и профилей иногда возникают трудности, связанные с нарушением формы поперечного сечения. В этом случае целесообразно использовать специальные гибочные станки с индукционным нагревом непрерывно перемещаемой и изгибаемой заготовки.
На рис.9 показан трубогибочный станок с индукционным нагревом трубы, содержащий следующие основные узлы: механизм продольной подачи 1, каретку зажима 2, устройства 3 и 5 для поддержания трубы, механизм 6 перемещения нажимного ролика, трансформатор 4 с индуктором.
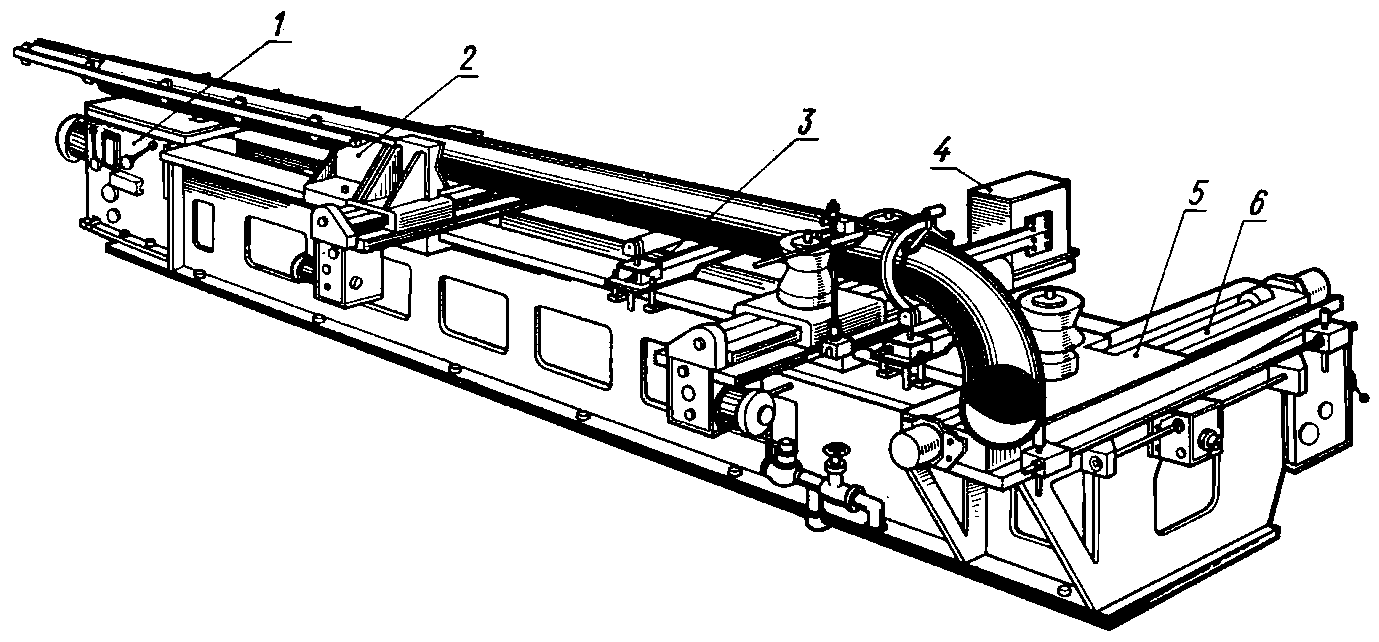
Рис.9 Трубогибочный станок модели 625 с индукционным нагревом
2. Cборочно-сварочные операции
2.1.Cборочно-сварочные приспособления
2.1.1.Элементы сборочных приспособлений
Сборочная операция имеет целью обеспечение правильного взаимного расположения деталей, которое задается упорами (рис.10, а-л), установочными пальцами (рис.10, м-т), призмами (рис.10,у) ложементами (рис.10,ф).

Рис.10 Элементы сборочных приспособлений
Сборка осуществляется винтовыми (рис.11) клиновыми, эксцентриковыми, рычажными, вакуумными и электромагнитными устройствами. Для сборки изделий в единичном производстве применяются специальные стеллажи, и стенды Стеллажи служат для грубой установки средних и крупных изделий при сборке, сварке, отделке, правке и контроле.

Рис.11 Винтовой домкрат двойного действия
Проектирование и изготовление специальных приспособлений для сборки и сварки каждого изделия в условиях единичного и мелкосерийного производства экономически нецелесообразно, однако изготовление сварных узлов без технологической оснастки приводит к повышению их стоимости и снижению точности сборки. В этом случае целесообразно применение универсальных сборно-разборных приспособлений, применяемых в сварочном производстве (СРПС).
Пример сборки деталей на СРПС представлен на рис.12, а-д. Показаны: изделие - рама (рис.12, а), схема базирования деталей при сборке рамы (рис. 12, б), детали СРПС, используемые для сборки (рис.12, г), плиты (рис.12, д) и компоновка СРПС при сборке рамы (рис.12, в).
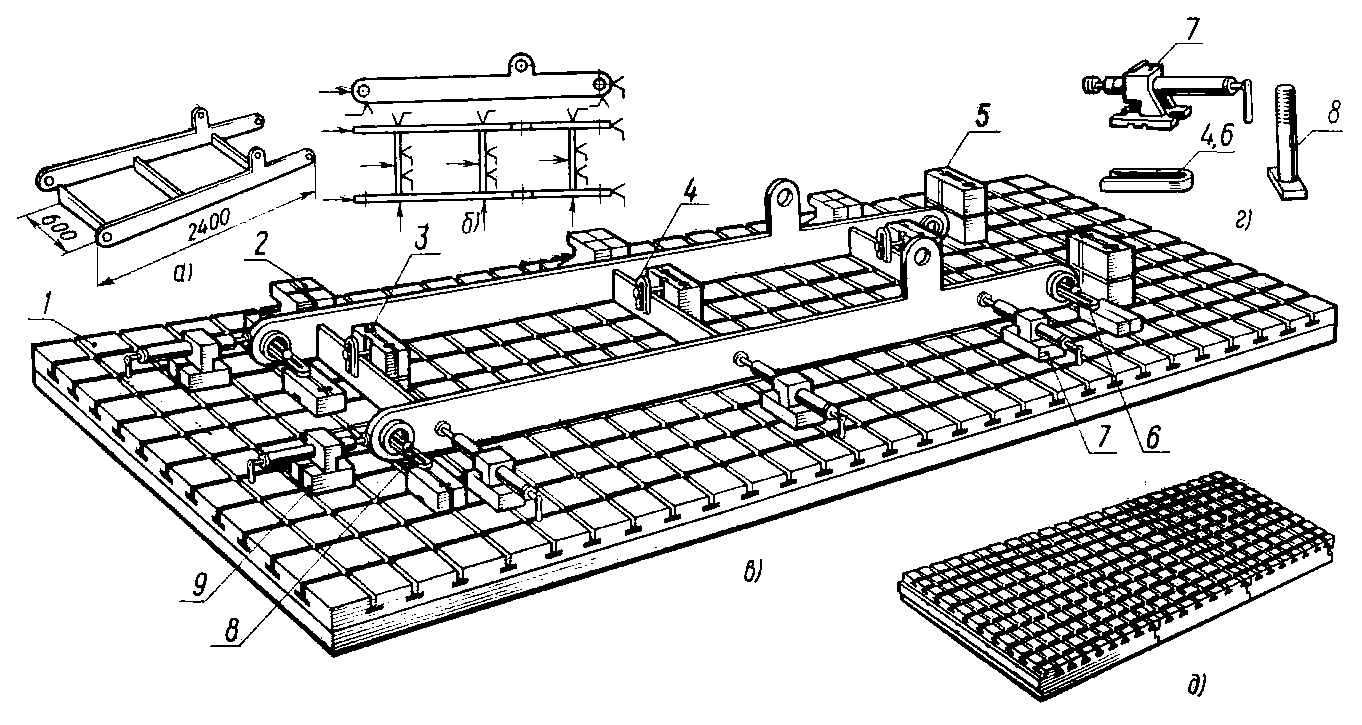
Рис.12 Компоновка СРПС