

14.2.1Сборка и сварка объемных секций
Для сборки секций (рис.131) с погибью используют постели (рис.132) , образуемые набором лекал, закрепленных на жестком основании и воспроизводящих обводы изготовляемой секции.
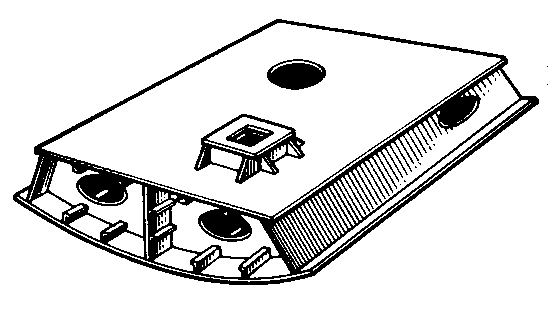
Рис.131. Днищевая объемная секция
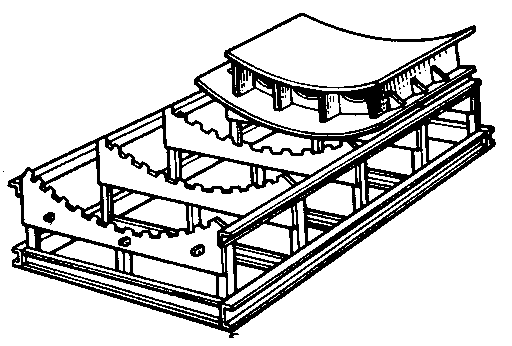
Рис.132. Постель для сборки днищевой секции
Рабочую кромку лекал делают в виде гребенки, в местах сварных швов предусматривают вырезы. Листы обшивки собирают с минимальными зазорами, прихватывают друг к другу и крепят к лекалам постели. Сварку стыков выполняют на весу автоматами под флюсом. Затем производят сборку и приварку набора, элементов -жесткости, устанавливают и приваривают полотнище второго дна, сваренное отдельно. Для удобства выполнения швов автоматической сваркой под флюсом постели иногда снабжают флюсовыми подушками, а также делают их наклоняющимися или поворотными. После завершения сварки секции обшивку освобождают от закреплений, секцию снимают с постели. Если сварка секции производилась без поворота постели, то секцию кантуют, огневой строжкой зачищают корни стыковых швов обшивки и производят их подварку.
Так как стоимость специальных постелей, обеспечивающих изготовление секции только определенного типоразмера, велика, широкое распространение получили разборные универсальные постели. Разборные постели (рис.133) для секций разных размеров и форм собирают из типовых элементов. Предварительная настройка на требуемую кривизну днища производится перестановкой боковых подлекальников 2 и поворотом секций 3 на необходимый угол. После этого по плазовым таблицам осуществляют настройку телескопических регулируемых стоек 1.
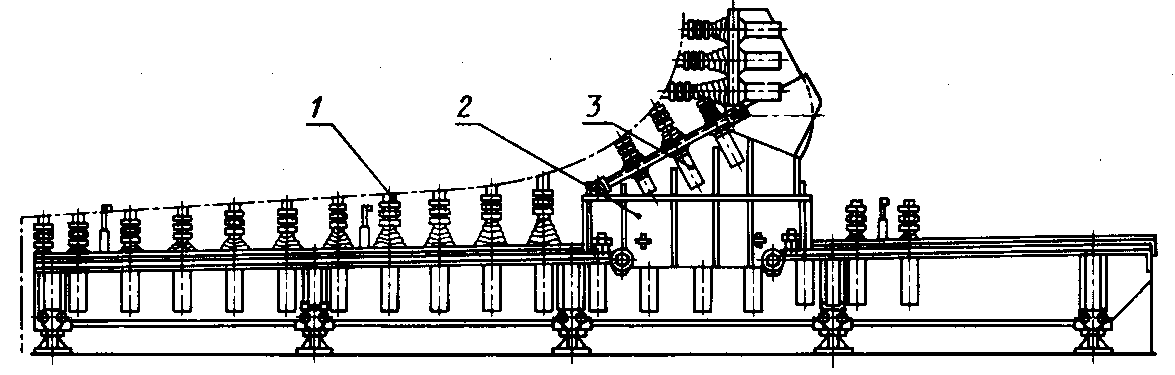
Рис.133. Универсальная постель
Кантовку корпусных секций для подварки корней стыковых швов можно осуществлять с помощью двух мостовых кранов и четырех тумб с блоками. Из исходного положения секцию одновременно двумя кранами сначала поднимают на небольшую высоту, затем путем подъема и продольного перемещения стропов переводят в положение I, близкое к “мертвому” положению I', и, отпуская стропы, переводят в устойчивое положение II. В этом положении стропы снимают с нижних блоков и, перемещая их, поднимают секцию из положения II' в положение III, а затем плавно опускают в требуемое положение.
14.2.2.Сборка судов из модулей
При использовании модульного принципа сборку конструктивных модулей из днищевых, бортовых и палубных секций и секций переборок ведут в комплексно-механизированных цехах, оснащенных устройствами для установки секций в требуемое положение.
Сборку на стапеле осуществляют из крупных блоков, представляющих собой часть корпуса от киля до палубы. Корпус каждого блока формируют на предстапельном участке из секций, подаваемых из сборочно-сварочного цеха. Днищевые секции устанавливают на поперечные балки. При этом средняя часть с колеей для транспортных и монтажных тележек остается свободной. Центровку и стыковку днищевых секций производят с помощью монтажных тележек. По окончании формирования блоков проводят испытания отсеков на непроницаемость.
С горизонтальной подстапельной площадки готовые блоки с помощью двух транспортных тележек перемещают на трансбордер, который перемещается по трансбордерной горке. После совмещения рельсовых путей трансбордера и наклонного стапеля блок на транспортных тележках спускают по наклонному стапелю до места установки. Под концы судоводных балок блока подводят центрирующие устройства, расположенные на спусковых дорожках стапеля, блок снимают с транспортных тележек и возвращают их на предстапельную площадку для перевозки очередного блока.
В настоящее время основным типом достроечного места для крупнотоннажных танкеров становятся сухие доки. По зарубежным данным, строительство сухих доков обходится на 40-50 % дороже, чем продольных стапелей, но эти затраты окупаются преимуществами постройки судов.
Весьма интересна поворотно-скользящая система ROTAS японской фирмы "Mitsui" (рис.134).
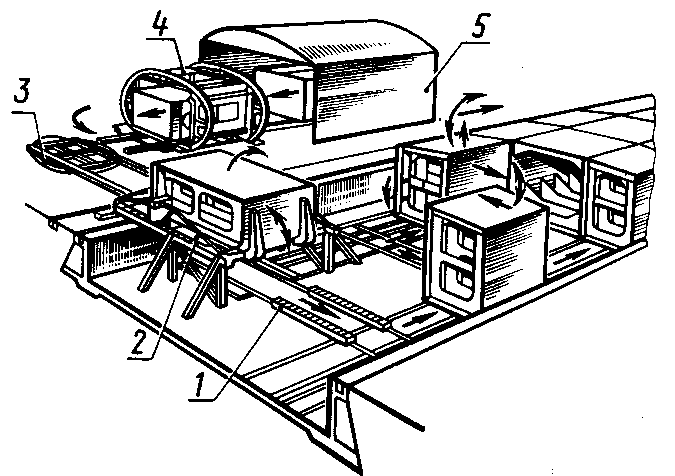
Рис.134 Метод индустриального изготовления блоков цилиндрической вставки на верфи фирмы “ Mitsui”
Сборка модулей проводится в цехе 5, там же выполняют автоматическую сварку вертикальных соединений. С помощью самоходных платформ модуль подают в кантователь 4, где производится сварка всех соединений. Затем модуль подают на поворотный круг 3 и после изменения направления его движения на 90° — на опускное поворотное устройство 2 для подачи модуля в док. Далее модуль устанавливается на специальную транспортную платформу 1 и перемещается в доке до места установки в проектное положение.
Более простая схема транспортирования модулей в док показана на рис.135 С помощью транспортной платформы 5 вдоль направляющих 4 модуль 1 подают к доку и с поворотом на 90° по направляющим 2 транспортным устройством 3 направляют его на место установки.
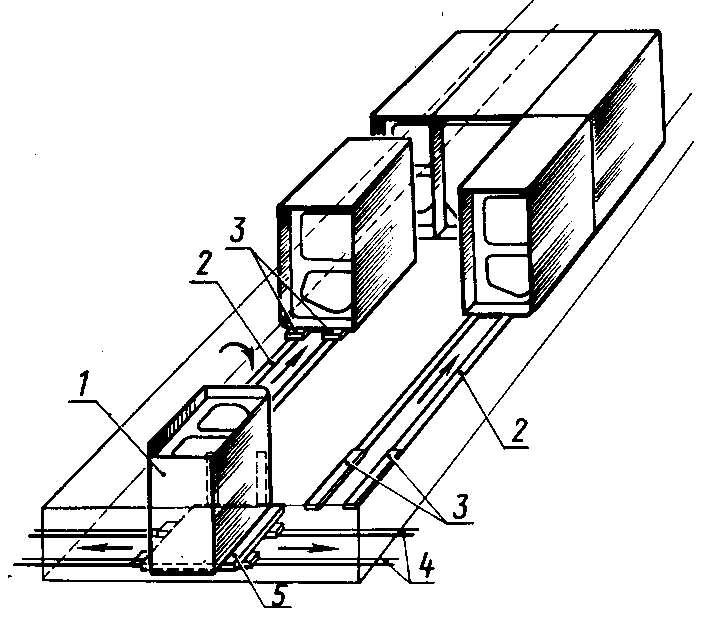
Рис.135. Схема транспортирования модулей в док