

8.2.Типы вертикальных цилиндрических резервуаров
Вертикальные цилиндрические резервуары предназначены для хранения нефти, нефтепродуктов, других жидкостей. Резервуары объемом 5000м (рис.43) сооружают со стационарной конической крышей. Такие резервуары считаются небольшими.
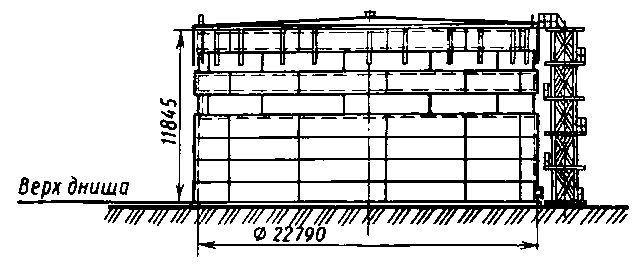
Рис.43 Резервуар объемом 5000м³ со стационарной конической крышей
8.3.Монтаж днищ вертикальных цилиндрических резервуаров
Сооружению резервуара предшествует подготовка монтажной площадки и основания резервуара, на котором собирается днище из рулонных заготовок. Для резервуаров объемом до 10 000м3 днища (рис.44,а,б) поставляют на монтаж в виде нескольких рулонированных полотнищ, ширина которых соответствует ширине стенда. Рулон, содержащий элементы днища, укладывают на основание и разворачивают последовательно с образованием нахлестки шириной 40мм между монтажными элементами (рис.44,в). Сварку монтажных швов ведут от средины к краям полотнища (рис.44,г). В местах опирания стенки в нахлесточном соединении днища вырезают "лыску" и сваривают участок длиной 250-300мм стыковым швом на остающейся подкладке (см. рис.44,а). Усиление шва снимают.
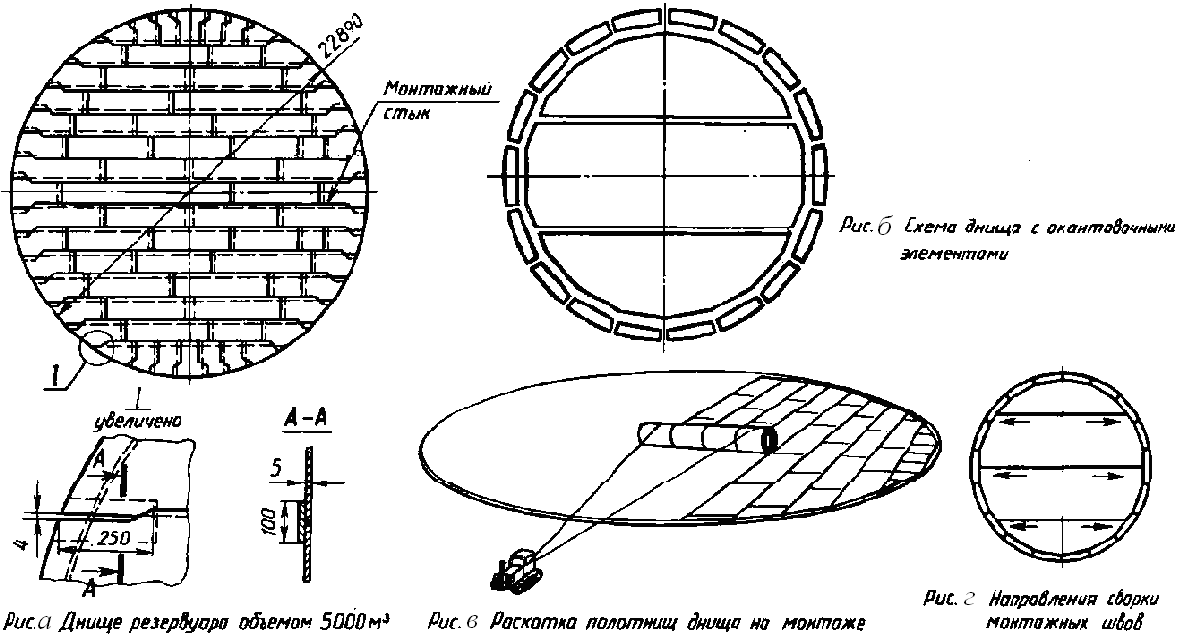
Рис.44 Днища резервуаров
Так как кольцевой шов, соединяющий боковую стенку с днищем, в этом случае выполняется при полностью заваренном днище, возможно, его вспучивание вследствие потери устойчивости. При изготовлении резервуаров большого объема (более 10 000м3) для предотвращения таких деформаций изготовляют в виде рулона только центральную часть днища (рис.44,б), а окантовочные элементы сваривают между собой при монтаже из отдельных листов. При сборке окантовочных элементов с днищем (рис.45) листы собирают с помощью клиновых приспособлений (рис.46а,б). Центральную часть днища присоединяют к сваренному из окантовочных элементов кольцу прихватками 1 (рис.47) и разворачивают рулоны боковой стенки. После приварки ее нижней кромки к кольцу из окантовочных элементов швами 2 и 3 прихватки 1 удаляют, хлопуны выправляют путем сдвига листов в нахлестке и только тогда швы между центральной частью днища и окантовочными элементами заваривают окончательно.
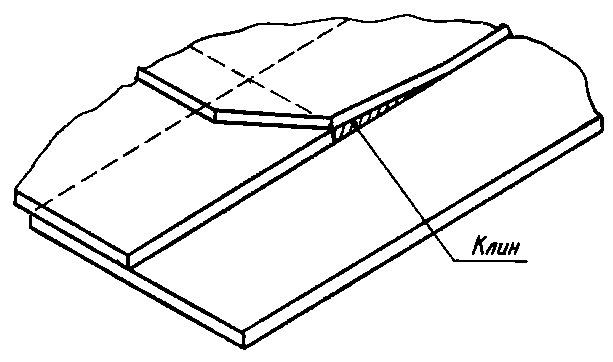
Рис.45. Вариант сборки нахлесточного соединения
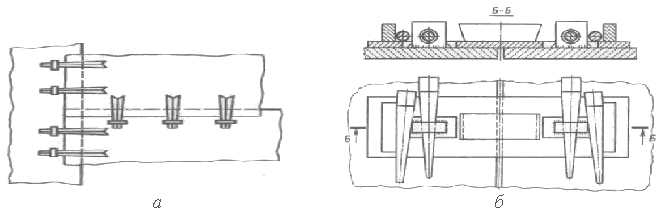
Рис.46,а-Клиновые прижимы для сборки нахлесточного соединения, б-Клиновое сборочное приспособление

Рис.47. Соединение стенки резервуара с днищем
8.4.Монтаж стенок вертикальных цилиндрических резервуаров
Стенки резервуаров обычно поставляют на монтажную площадку в одном или нескольких рулонах. На подготовленном днище рулоны устанавливают в вертикальном положении (рис.48).
Стыковка вертикальных кромок при замыкании стенки резервуара или при соединении установленной части стенки с кромкой очередного рулона требует уменьшения кривизны концевых частей полотнища. Этого достигают или с помощью клиновых приспособлений или с помощью специальных жестких скоб, обеспечивающих пластический выгиб кромок.
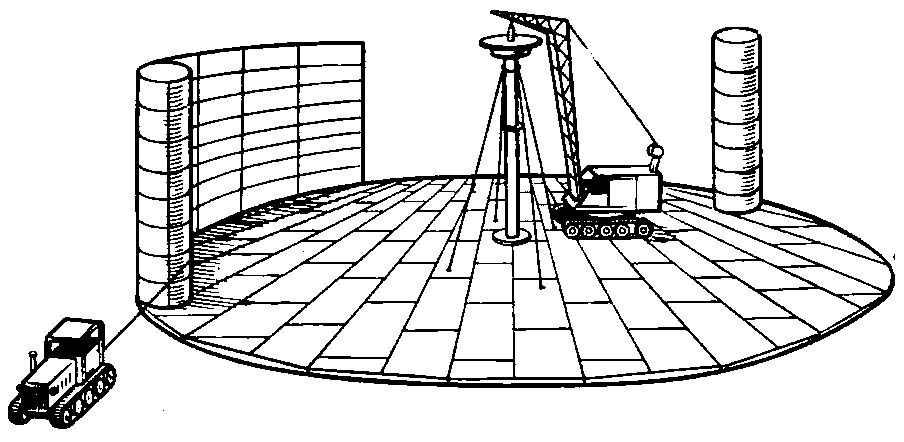
Рис.48. Разворачивание рулонированной стенки резервуара
Стыковка вертикальных кромок при замыкании стенки резервуара или при соединении установленной части стенки с кромкой очередного рулона требует уменьшения кривизны концевых частей полотнища. Этого достигают или с помощью клиновых приспособлений (рис.49,а,6), или с помощью специальных жестких скоб, обеспечивающих пластический выгиб кромок.
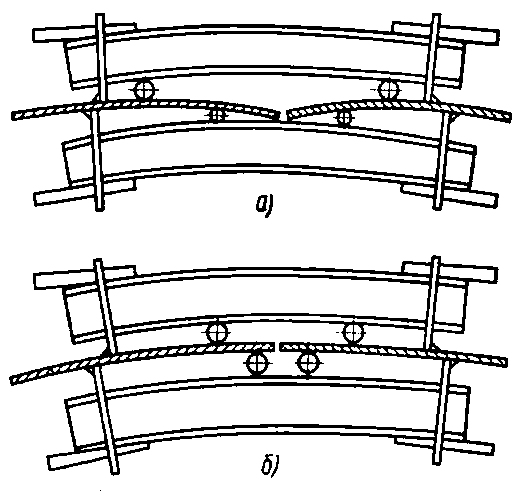
Рис. 49. Замыкание монтажного стыка стенки резервуара