

19 Схема технолог. Процесу виготовлення товсто плівкових гімс. Х-ка та трафаретний друк.
Товстоплівкові мікросхеми являють собою гібридні схеми, пасивна частина яких створюється на основі плівок товщиною в десятки мікрометрів. Для формування конфігурації плівкових елементів замість фотолітографії використовується трафаретний друк пастами спеціального складу. Після друкування та попередньої сушки плівкові елементи підлягають термообробці з метою забезпечення необхідних електрофізичних параметрів елементів і міцної адгезії до підкладки. В звُ язку з цим, як матеріали для підкладки використовують деякі види кераміки, які мають високі фізико – механічні показники.
Товстоплівкова технологія має великий розкид в значеннях електричних параметрів, що пояснюється недоліками трафаретного друку, який не забезпечує необхідної геометричної точності елементів схеми. Тому треба ввести в технологічний процес операцію підгонки резисторів і конденсаторів.
Підгонка товсто плівкових резисторів заключається у видаленні частини їх матеріалу, в результаті чого їх опір зростає.
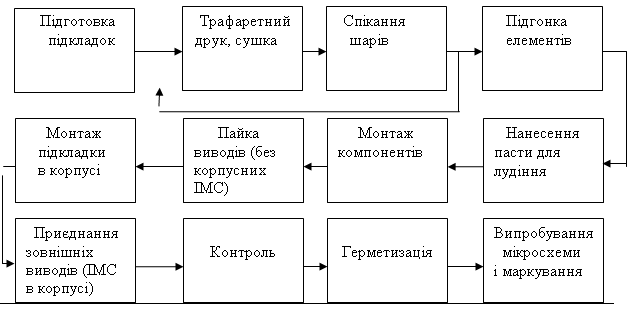
Спрощена схема технологічного процесу показана зона на рис.1.
Пасти ділять на провідникові, резистивні, діелектричні для конденсаторів і діелектричні для ізоляції між шарами для поверхневого захисту. Функціональними складовими пасти являються частинки неорганічних речовин. В процесі спікання шару ці частинки повинні залишатися в твердій фазі і рівномірно розподілятися по обُ єму елементу. Конструктивна складова – частинки скла. В технологічній собівартості товсто плівкових мікросхем вартість пасти на основі цінних металів може сягати 50%.
Трафаретний друк елементів.
Принцип трафаретного друку заключається в продавлюванні пасти через відкриті ділянки трафаретної форми на підкладку. Ці ділянки відповідають рисунку топологічного шару мікросхеми. Перенесення рисунку з трафаретної форми на підкладку можливе контактним (без технологічного зазору) і «безконтактним» (хоча тут є контакт) вздовж лінії (рис.3а,б)
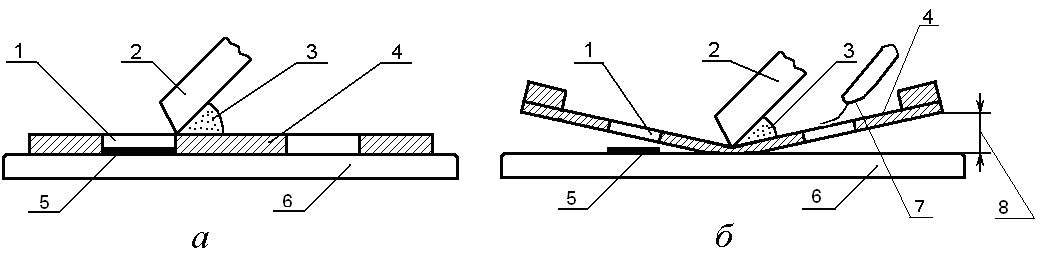
1- робочий ракель; 2- друкуючий елемент форми; 3- паста; 4- пробільний елемент форми; 5- відбиток на підкладці; 6- підкладка; 7 – технологічний зазор
При виготовленні форм для «безконтактного» друку друкарський елемент являє собою сітку (металеву, поліефірну) а пробільну – сітку з фоторезистом. (рис.5.)
1![]() -
пробільний елемент; 2-друкарський
елемент ; 3 - нитки сітчастої тканини.
-
пробільний елемент; 2-друкарський
елемент ; 3 - нитки сітчастої тканини.
Важливою характеристикою форм на основі ситових тканин є щільність ситових тканин. Робоча пластина ракеля виготовляється з еластичних матеріалів. Верстати для трафаретного друку можуть бути ручними, напівавтоматами та автоматами. Окремі етапи різних циклів можна суміщувати. формування шарів в мікросхемі з однорівневою розводкою, що має резистори і конденсатори: 1)друкування, сушка, спікання провідників і нижніх обкладинок конденсаторів;
2) друкування і сушка діелектрика (один або два шари); 3)друкування і сушка верхніх обкладинок конденсаторів; 4)спільне (сумісне) спікання діелектрика і верхніх обкладинок конденсатора; 5)друкування, сушка і спікання резисторів.