

Санкт-Петербургский Государственный Политехнический Университет
Факультет Технической Кибернетики
Кафедра Информационных и Управляющих Систем
Отчёт по лабораторной работе № 5
«Распределенные системы удаленного сбора данных и управления с интерфейсом rs-485»
Работу выполнила:
Елесина О.Д.
группа 3084/1
Преподаватель:
Тутыгин В.С.
Санкт-Петербург
2012
Схема лабораторной установки
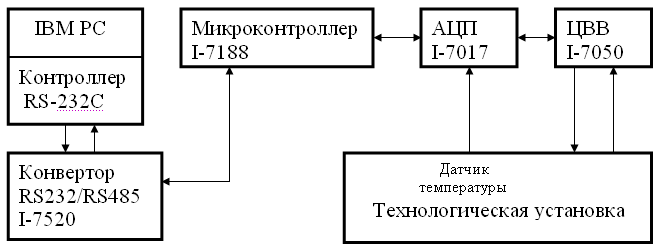
В качестве лабораторной технологической установки используется станок с программным управлением. Рабочим инструментом станка является сверло, схват и пишущий элемент.
В ручном или программном режиме можно производить выбор рабочего инструмента (сверло и пишущий инструмент или схват), включать и выключать схват, запускать и останавливать вращение сверла, включать и выключать перемещение рабочего инструмента в трех направлениях; по оси Х (влево/вправо), по оси Y (вперед/назад) и по оси Z (вверх/вниз).
Средства автоматизации управления станком выполнены на базе модулей:
ICP CON I-7520 (модуля-конвертора сигналов интерфейсов RS232/RS485);
I-7050 (модуля цифрового ввода/вывода);
I-7017 (модуля АЦП);
I-7188 (модуля-микроконтроллера ветви ICP CON).
Модуль I-7050 обеспечивает цифровое управление станком. Модуль I-7017 подключен к термодатчику, установленному на корпусе электромагнита механизма схвата и используется для контроля температуры электромагнита.
Задание к работе
Разработать программу выполнения технологической операции сверления отверстий.
Запрограммировать микроконтроллер ICP CON для автономного (без участия компьютера) управления технологической установкой при выполнении технологической операции сверления.
Заданная фигура для сверления

При разработке программы необходимо соблюдать ограничения возможных кодов, чтобы исключить возможность включения схвата на длительное время (более 10 сек.) и его выход из строя из-за перегрева и программирования невыполнимых действий, таких как Х вправо и Х влево одновременно, что также может привести к выходу из строя аппаратуры управления двигателями станка.
Величину элементарного шага по оси X, Y и Z подобрать минимально возможной с помощью временной задержки.
Программное управление исполнительными элементами станка производится цифровым кодом модуля I-7050 в соответствии с таблицей 1.
Бит |
Значение |
Действие |
D0 |
1 |
Вращение сверла выключено |
0 |
Вращение сверла включено |
|
D1 |
1 |
Схват выключен |
0 |
Схват включен |
|
D2 |
1 |
Движение по оси Z вниз |
0 |
Нет движения по оси Z вниз |
|
D3 |
1 |
Движение по оси Z вверх |
0 |
Нет движения по оси Z вверх |
|
D4 |
1 |
Движение по оси Y от себя |
0 |
Нет движения по оси Y от себя |
|
D5 |
1 |
Движение по оси Y на себя |
0 |
Нет движения по оси Y на себя |
|
D6 |
1 |
Движение по оси X влево |
0 |
Нет движения по оси X влево |
|
D7 |
1 |
Движение по оси X вправо |
0 |
Нет движения по оси X вправо |
Команды управления передаются от компьютера к модулям I-7520 в виде строки символов ASCII через контроллер интерфейса RS232 (порт СОМ1 или СОМ2) компьютера.
Формат команды: ПН/Адрес/Команда/КС/ПК
ПН - признак начала посылки (Символы $, #, @, %, ~) ;
ПК - признак конца посылки (Символ CR);
КС - контрольная сумма (Два символа ASCII гексокода контрольной суммы).
Команды представлены в шестнадцатеричном формате .
Таблица команд
Действие |
Признак начала команды |
Адрес модуля |
Код команды |
Строка символов |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Z вниз, схват выкл., сверло вкл. |
@ |
01 |
06 |
@0106 |
Z вверх, схват выкл., сверло вкл. |
@ |
01 |
0A |
@010A |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Y на себя, схват выкл., сверло выкл. |
@ |
01 |
23 |
@0123 |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Z вниз, схват выкл., сверло вкл. |
@ |
01 |
06 |
@0106 |
Z вверх, схват выкл., сверло вкл. |
@ |
01 |
0A |
@010A |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
X вправо, схват выкл., сверло выкл. |
@ |
01 |
83 |
@0183 |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Z вниз, схват выкл., сверло вкл. |
@ |
01 |
06 |
@0106 |
Z вверх, схват выкл., сверло вкл. |
@ |
01 |
0A |
@010A |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Y от себя, схват выкл., сверло выкл. |
@ |
01 |
11 |
@0113 |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
Z вниз, схват выкл., сверло вкл. |
@ |
01 |
06 |
@0106 |
Z вверх, схват выкл., сверло вкл. |
@ |
01 |
0A |
@010A |
СТОП, нет движения по X,Y,Z;(всё выкл.) |
@ |
01 |
03 |
@0103 |
X влево, схват выкл., сверло выкл. |
@ |
01 |
43 |
@0143 |
СТОП, нет движения по X,Y,Z; схват выкл., сверло выкл. |
@ |
01 |
03 |
@0103 |
В файле с командами также были учтены задержки – 3000 мс (3с)
После написания таблицы команд приступили к выполнению операции сверления. Для этого файл с командами перенесли на PC. Запустили среду Visual C++ 6.0, открыли код, где указали имя файла с командами. Включили режим АВТ (автоматический). Запустили. По нажатию 3(idetification of module) получили некоторые характеристики:
Скорость передачи – 4006 бод
Модуль ввода/вывода – ICP CON 7050
Тип модели модуля – В1.4