

Лабораторная работа № 3 теоретическое и экспериментальное определение размеров исходной заготовки для штамповки поковки с удлинённой осью
3.1. Цель работы
1. Экспериментальная проверка соответствия теоретических расчётов по определению размеров заготовки с данными, полученными при штамповке поковки (рис.6).
3.2. Теория вопроса
Для поковок удлиненной формы в плане наиболее типична поперечная штамповка (заготовка лежит поперек движения инструмента) в штампах открытой конструкции. Данная схема штамповки характеризуется вытеснением некоторого количества металла в виде технологического заусенца из полости ручья в заусенечную канавку, расположенную по его периметру. При штамповке поковки удлиненной формы в плане заполнение штамповочного ручья происходит преимущественно распределением металла перпендикулярно оси заготовки: по ее длине и ширине. Поэтому длина исходной заготовки при штамповке практически не изменяется и должна равняться длине поковки в случае прямой линии разъема (или ее развертке при кривой линии разъема), а площади поперечных сечений заготовки должны быть равны суммарной площади соответствующих поперечных сечений поковки и заусенца (облоя).
В общем случае размеры исходной заготовки для поковок с удлиненной осью, штампуемой на молотах в штампах открытой конструкции, устанавливаются в зависимости от вида заготовительных ручьев, с помощью которых производится ее предварительное профилирование.
Молотовой штамп для поковки (рис.6) имеет два ручья: заготовительный – пережимной и штамповочный – чистовой.
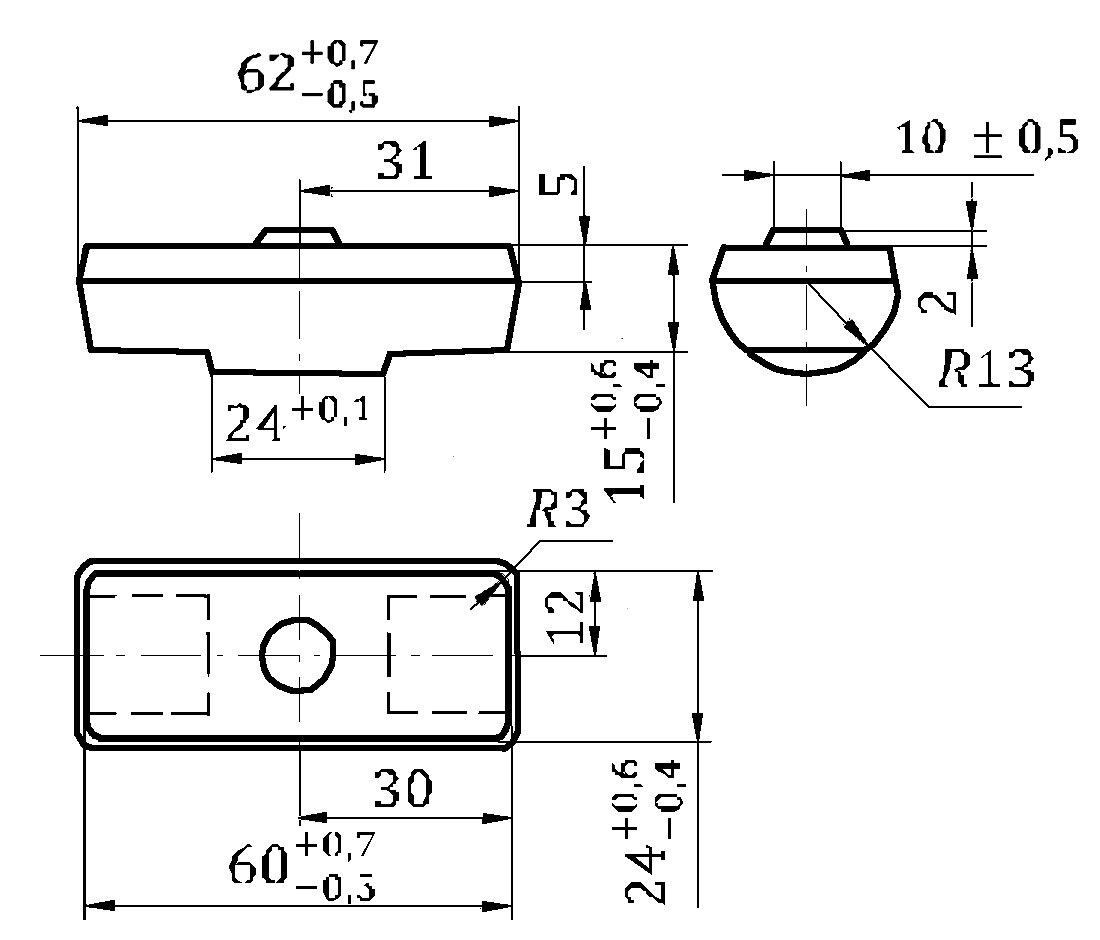
Рис. 6. Эскиз поковки

Рис.7. Эскиз штампа молотового:
1 – пережимной ручей; 2 – штамповочный ручей

Рис.8. Штамп молотовой:
1 – пережимной ручей; 2 – штамповочный ручей
Для
данного варианта ручьев расчетная
площадь поперечного сечения исходной
заготовки ![]() подсчитывается по выражению
подсчитывается по выражению
![]() ,
(3.1)
,
(3.1)
|
|
где - площадь поперечного сечения так называемой расчётной заготовки, которая находится из соотношения
|
(3.2) |
где
![]() -
объём поковки, мм³;
-
объём заусенца, мм³;
-
объём поковки, мм³;
-
объём заусенца, мм³;
![]() - длина поковки, мм;
- длина поковки, мм;
![]() - коэффициент, учитывающий потери металла
на угар. При нагреве в электропечи потери
составляют 1,0
- коэффициент, учитывающий потери металла
на угар. При нагреве в электропечи потери
составляют 1,0![]() 1,5%
от массы нагреваемой заготовки.
1,5%
от массы нагреваемой заготовки.
Объём металла , вытекающий из полости в заусенец, подсчитывается по формуле
|
(3.3) |
где
- площадь поперечного сечения заусенца,
мм;
![]() -
периметр поковки по линии разъема в мм;
-
периметр поковки по линии разъема в мм;
![]() - ширина мостика заусенечной канавки,
мм;
- ширина мостика заусенечной канавки,
мм;
![]() -
ширина облойной части заусенечной
канавки, мм.
-
ширина облойной части заусенечной
канавки, мм.
Металл,
вытекающий в заусенечную канавку, должен
свободно в ней размещаться, при этом
площадь поперечного сечения заусенца
всегда должна быть меньше площади
поперечного сечения заусенечной
канавки
![]() .
Для нашего случая это соотношение может
быть принято равным
.
Для нашего случая это соотношение может
быть принято равным
|
(3.4) |
Согласно эскиза молотового штампа (рис.8)
|
(3.5) |
Длина
заготовки
![]() при штамповке от прутка берётся равной
при штамповке от прутка берётся равной
|
(3.6) |
где
![]() - длина пережимного ручья (длина
поковки), мм; (0,6 – 0,7)
- длина пережимного ручья (длина
поковки), мм; (0,6 – 0,7)
![]() -
длина пережатой части заготовки;
-
длина пережатой части заготовки;
![]() -
диаметр исходной заготовки, мм;
-
диаметр исходной заготовки, мм;
![]() -
длина клещевины, мм, принимается равной
не менее 0,75
;
- количество отрубов (количество поковок,
штампуемых из заготовки).
-
длина клещевины, мм, принимается равной
не менее 0,75
;
- количество отрубов (количество поковок,
штампуемых из заготовки).
Соответственно
расчётная длина заготовки
![]() на
одну поковку равна
на
одну поковку равна
|
(3.7) |