

Глава 5.2. Организация нормирования труда
5.2.1. Сущность и задачи нормирования труда
Установление затрат времени на выполняемую работу является необходимым условием организации производства. С помощью обоснованных затрат времени устанавливаются и поддерживаются количественные и качественные пропорции между различными элементами производственного процесса. Без норм затрат труда невозможны организация и планирование трудовой деятельности работников. Так, нормы труда определяют производственные циклы и, следовательно, плановые сроки изготовления продукции; позволяют установить количество работников и количество оборудования, необходимых для выпуска запланированного объема продукции.
Оперативное планирование производства также не может существовать без обоснованных норм труда, так как все основные календарно-пла-новые нормативы (размеры партий, объем незавершенного производства, циклы и т.п.) их используют.
На предприятии контроль за мерой труда и мерой потребления реализуется через заработную плату и нормирование труда. Условием рациональной организации повременной оплаты является наличие норм (нормированного задания), определяющих результат труда работника. Это позволяет предприятию оплачивать не время пребывания работника на предприятии, а выполняемую им работу необходимого количества. При сдельной форме оплаты труда заработок работника зависит от норм времени.
Один из крупных отечественных теоретиков и практиков в области организации труда А. Гастев, определяя сущность нормирования труда, подчеркивал, что нормировать — это значит искать наиболее выгодную организацию труда. Поиск наиболее выгодной организации труда требует выбора рациональных вариантов трудовых процессов, комплексного обоснования норм труда. Комплексный подход к обоснованию норм труда предполагает их техническое, организационное, психофизиологическое и экономическое обоснование.
Под техническим обоснованием понимается обоснование норм труда с точки зрения эффективного использования технических возможностей производства и применяемого оборудования. Техническое обоснование составляет основу системы нормирования. Научно-технический прогресс усиливает значимость такого обоснования, поскольку в норме труда возрастает доля затрат, связанных с функционированием оборудования, качество разрабатываемых норм зависит от точности учета возможностей этого оборудования.
Организационное обоснование предполагает учет прогрессивных методов организации производства и труда, организационных условий выполнения работ.
Психофизиологическое и социальное обоснование предназначено для выбора оптимального трудового процесса, позволяющего сохранить здоровье и высокую работоспособность человека, творческое отношение к труду. Достигается это обеспечением благоприятных условий труда, рациональным режимом труда и отдыха и т.п.
Назначение экономического обоснования состоит в сравнении возможных вариантов выполнения работы и выборе самого эффективного, в анализе влияния разрабатываемых норм на производительность труда и другие качественные показатели работы предприятия.
Установление необходимых затрат труда является одной из главных задач нормирования труда. Но содержание работ по нормированию труда не сводится только к расчету норм. В общем случае оно включает анализ производственного процесса, выбор оптимального варианта технологии и организации труда, проектирование режимов работы оборудования,
приемов и методов труда, режимов труда и отдыха, расчет норм в соответствии с особенностями технологического и трудового процессов, их внедрение и последующую корректировку по мере изменения организационно-технических условий.
В современных условиях в задачи нормирования труда входят также повышение качества действующих норм и увеличение доли технически обоснованных норм труда, расширение сферы нормирования труда за счет более широкого охвата нормированием рабочих и служащих, поддержание прогрессивности норм труда путем своевременной их замены и пересмотра.
5.2.2. Нормы затрат труда
Затраты труда можно выразить двумя способами: затратами рабочего времени на изготовление продукции и результатами труда. Соответственно этому можно определить нормы затрат труда и нормы его результатов.
Норма затрат труда устанавливает время на выполнение единицы работы одним или несколькими работниками. В зависимости от конкретных условий нормы затрат рабочего времени могут устанавливать продолжительность работы, время на ее проведение или численность работников, занятых выполнением работы. В этой связи к нормам затрат труда можно отнести нормы: длительности выполнения работ; времени (нормы трудоемкости операций); численности; обслуживания; управляемости.
Норма длительности (tд) определяет время, за которое может быть выполнена единица работы на одном станке (агрегате) или на одном рабочем месте. Это время включает длительность технологического воздействия на предмет труда и неизбежные перерывы, приходящиеся в среднем на единицу работы. Норма длительности измеряется в минутах, часах.
Норма времени (трудоемкость операции) t определяет затраты рабочего времени, установленные для выполнения единицы работы работником или группой работников соответствующей квалификации в определенных организационно-технических условиях. Норма времени может быть больше, меньше или равна норме длительности.
В условиях, когда выполнение операции требует одновременного участия нескольких рабочих, норма времени будет больше нормы длительности. Если один рабочий обслуживает несколько станков, норма времени будет меньше нормы длительности. И, наконец, при условии, когда один рабочий обслуживает один станок, норма времени равна норме длительности. Таким образом, норма времени и норма длительности связаны между собой числом обслуживаемых станков и численностью работников.
В условиях машинного производства норма длительности определяет станкоемкость продукции, и по ней считается число станков, необходимых для выполнения определенного объема работ, а норма времени — трудоемкость продукции и соответствующее количество работников. В существующих методиках норма длительности, как правило, не указывается в составе норм труда. Это объясняется тем, что при обслуживании одним работником одной единицы оборудования норма времени, как отмечалось выше, равна норме длительности.
Нормирование труда основных рабочих на базе нормы времени целесообразно в тех случаях, когда на рабочем месте в течение смены выполняются разные операции (и рабочее место не имеет постоянной загрузки).
Нормирование труда вспомогательных рабочих при помощи нормы времени возможно в случаях, когда выполняемые работы однородны по своему характеру и их содержание и методы выполнения строго определены, например транспортные и контрольные операции в цехах массового и крупносерийного производства. За вспомогательными рабочими тогда закреплен круг операций, содержание, объем и методы выполнения которых определены технологическим процессом. В ряде случаев для регламентации трудового процесса требуется определить норму времени обслуживания (tB0). Она представляет собой время, установленное для обслуживания единицы оборудования, производственных площадей при определенных организационно-технических условиях.
Норма численности (Нч) — это установленная численность работников определенного профессионально-квалификационного состава, необходимая для выполнения конкретных производственных, управленческих функций или объемов работ. По нормам численности устанавливают также затраты труда по профессиям, специальностям, группам и видам работ, отдельным функциям в целом по предприятию или цеху. Нормы численности применяют на работах, носящих нестабильный характер по времени выполнения и периодичности, например численность транспортных рабочих в условиях мелкосерийного производства.
Норма обслуживания (Н0) — это число производственных объектов (станков, печей, рабочих мест и т.п.), которые работник или группа работников соответствующей квалификации обязаны обслужить в течение единицы рабочего времени в определенных организационно-технических условиях. Норма обслуживания обратно пропорциональна норме времени обслуживания и применяется преимущественно при нормировании труда основных рабочих, обслуживающих несколько станков.
Разновидностью нормы обслуживания является норма управляемости (Ну), определяющая число работников, которыми должен руководить один руководитель.
Результат труда работников выражается либо количеством обработанной продукции, либо определенным объемом выполненных работ. Поэтому к нормам результатов труда относятся нормы выработки и нормированные задания.
Норма выработки (Нв) — это установленный объем работы (количество единиц продукции), который работник или группа работников соответствующей квалификации обязаны выполнить в единицу рабочего времени в определенных организационно-технических условиях. Норма выработки устанавливается для работ с большой повторяемостью в течение смены на рабочем месте. Для нормирования труда основных рабочих она применяется в тех случаях, когда в течение рабочего дня (смены) выполняется одна и та же работа при неизменном составе исполнителей. Таким образом, норму выработки можно рассматривать как задание рабочему в натуральных единицах за определенный период (час, смену).
Норма выработки определяется нормой времени и продолжительностью периода, на который устанавливается норма выработки:
Нв = Tп/tд или Нв = TпHч/t,
где Тп — продолжительность периода времени, для которого устанавливается норма выработки.
Нормированное задание — это установленный объем работы, который работник или группа работников обязаны выполнить за рабочую смену (месяц) или в иную единицу рабочего времени на повременно оплачиваемых работах.
В общем случае нормы затрат труда не ограничиваются только затратами рабочего времени. Они включают также затраты физической и нервной энергии работников. Эти нормы исследованы в гораздо меньшей степени, чем нормы затрат рабочего времени. Нормы затрат физической и нервной энергии работников характеризуются темпом работы, степенью занятости работников, показателями утомляемости и т.п.
Из существующих нормативных материалов для характеристики затрат энергии работников можно указать нормы тяжести труда. Под тяжестью труда понимается суммарное воздействие всех факторов трудового процесса на организм человека. Тяжесть труда зависит от его интенсивности и состояния производственной среды (санитарно-гигиенических и эстетических условий труда).
5.2.3. Классификация затрат рабочего времени
Для установления и изучения затрат труда на выполнение определенной работы рабочее время классифицируется на отдельные категории по характерным признакам. В целях унификации методов нормирования труда принята единая классификация затрат времени. Она позволяет анализировать трудовой процесс, рассчитывать необходимые и излишние затраты времени на выполнение конкретной работы, определять эффективность использования фондов времени работников и оборудования. На основе классификации устанавливается состав затрат времени, включаемый в норму затрат труда (нормируемое время).
Основой классификации является выделение двух главных составляющих: времени работы и времени перерывов (рис. 5.6).
Рассмотрим кратко приведенные на рис. 5.6 категории затрат рабочего времени.
Нормируемое время. В подготовительно-заключительное время (ПЗ) включаются затраты времени, необходимые для ознакомления рабочего с полученным конкретным заданием, а также действий, связанных с его завершением. В него включаются такие затраты времени, как ознакомление с чертежом, инструктаж мастера, сдача работы контролеру или мастеру и т.д. Характерно, что затраты времени по этой категории не повторяются с каждым следующим объектом труда, а относятся на всю изготавливаемую партию «п». Чем больше партия деталей, тем меньше подготовительно-заключительное время, приходящееся на одну деталь. По-
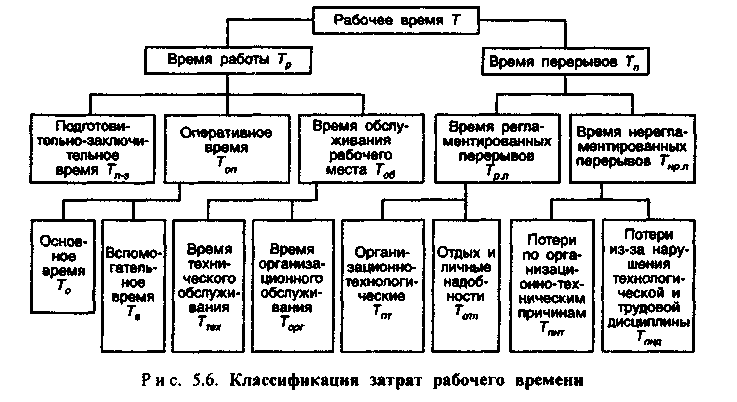
этому наибольший удельный вес в норме времени оно имеет в единичном и мелкосерийном производстве и практически отсутствует в массовом.
Оперативным временем (ОП) называется время, затрачиваемое на выполнение технологической операции. Оно подразделяется на основное и вспомогательное.
Основное (или технологическое) время (О)затрачивается на технологическую цель данной работы, т.е. на изменение предмета труда. Оно может быть машинно-автоматическим, когда рабочий лишь наблюдает за технологическим процессом, машинно-ручным, когда процесс осуществляется на оборудовании с помощью органов управления, приводимых в действие вручную, и ручным, когда процесс работы осуществляется без помощи какого либо оборудования.
Вспомогательное время (В) затрачивается на действия, связанные с обеспечением основной работы, т.е. цели технологического процесса. Сюда относится время, затрачиваемое на установку заготовки и снятие готовой детали, пуск и остановку оборудования, контрольные промеры и т.д. Как и основное, оно может быть ручным, машинно-ручным и машинно-автоматическим. Чем более совершенно технологическое оборудование, тем меньше вспомогательное время в связи с сокращением номенклатуры выполняемых рабочим действий.
В условиях автоматизации производства ручное и машинно-ручное вспомогательное время может включать только время на установку заготовки, контроль, а может и вообще отсутствовать (ГАП). Часть действий рабочего, относящихся к вспомогательному времени или времени обслуживания рабочего места, может быть выполнена в период машинно-автоматической работы оборудования, т.е. «перекрыто» им. Это «перекрываемое время» не включается в норму.
Время обслуживания рабочего места (ОБ) затрачивается на уход за рабочим местом, как на протяжении данной работы, так и всей смены. Оно включает время технического обслуживания (ТЕХ), затрачиваемого на смену инструмента при его затуплении или поломке, подналадку оборудования и другие действия, связанные с конкретной работой, и время организационного обслуживания (ОРГ), затрачиваемого на раскладку инструмента в начале смены и уборку в конце, чистку и смазку оборудования и другие действия, связанные с уходом за рабочим местом на протяжении смены.
В регламентированные нормируемые перерывы включаются о р -ган и зационно-технологические перерывы (ПТ), вызываемые, например, несинхронностью процессов производства, а также перерывы на отдых и личные надобности (ОТЛ). Перерывы на отдых зависят от условий труда, а время на личные надобности нормируется в процентах от оперативного времени.
Все остальные перерывы в рабочем времени не нормируются и относятся к его потерям.
Потери времени по организационно-техническим причинам
(ПНТ) чаще всего вызываются перебоями в снабжении рабочих мест заготовками, материалами, инструментом, сбоями в календарном планировании и диспетчировании производства и др.
Потери из-за нарушений технологической и трудовой дисциплины (ПНД) вызываются, как правило, несоблюдением требований технологической документации (лишние переходы в операции, применение иной оснастки и т.д., выпуск в течение какого-то времени бракованной продукции, опоздание или преждевременный уход рабочего с места работы). Для удобства изучения рабочего времени и группировки затрат времени по категориям используется одна из систем индексации, чаще всего смешанная. Буквами индексируются категории затрат (см. выше), цифрами — типовые затраты времени в каждой категории. Например, «инструктаж мастера» — ПЗ-2, «ожидание заготовок» — ПНТ-3 и т.д.
5.2.4. Объекты нормирования труда
Для целей нормирования труда производственный процесс делится на операции и элементы операции. Под операцией понимается часть технологического процесса, осуществляемая рабочим или бригадой над одним предметом труда на одном рабочем месте, т.е. в зоне их трудовой деятельности. При нормировании или изучении опыта работы операцию делят на элементы по трудовому признаку:
трудовое движение — это однократное перемещение рук, ног, корпуса человека (например, «протянуть руку к детали», «взять деталь» и др.);
трудовое действие — совокупность нескольких трудовых движений с единым целевым назначением при постоянстве предметов и орудий труда (например, «положить готовую деталь в мерную тару»);
трудовой прием — совокупность трудовых действий, выполняемых при постоянстве предметов и средств труда и представляющих собой технологически законченную часть операции (например, «снять готовую деталь»). Приемы бывают основными (технологическими), если с их помощью непосредственно осуществляется технологическая цель операции, и вспомогательными, если они обеспечивают выполнение основных приемов;
комплекс приемов — совокупность, объединенную либо по технологической последовательности, либо по общности факторов, влияющих на время выполнения (например, «выключить станок и снять готовую деталь»).
При нормировании операций для массовых, особенно поточно-массовых, производственных процессов разделение ведется вплоть до трудовых движений, а для единичных — нормируется время операции в целом.
5.2.5. Методы нормирования труда, состав нормы времени
Методы нормирования труда делятся на аналитические и суммарные.
Аналитические методы нормирования предусматривают:
а) деление нормируемой операции на элементы;
б) анализ факторов, влияющих на их продолжительность;
в) проектирование рациональной структуры операции и организационно-технических условий ее выполнения;
г) расчет нормы времени (выработки) по элементам;
д) разработку организационно-технических мероприятий, обеспечивающих возможность выполнения рассчитанной нормы. Нормы, устанавливаемые аналитическим методом, называются технически обоснованными.
К аналитическим методам нормирования относят аналитически-расчетный и аналитически-исследовательский методы.
Аналитически-расчетный метод нормирования предусматривает расчет норм на основе использования заранее разработанных нормативов времени. Его разновидностью, обычно применяемой в условиях единичного и мелкосерийного производства, является расчет-но-сравнительный метод. В нем используется сравнение конструкционных и технологических параметров (размеров, сложности) нормируемого объекта труда с параметрами типовых аналогов. Такое сравнение может вестись или для всей операции в целом, или по укрупненным комплексам приемов на основе использования укрупненных нормативов или типовых норм.
Аналитически-исследовательский метод нормирования предусматривает установление норм путем проведения наблюдений за операцией на рабочем месте с помощью фотографии рабочего времени (ФРВ) и хронометража (см. 5.2.6). Из-за большой трудоемкости разработки норм этим методом, он, как правило, используется для: а) накопления исходных данных с целью последующей разработки нормативов времени во всех типах производства; б) уточнения норм, разработанных с помощью аналитически-расчетного метода в массовом, особенно, поточно-массовом производстве; в) изучения передовых методов труда или причин потерь рабочего времени.
Использование для нормирования суммарных методов нежелательно, так как нормы, полученные на основе прошлого опыта или статистических данных, без анализа операции, проектирования ее рациональной структуры, учета организационно-технологических условий работы, не могут служить основой повышения производительности труда, не позволяют эффективно использовать кадры предприятия. Для нормирования труда инженерно-технических работников и служащих все более широкое распространение получает математико-статистический метод нормирования, используемый для расчета времени на определенные работы (например, нормы времени на один конструкторский лист формата А1 в зависимости от группы сложности, степени новизны и других факторов), либо расчета численности работников (исходя, например, из фондовооруженности труда, сменности, типа производства и других факторов), количества обслуживаемых объектов и т.д. Для установления нормы используются парные или многофакторные корреляционные модели.
Каждый тип производства характеризуется свойственной ему технической оснащенностью, специализацией и квалификацией рабочих, организацией и обслуживанием рабочих мест, методом нормирования труда и характером используемых нормативов для нормирования.
В массовом и крупносерийном производстве создаются благоприятные условия для детального изучения операции. Большая повторяемость и длительный период их выполнения требуют тщательного анализа содержания работы, изучения передового опыта, разработки рациональных режимов работы оборудования и проверки установленной нормы на рабочем месте. Это позволяет проводить нормирование с использованием элементных, а в отдельных случаях, микроэлементных нормативов времени.
Сущность микроэлементного нормирования сводится к разложению сложных трудовых действий рабочих на простые элементы (микроэлементы), такие как «взять», «повернуть», «встать» и т.п. Имея нормативы времени на выполнение микроэлементов, можно спроектировать и определить норму времени на разнообразные трудовые процессы как выполняемые, так и не выполняемые в производстве. Микроэлементные нормативы используют при нормировании ручных и машинно-ручных элементов работы.
Нормирование на основе микроэлементных нормативов осуществляется следующим образом. Нормируемый трудовой процесс разделяют на трудовые действия и движения. Анализируют структуру процесса и выбирают наиболее рациональный способ его выполнения. Для каждого отобранного элемента устанавливают его продолжительность по соответствующим микроэлементным нормативам. Суммируя нормативы по определенным правилам, получают продолжительность операции. С помощью микроэлементных нормативов можно не только установить время, но и провести анализ и проектирование трудового процесса. С этой целью каждый микроэлемент записывается своим кодом с указанием факторов, влияющих на продолжительность его выполнения. Таким образом, микроэлементное нормирование объединяет аналитически-расчетный и аналитически-исследовательский методы нормирования.
В практике нормирования по микроэлементам применяют достаточно большое число систем: МТМ, МОДАПТС, WF и др. У нас в стране разработана Базовая система микроэлементных нормативов времени (БСМ). Система содержит нормативы времени на 19 микроэлементов, в том числе на 10 выполняемых руками (например, «протянуть руку», «переместить», «взять», «нажать рукой» и т.п.), 7 — выполняемых ногами и туловищем (например, «ходить», «сесть», «встать» и т.п.) и 2 — выполняемых глазами («всмотреться», «перевести взгляд»).
Серийное производство характеризуется менее детальной (по сравнению с массовым) разработкой технологического процесса, значительно меньшей повторяемостью операций и большим разнообразием приемов. Наиболее приемлем в этих условиях аналитически-расчетный метод с применением дифференцированных нормативов и нормативов на укрупненные комплексы работ.
Для единичного производства редкая повторяемость одинаковых операций и малые размеры партий деталей делают неэкономичным детальную разработку технологического процесса, элементное нормирование операции по составляющим ее элементам. Это обусловливает необходимость применения укрупненного нормирования. Нормирование производится либо по укрупненным комплексам работ, либо расчетно-сравнительным методом на базе типовых норм времени.
Классификация затрат рабочего времени (см. 5.2.3) позволяет установить состав нормы времени. Она устанавливается на отдельную технологическую операцию (операционная норма), на партию обрабатываемых деталей (партионная норма) и взаимосвязанную группу операций, законченный комплекс работ (укрупненная, комплексная норма). Укрупненные, комплексные нормы рассчитываются на планово-учетную единицу продукции (законченное изделие, узел, технически обособленный передел и т.д.) в условиях коллективных форм организации труда.
Составными частями нормы времени на операцию являются: основное (технологическое) время (to); вспомогательное время (tB); время обслуживания рабочего места (tоб); время на отдых и личные надобности (toтл); подготовительно-заключительное время (tп-3); время регламентированных перерывов, предусмотренных технологией и организацией производства (tпт).
Подготовительно-заключительное время, как указывалось в 5.2.3., определяется на партию деталей и не зависит от числа обрабатываемых деталей в партии. Поэтому значение подготовительно-заключительного времени необходимо делить на размер партии деталей «n», чтобы определить долю времени на единицу обрабатываемой продукции.
Суммарное значение перечисленных элементов затрат составляет норму времени (tK), называемую иногда калькуляционной. Измеряется она в человеко-минутах или человеко-часах:
tk=to+tв+tоб+tотл+tпт+tп-з/n.
Если из tK выделить подготовительно-заключительное время, то получают норму штучного времени tшт:
tk=tшт+tп-з/n.
Основное время входит в состав нормы полностью, а по всем остальным элементам учитываются только их неперекрываемые основным временем части. Сумма основного и вспомогательного времени образует оперативное время (toп):
tоп=to+tв
Оперативное время повторяется с каждой операцией, все остальные составляющие не повторяются с каждой единицей продукции, поэтому величина tK определяет средние величины затрат нормированного времени, приходящиеся на единицу продукции по данной операции. При нормировании эти затраты времени учитываются в процентах от оперативного времени. Расчетная формула для t^ при аналитически-расчетном методе нормирования во всех типах производства:
tшт=(to+tв)(1+α+β+γ+δ)
где а α,β,γ,δ — соответственно нормативные коэффициенты на техническое, организационное обслуживание рабочего места, на отдых и личные надобности, на регламентированные организационно-технологические перерывы (в долях от оперативного времени).
Для массового производства, особенно поточно-массового, при нормировании работ, выполняемых на оборудовании, может быть использована формула, в которой время технического обслуживания непосредственно связано с основным временем, от которого оно зависит:
tшт=(to+tв)(1+α+β+γ+δ)+toα
Обратная норме времени величина — норма выработки, используется в крупносерийном производстве:
Нв = Тcм /tk
или в массовом производстве:
Нв = Тcм /tшт(tпз/n=0)
где Тсм — время смены.
При нормировании труда в конкретных условиях, на конкретных видах оборудования приведенные выше типовые формулы могут несколько видоизменяться, а категории нормируемых затрат времени — иметь различное содержание. Так, при бригадной организации труда нормы времени определяются исходя из рассчитанных по этим формулам норм на операции, закрепленные за членами бригады. Норма трудоемкости для бригады
![]()
где u — число операций, закрепленных за бригадой.
Если на некоторых операциях занято более одного рабочего, то
![]()
где Роп — число рабочих, выполняющих i-ю операцию. Норма выработки для бригады
НВб = Тсм / tб.
При нормировании операций, выполняемых на станках с ЧПУ, в состав вспомогательного времени (кроме обычных составляющих) входит комплекс машинных приемов, связанных с позиционированием, ускоренным перемещением рабочих органов станка, автоматической сменой режущего инструмента путем поворота резцедержателя (или из инструментального магазина); в состав времени организационного обслуживания — время на прогрев системы ЧПУ и гидросистемы; в состав подготовительно-заключительного времени при наличии оперативной системы управления — время на отладку программы управления и т.д.
В условиях автоматизированного производства основная задача нормирования— определить состав и численность работников, обслуживающих участок с автоматическим оборудованием — ГАС или ГАП. Для нахождения оптимального варианта используются методы прикладной математики, в частности теория очередей, на основе которой устанавливается минимальное время всех действий по обслуживанию оборудования. В человеко-машинных системах их быстродействие определяется циклом регулирования (Трег), равным времени прохождения информации по замкнутому контуру «человек — машина»:
![]()
где tonep, tмi; — соответственно быстродействие оператора и машинного звена; w — число машинных звеньев.
При заданной в технических требованиях продолжительности цикла регулирования и быстродействии элементов машины системы (tмi), определяемом на основе паспортных данных, требуемое быстродействие оператора:
![]()
Если же учитывать время ожидания (toж), связанное с занятостью оператора обработкой предыдущей информации, то
![]()
Особенности нормирования труда ИТР и служащих зависят в первую очередь от характера выполняемой ими работы. В сравнении с нормированием труда рабочих нормирование труда ИТР — более сложная задача, поскольку в данном случае трудовой процесс включает значительную долю умственного труда, не поддающегося непосредственному наблюдению и измерению.
Следует учитывать и большое разнообразие выполняемых работ как по характеру, так и по содержанию труда. Если основой нормирования труда рабочих является конкретная операция, то пооперационное разделение труда специалистов зачастую достаточно затруднительно. Поэтому объектом нормирования в данном случае выступает функция, работа, задача (например, численность специалистов по функции «организация и оплата труда», норма времени на разработку технического задания, время на выполнение чертежа определенного формата, норма времени на копирование и т.д.). При нормировании труда ИТР и служащих важнейшими задачами являются установление необходимых затрат времени на конкретные работы или расчет требуемой численности работников.
В соответствии с решаемой задачей используют две группы методов нормирования труда: первая группа основана на аналитических методах установления нормы труда (прямые методы), вторая — на статистическом анализе численности работников в зависимости от определяющих ее факторов с помощью методов корреляционного и регрессионного анализа (косвенные методы). Выбор того или иного метода нормирования труда обусловлен характером выполняемых работ и существующей нормативной базой.
Нормирование труда по нормативам времени является наиболее прогрессивным методом. Его используют на простых, стабильных и повторяющихся работах, выполняемых машинистками, операторами, а также конструкторами и технологами. Существуют нормы времени на конструкторские, технологические, чертежные и копировальные работы, на машинописные работы, работы по бухгалтерскому учету, составлению документов по снабжению и сбыту продукции, финансовые работы и др.
НИИтруда были разработаны методические основы создания системы базовых нормативов для нормирования умственного труда. Для создания нормативной базы умственный процесс разделяется на первичные элементы: восприятие информации, ее осмысливание и реализация. Тем самым разграничиваются ненаблюдаемые визуально внутренние процессы (восприятие, осмысливание) с их внешним наблюдаемым проявлением (реализация).
В системе выделяют два вида базовых нормативов: первый — элементный, устанавливает затраты времени на типовые элементарные действия (ТЭД). Например, «наблюдать», «записать», «слушать» и др. Второй — комплексный, устанавливает затраты времени на типовые элементарные комплексы (ТЭК). Каждый ТЭК — это процесс, состоящий, как минимум, из трех элементарных действий: восприятия, переработки и реализации информации. Например, «прочитать—выбрать—записать», «наблюдать—выявить отклонение—принять решение—записать» и др. Нормирование строится на Принципе использования типовых нормативов затрат времени на элементы умственного труда (на простейшие задачи) с их коррекцией для данной работы на сложность ее выполнения.
Аналитически-исследовательский метод применяется на работах, отличающихся значительной спецификой организационно-технологических условий ее выполнения. Косвенные методы чаще используются при нормировании труда работников по выполняемым ими функциям (обще,е руководство производством, ремонтное обслуживание, обеспечение производства инструментом и др.). Например, НИИтруда разработана следующая формула для определения численности специалистов по функции «организация и оплата труда»:
Нч = 0,006543 • X10,8527 • Х20,0968,
где X1 — численность промышленно-производственного персонала, чел.;
Х2 — число технологических операций.
На практике применяют несколько методов нормирования труда ИТР и служащих одновременно. Например, требуемую численность работников рассчитывают как сумму численности служащих (определяемую по нормам времени или нормам обслуживания), численности специалистов (по нормам времени и нормам численности) и численности руководителей, определяемой по нормам управляемости и нормативам численности.
5.2.6. Изучение затрат рабочего времени наблюдением
Ранее было сказано, что в аналитически-исследовательском методе нормирования для установления норм используются хронометраж и фотография рабочего времени (ФРВ). Оба эти метода взаимно дополняют друг друга.
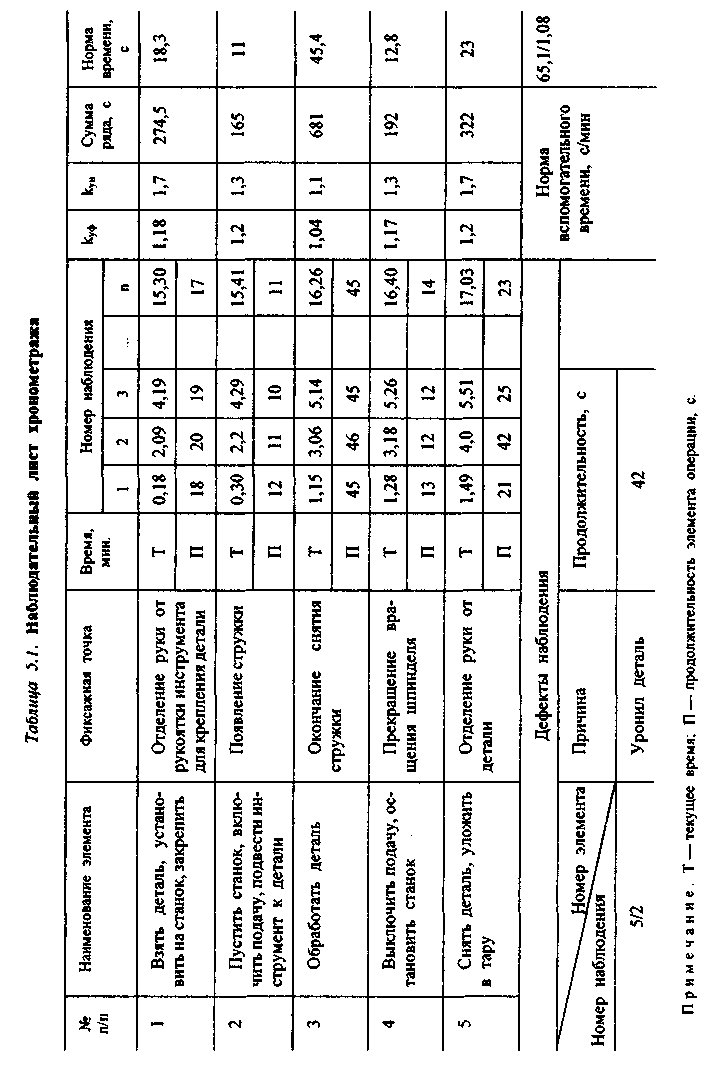
Хронометраж — метод изучения и нормирования затрат времени на выполнение повторяющихся элементов оперативного времени (табл. 5.1). Целью его может являться накопление материалов для разработки нормативов основного (не машинно-автоматического) и вспомогательного времени, непосредственное установление норм времени в условиях массового и крупносерийного производства, изучение методов выполнения комплексов приемов с целью выявления лучших методов и распространения передового опыта.
Хронометраж проводится в три этапа: подготовка к наблюдениям, наблюдения, обработка и анализ результатов. При подготовке к наблюдениям в процессе ознакомления с рабочим местом и операцией на лицевой стороне «Наблюдательного листа» записываются данные об операторе, объекте труда, оборудовании, оснастке, операции и рабочем месте (эскиз планировки). При проведении хронометража в целях нормирования на рабочем месте должны быть устранены организационно-технические неполадки.
Нормируемая операция делится на приемы или комплексы приемов. По ним устанавливаются фиксажные точки, однозначно определяющие моменты окончания одного и начало другого элемента операции. Наименования элементов и фиксажные точки записываются на оборотной стороне наблюдательного листа. В табл. 5.1 приведен ее образец для хронометража, проводимого по комплексам приемов условной станочной операции.
При подготовке к наблюдению определяются также нормативные значения коэффициентов устойчивости хрономегражного ряда и число наблюдений. Нормативные коэффициенты устойчивости, характеризующие допустимую степень варьирования времени выполнения элемента операции, зависят от типа производства, длительности элемента операции (чем короче элемент операции, тем больше коэффициент) и характера элемента (машинно-автоматический, машинно-ручной, или ручной— коэффициент повышается при снижении уровня механизации). Число наблюдений определяется исходя из нормативной величины коэффициента устойчивости хронометражного ряда и требуемой (в зависимости от типа производства) точности установления нормы.
Хронометражные наблюдения проводятся, как правило, когда обеспечивается устойчивый ритм работы. Для регистрации времени чаще всего используются двухстрелочные секундомеры, дающие возможность регистрации текущего времени (строка Т в табл. 5.1) и облегчающие расчеты продолжительности каждого элемента (строка П) в процессе обработки полученных данных. Могут также использоваться и другие регистраторы времени.
Обработка полученных данных начинается с исключения отмеченных дефектных наблюдений и вычисления фактического коэффициента устойчивости хронометражного ряда:
Куф=tmax/tmin
где tmax и tmin — соответственно максимальное и минимальное значения времени выполнения элемента операции в хронометражном ряду.
При этом должно обеспечиваться соотношение Куф < Кун (Кун — нормативный коэффициент устойчивости хроноряда), иначе хронометраж необходимо провести вновь. Затем делением суммы ряда на число наблюдений по каждому из «п» элементов операции вычисляется средняя арифметическая величина itj, которая и включается в норму оперативного времени:
![]()
Вычисление нормы времени может вестись и другими методами, например, улучшенной средней, модой или медианой, требующими существенно большего количества наблюдений. В западных странах при обработке рядов применяются и другие методы, обычно приводящие к ужесточению получаемой нормы времени. В табл. 5.1 показана только итоговая норма вспомогательного времени tв = 1,08 мин, так как норма основного времени (элемент № 3) должна быть рассчитана по соответствующей формуле (tо — машинно-автоматическое время).
Фотография рабочего времени — метод изучения и нормирования затрат рабочего времени путем наблюдения, измерения и записи составляющих этих затрат в процессе наблюдения. Целью ФРВ является накопление материалов для последующей разработки нормативов на подготовительно-заключительное время, время обслуживания рабочего места, регламентированных организационно-технических перерывов, отдыха и личных надобностей, а также нормативов обслуживания; непосредственное установление норм на указанные категории затрат времени (кроме времени toтл), а также выявление потерь рабочего времени, их причин, разработка организационно-технических предложений по их устранению и предупреждению.
Среди разновидностей ФРВ наибольшее распространение получили индивидуальная и групповая ФРВ, метод моментных наблюдений и самофотография рабочего времени.
Индивидуальная ФРВ наиболее часто используемая для нормирования труда, как и хронометраж, проводится в три этапа:
подготовка к наблюдениям,
наблюдения,
обработка и анализ результатов.
Подготовка к наблюдениям заключается в тщательном ознакомлении с производственной операцией, условиями труда. При этом в соответствующие графы формы (листа) ФРВ вносятся данные об операторе, объекте труда, оборудовании, оснастке, операции, условиях труда на рабочем месте. Если ФРВ производится в целях нормирования, целесообразно устранить выявленные организационно-технические неполадки. Наблюдения проводятся в течение установленного времени (например, смены), используя для замеров обычные часы (требуемая точность 0,5—1 мин). В наблюдательный лист формы (табл. 5.2) записываются в соответствии с принятой классификацией элементы затрат времени и соответствующее текущее время окончания элемента.
Таблица 5.2. Наблюдательный лист ФРВ
№ п/п |
Что наблюдалось |
Текущее время (Т) |
Продолжительность, мин |
Индекс |
1 2 3
4 5 6 7 |
Начало наблюдения Раскладка инструмента Получение чертежа детали и ознакомление с ним Инструктаж мастера Наладка станка Обработка деталей Подналадка станка |
7.30 7.38 7.44
7.50 7.59 8.22 8.25 |
8 6
6 9 23 3 |
ОРГ-1 ПЗ-1
ПЗ-2 ПЗ-9 ОП ТЕХ-2 |
55 56 |
Уборка рабочего места Передача рабочего места сменщику |
16.25 16.30 |
6 5 |
ОРГ-1 ОРГ-4 |
Обработка полученных результатов начинается с вычисления в наблюдательном листе продолжительности каждого элемента затрат времени и его индексации в соответствии с принятой системой. После этого в форме ФРВ заполняется сводка затрат времени (выборочный бланк), в которую переносятся из наблюдательного листа сгруппированные по категориям все затраты времени (табл. 5.3).
В фактическом балансе времени наряду с явными потерями времени (ПНТ, ПНД) могут быть выявлены и скрытые, связанные с несоблюдением технологической и организационной дисциплины, например, получение оператором инструмента в ИРК при предусмотренной централизованной доставке инструмента на рабочие места. Поэтому из нормального баланса исключаются как явные, так и скрытые потери времени, а «освободившееся» время добавляется в целях обеспечения повышения производительности труда к оперативному времени (ОП). Возможный рост производительности труда при этом в процентах:
![]()
где Топн и Топф — соответственно оперативное время по нормальному и фактическому балансу рабочего времени.
Разработанные мероприятия по устранению потерь включаются в план организационно-технических мероприятий на очередной плановый период или реализуются, при возможности, немедленно.
Таблица 5.3. Сводка затрат времени
Индекс категории |
Индекс элемента |
Наименование элемента |
Повторяемость |
Баланс, мин |
|
фактич. |
нормальный |
||||
ПЗ |
ПЗ-1 |
Получение чертежа детали и ознакомление с ним |
1 |
6 |
6 |
|
ПЗ-2 |
Инструктаж мастера |
2 |
9 |
9 |
|
ПЗ-9 |
Наладка станка |
1 |
9 |
9 |
ОП |
|
Обработка деталей |
11 |
387 |
412 |
ТЕХ |
ТЕХ-1 |
Смена затупившегося инструмента |
3 |
21 |
11 |
|
ТЕХ-2 |
Подналадка станка |
2 |
7 |
7 |
ПНТ |
ПНТ-3 |
Нет заготовок |
1 |
4 |
— |
пнд |
ПНД-2 |
Ушел раньше времени на обед |
1 |
2 |
— |
|
ПНД-4 |
Посторонний разговор |
1 |
3 |
— |
|
|
|
Итого: |
480 |
480 |
Количество наблюдений по категориям затрат времени, необходимое для установления обоснованных нормативов времени, рассчитывается статистическими методами с учетом допустимой погрешности. На практике проводят минимум три ФРВ для разработки нормативов времени по средним значениям.
При проведении групповой ФРВ используется иная форма документации, что связано с необходимостью наблюдения одним нормировщиком группы рабочих. Один из вариантов наблюдательного листа такой ФРВ показан в табл. 5.4. Через определенные промежутки времени (в зависимости от количественного состава группы) в наблюдательном листе индексами отмечаются элементы затрат времени, выполняемые каждым членом группы. Результаты наблюдений обрабатываются, как и при индивидуальной ФРВ, однако точность полученных данных будет меньшей.
Таблица 5.4. Наблюдательный лист групповой ФРВ
Периодичность наблюдений |
Члены группы |
||
1 |
2 |
3 |
|
7.30 |
Начало наблюдений |
||
32 |
ПЗ-1 |
ОРГ-1 |
ОРГ-1 |
34 |
ПЗ-1 |
ОРГ-1 |
ОРГ-1 |
36 |
ПЗ-1 |
ОРГ-1 |
ОРГ-1 |
38 |
ПЗ-2 |
ПЗ-4 |
ОРГ-2 |
40 |
ПЗ-2 |
ПЗ-4 |
ПЗ-5 |
Для получения структуры затрат времени сразу по многим рабочим местам, например участку цеха в целом или нескольким участкам, используют метод моментных наблюдений, основанный на теории вероятностей и математической статистике, так как наблюдения проводятся в случайно выбранные моменты времени. Наблюдательный лист по одной оси содержит перечень индексов типовых элементов затрат рабочего времени, а по другой — перечень проверяемых рабочих мест. Наблюдатель, обходя по случайному маршруту все рабочие места, последовательно отмечает в листе, какой конкретно элемент затрат времени выполняется на каждом рабочем месте. Количество наблюдений п, позволяющее сделать обоснованные выводы о структуре затрат рабочего времени, рассчитывается по формуле
nм=α2(1-μ)/μρ2
где α — коэффициент, характеризующий уровень вероятности нахождения ошибки наблюдения в заданных пределах (α2 = 2 для крупносерийного производства и α2 = 3 для мелкосерийного и единичного); μ — удельный вес затрат на данный элемент в рабочем времени; ρ — допустимая величина относительной ошибки результатов наблюдений (ρ = 0,03 - 0,1).
На основе метода моментных наблюдений для всей группы рабочих мест могут быть установлены структура затрат рабочего времени, характер и доля потерь времени, степень использования оборудования, величина и характер его простоев, коэффициенты занятости рабочих и др.
Для выявления потерь рабочего времени, не зависящих от работников, успешно используется самофотография рабочего дня, позволяющая одновременно охватить трудовой коллектив всего предприятия. Полезно проведение самофотографии ИТР и служащих, позволяющей вскрыть не только потери времени, но и функции, которые не должны выполнять те или иные работники. Данные о явных или скрытых потерях времени заносят сами работники в «карточку самофотографии». На обороте записываются предложения по устранению потерь времени.
Следует иметь в виду, что самофотография выявляет потери времени по организационно-техническим причинам, которые имеют наибольший удельный вес в структуре потерь времени. Результаты самофотографии систематизируются и анализируются для разработки организационно-технических мероприятий, направленных на ликвидацию потерь времени и исключение функций, не свойственных данной профессии и специальности.
5.2.7. Нормативы для нормирования труда
Нормативные материалы для нормирования труда — это исходные регламентирующие материалы, предназначенные для расчета продолжительности выполнения отдельных элементов конкретной работы. Нормативы являются базой аналитически-расчетного метода нормирования труда. Их использование значительно сокращает трудоемкость процесса нормирования.
Нормативные материалы классифицируются по 1) назначению, 2) степени укрупнения, 3) сфере применения, 4) категориям работников и видам затрат.
В зависимости от назначения различают следующие виды нормативов:
нормативы режимов работы оборудования — необходимы для расчета затрат основного времени работы;
нормативы времени — регламентируют затраты времени на выполнение отдельных элементов технологического и трудового процессов, например нормативы времени на установку и снятие деталей при обработке и пр.; разрабатываются как на элементы трудового и технологического процессов (трудовое действие, трудовой прием и комплекс приемов, операция), так и на категории затрат рабочего времени (основное, вспомогательное, время обслуживания рабочего места и пр.);
нормативы численности — устанавливают регламентируемую численность исполнителей на выполнение определенного объема работ или его части (например, численность специалистов по организации и оплате труда или численность рабочих по уборке помещения и т.п.);
нормативы обслуживания — это численность работников или число производственных объектов (единиц оборудования, рабочих мест и т.п.), которые должны обслуживаться одним работником или группой работников в течение единицы рабочего времени в определенных организационно-технических условиях.
По степени укрупнения нормативные материалы делятся на дифференцированные и укрупненные. Дифференцированные нормативы устанавливают время выполнения отдельных приемов и более мелких элементов трудового процесса (трудовые действия, трудовые движения), например время на загрузку или выгрузку деталей на поддон (в коробку или другую тару) навалом вручную, позволяют точнее установить время разных работ и технологических процессов. Их используют для проектирования норм в массовом, крупносерийном и иногда в серийном производстве. Укрупненные нормативы разработаны на выполнение комплекса связанных между собой трудовых приемов. Степень укрупнения нормативов зависит от количества трудовых приемов, объединяемых в одну группу.
Эти нормативы создаются по нескольким категориям затрат времени на один или несколько трудовых приемов или по одной категории затрат на выполнение определенного комплекса приемов. В первом случае это нормативы на переход, комплекс приемов, во втором — нормативы на неполное штучное время, или на вспомогательное, подготовительно-заключительное время и т.п. Пример укрупненного норматива времени по нескольким категориям затрат — «время на контроль детали твердомером». Пример укрупненного норматива времени по одной категории затрат — это вспомогательное время на сборку деталей на проволоку и их разборку при термообработке.
К укрупненным нормативам относятся типовые и единые нормы. Единые нормы разрабатываются на однородные работы, выполняемые во всех производствах по одинаковой или сходной технологии. Эти нормы применяются всеми предприятиями, где проводятся данные работы. Например, единые нормы на монтажные работы оборудования определенного вида. Типовые нормы разрабатываются на однородные работы, выполняемые по типовой технологии. Их используют в первую очередь при производстве нормализованных деталей и деталей общего назначения (валы, шестерни, крепежные детали и т.п.).
По сфере применения нормативы подразделяют на местные (заводские), отраслевые и межотраслевые. Межотраслевые нормативы используются для нормирования труда на работах нескольких отраслей. Примером этих нормативов являются «Общемашиностроительные нормативы времени на обслуживание станочных автоматических линий». Отраслевые нормативы используют для нормирования труда на предприятиях данной отрасли. Местные нормативы создают на самом предприятии применительно к существующим организационно-техническим условиям производства.
По категориям работников нормативные материалы разделяются в соответствии с классификацией промышленно-производ-ственного персонала машиностроительного завода. Например, нормативы численности рабочих по обслуживанию процесса производства, нормативы численности специалистов, служащих и т.п.
По видам затрат нормативные материалы разделяются на нормативы основного времени, вспомогательного времени, времени обслуживания рабочего места и т.д.
Нормативные материалы представляют в виде математических зависимостей (аналитическая форма), в графической и табличной форме. Аналитическая форма является наиболее компактной и удобной для механизации и автоматизации расчетных работ. Графическая форма наглядна и достаточно компактна, однако требует определенных навыков при работе с графиками и номограммами, кроме того, расчет по графикам менее точен, чем по аналитическим формулам. Табличная форма является самой распространенной, но и наиболее громоздкой формой представления нормативов. Преимуществом ее является удобство и простота расчета.
Нормативные материалы должны быть простыми и удобными для их использования, обеспечивать небольшие затраты времени на расчет норм и исключать возможность различного толкования влияния факторов на продолжительность нормируемого элемента. Для отражения требований прогрессивности и обоснованности нормативные материалы необходимо систематически пересматривать в целях поддержания необходимого уровня, учета современных достижений в организационно-технических условиях выполнения работ.
5.2.8. Технические средства для нормирования труда
Нормирование труда предполагает комплексное исследование не только затрат рабочего времени, но и изучение производственного процесса. С этой целью применяют различные технические средства, которые по назначению можно разделить на следующие группы:
приборы и аппаратура для измерения затрат рабочего времени;
приборы и аппаратура для изучения методов и приемов труда.
Приборы и аппаратуру для измерения затрат рабочего времени используют при установлении и пересмотре норм, изучении затрат рабочего времени, разработке норм и нормативов времени и анализе причин невыполнения установленных норм. В зависимости от целей исследований выбирают различные приборы и аппараты. При проведении ФРВ обычно используют часы, при хронометраже — секундомеры одно- и двухстрелочные, а также хроноскопы, позволяющие учитывать доли секунды. Так, для проведения хронометража в производственных условиях используется прибор ПХР-1М, который состоит из четырех однострелочных секундомеров, закрепленных на планшете. Три секундомера служат для фиксации затрат времени, четвертый — суммирующий. Использование прибора в значительной степени облегчает считывание результатов наблюдения.
Стрелочно-циферблатные приборы просты в обращении, но для изучения затрат времени необходимо одновременно наблюдать за действиями работника, показаниями стрелок прибора и вручную записывать результаты проводимых наблюдений. Поэтому наблюдения при помощи таких приборов трудоемки и утомительны для наблюдателя, что может привести к серьезным ошибкам.
В последнее время для изучения затрат времени применяют электронные приборы с цифровой индексацией, позволяющие фиксировать продолжительность различных категорий затрат и суммарную продолжительность затрат. Механические счетчики повторяемости с цифровой индексацией используют главным образом для проведения ФРВ. Примером служит прибор ПМН-1, предназначенный для проведения моментных наблюдений. Прибор представляет собой блок из 10 цифровых счетчиков и суммирующего счетчика. При необходимости блок может быть соединен с другим таким же блоком, что позволяет увеличить число изучаемых элементов до 20 и более. В блоке каждый счетчик моментов фиксирует число повторений определенных затрат времени (например, оперативное время). Все счетчики соединены с суммирующим.
Применение многоканальных приборов и устройств позволяет не только регистрировать время, но и обрабатывать результаты исследований. Это облегчает труд исследователей и повышает обоснованность результатов. Для автоматизации процесса сбора и обработки информации о затратах рабочего времени можно применять системы сбора и обработки данных, позволяющие регистрировать параметры трудового процесса на машинных носителях для последующей их обработки на ЭВМ. Например, при получении сигнала, соответствующего фиксажным точкам, информация по каждой фиксажной точке переписывается в память ЭВМ. На основании этих данных по окончании хронометража проводят автоматическую обработку хронометражных рядов.
Визуальные наблюдения требуют присутствия наблюдателя в непосредственной близости от работника, выполняющего изучаемый процесс. Это обстоятельство сказывается на работе наблюдаемых рабочих. Трудности устраняются при использовании системы наблюдения на базе промышленного телевидения. Промышленные телевизионные установки могут применяться для дистанционного изучения элементов операции (дистанционный хронометраж), проведения индивидуальной и групповой фотографии рабочего времени.
Приборы и аппаратура для изучения методов и приемов труда обеспечивают глубокое и объективное исследование изучаемого процесса, позволяют расчленять трудовой процесс на отдельные элементы, с высокой точностью регистрировать продолжительность и содержание процесса, значительно расширять круг изучаемых характеристик. Основными группами приборов и аппаратуры для изучения методов и приемов труда являются: видеоаппаратура; осциллографическая аппаратура, а также комбинирование этих аппаратов (например, видеосъемка с осциллографированием).
Для регистрации и последующего анализа трудовых процессов может быть использована видеоаппаратура. Преимуществом видеозаписи является возможность воспроизведения трудового процесса сразу после окончания записи, отсутствие необходимости обработки пленки, наличие синхронного звукового канала для пояснений, возможность одновременной синхронной демонстрации на нескольких экранах. К недостаткам следует отнести большую стоимость системы, значительную сложность компоновки рационального процесса путем монтажа и невысокую разрешающую способность бытовых видеомагнитофонов.
Одним из способов автоматической регистрации технологических и трудовых процессов во времени является их осциллографическая запись. Установка для осциллографирования операций включает датчики, блок питания и регулирования, осциллограф, отметчик времени и хрономет-ражную приставку-шифратор. Датчики позволяют регистрировать на осциллограмме машинные и машинно-ручные элементы операций. Так как в операции имеются ручные элементы (взять, установить и т.п.), установка оснащена хронометражной приставкой. С ее помощью на осциллограмме регистрируются моменты начала и окончания каждого ручного элемента операции. При расшифровке осциллограммы получают данные о составе элементов операции, их продолжительности, степени совмещения элементов операции между собой и т.п.