

Глава 2.3. Организационные формы производственных процессов
2.3.1. Непоточные формы организации производственного процесса
В условиях единичного, мелкосерийного и серийного производства применяются главным образом непоточные формы организации производственного процесса. Широкая номенклатура выпуска и небольшое количество изготовляемой продукции в пределах каждой номенклатурной позиции плана не позволяют обеспечить полную загрузку рабочих мест и их узкую специализацию. Требование универсальности реализуется следующими путями:
организацией производства с групповым расположением оборудования (технологический принцип специализации), когда на каждой одноименной группе оборудования выполняются аналогичные технологические операции (сверлильные, токарные, фрезерные и т.п.); технологический процесс строится по принципу дифференциации операций, а взаимосвязь операций отражается в маршрутном технологическом процессе;
произвольным (свободным) расположением оборудования в условиях гибкого производства. Технологический процесс строится по принципу концентрации операций. Для этого оборудование обладает необходимым набором (магазином) инструментов, автоматизированной переналадкой, различными устройствами и механизмами. Концентрация разных операций на одном рабочем месте приводит к сочетанию преимуществ технологической и предметной специализаций;
организацией предметно-замкнутых участков (ПЗУ) с предметным принципом специализации; возможно образование ПЗУ со свободным маршрутом движения закрепленных за участком изделий и с однонаправленным (поточным) перемещением обрабатываемых изделий по оборудованию.
Последний вариант является переходным от непоточных форм организации производственного процесса к поточному производству.
При групповом расположении оборудования требующееся количество единиц оборудования в каждой группе можно рассчитать по формуле
![]()
где Тплj — количество станко-часов, необходимое для выполнения производственной программы, по данной j-й группе оборудования; FД — действительный фонд времени работы единицы оборудования в плановом периоде, ч.
В свою очередь, величину Тпл по j-му виду работ рассчитывают по формуле
где Ni — программа запуска изделий i-ro наименования продукции; tij — норма времени на изготовление единицы продукции i-ro наименования по j-му виду работ; kвнj — коэффициент выполнения норм времени по j-му виду работ.
Потребное количество оборудования затем сопоставляется с фактическим количеством оборудования по данной группе. Из сопоставления можно получить средний коэффициент загрузки оборудования:
K3j — Cpj / Cфj
и коэффициент соответствия имеющегося количества оборудования потребному его числу:
kcj=Cфj/Cpj
В случае построения производственного процесса по принципу концентрации операций необходимое количество оборудования для обработки изделий i-ro наименования Cj определяется по формуле
![]()
где kn — коэффициент, учитывающий потери времени по организационно-техническим причинам; qne — часовая (цикловая) производительность оборудования, шт/ч:
qпе=nцl/Tцl
где kn — количество изделий, обрабатываемых за цикл; Tцl — цикл изготовления изделия i-ro наименования, час.
Коэффициент загрузки единицы j оборудования
![]()
где Ту — время работы оборудования по управляющей программе за плановый период, ч; Тв— время вспомогательных работ, ч; Тоб — время организационно-технического обслуживания оборудования, ч.
Предметно-замкнутые участки обеспечивают замкнутый цикл изготовления изделий и тем самым реализуют преимущества предметной специализации. Их технологической основой являются единичные и типовые технологические процессы. Номенклатура деталей, закрепляемых за ПЗУ меньше, чем на участках технологической специализации, но стабильность выпуска выше, поэтому основой организации ПЗУ является классификация обрабатываемых деталей по определенным признакам и закрепление полученных в результате классификации групп за рабочими местами.
Признаками классификации могут быть: конструкционная и технологическая схожесть, масса и габариты, точность обработки, вид обрабатываемого материала и пр. Наиболее эффективны ПЗУ с одинаковыми или сходными технологическими маршрутами изготовления, так как это уменьшает цикл изготовления продукции. Число всех вариантов сходных технологических маршрутов mтм определяется по формуле
mтм=2kmax-1
где кмах — наибольшее количество операций (и используемого оборудования) в деталях данной группы.
Так, если деталь А имеет из группы максимальное количество операций, равное 3, с последовательностью обработки: токарная (Т) — сверлильная (С) — фрезерная (Ф), то возможно 23 - 1 = 7 сходных технологических маршрутов; 1) Т-С-Ф; 2) Т-С; 3) Т-Ф; 4) С-Ф; 5) Т; 6) С; 7) Ф. Если невозможна полная загрузка рабочих мест деталями данной группы со сходными технологическими маршрутами, то за этими рабочими местами можно закреплять детали других групп с разнообразной последовательностью операций. В силу этого, трудно рассчитать коэффициенты загрузки рабочих мест для всех возможных вариантов закрепления деталей за предметно-замкнутыми участками.
Каждая принятая последовательность запуска деталей в обработку на ПЗУ характеризуется своим совокупным производственным циклом изготовления всей группы деталей. Поэтому возникает задача выбора оптимального варианта запуска в обработку деталей группы, приводящего к минимальному совокупному производственному циклу.
2.3.2. Организация поточного производства
Признаки, преимущества и классификация поточного производства
Поточное производство — экономически целесообразная форма организации процесса изготовления изделий и входящих в них элементов. Основные признаки поточного производства:
прямолинейность (прямоточность) — цепное расположение рабочих мест в соответствии с последовательностью выполнения операций технологического процесса, исключающее возвратные движения изготовляемых объектов;
непрерывность — отсутствие пролеживания обрабатываемых объектов;
параллельность — одновременное выполнением операций (видов работ) на различных рабочих местах;
пропорциональность — отсутствие диспропорций в производительности на взаимосвязанных операциях;
ритмичность — выпуск в равные промежутки времени одинакового количества изделий, показателем ритмичности является равенство (кратность) отношений затрат времени на операции (tj) к количеству рабочих мест на каждой из них, т.е.
![]()
где r — такт поточной линии (ритм R = р • r, где р — величина транспортной (передаточной) партии);
гибкость — возможность переналаживать и перенастраивать поточные линии (участки) на изготовление различных групп изделий, полу-
ченных при классификации по конструкционно-технологическим признакам с выделением типовых представителей, являющихся основой разработки типовых технологий.
Поточное производство является наиболее экономически целесообразной и конкурентоспособной формой организации процессов изготовления изделий и входящих в них элементов.
Это предопределяется:
высоким техническим и организационно-экономическим уровнем поточных линий, комплектуемых из машин и оборудования с ЧПУ, промышленных роботов, обрабатывающих центров, модулей, инструментальных блоков, средств автоматического регулирования и управления;
применением прогрессивных технологий, сберегающих материальные, энергетические, трудовые и другие ресурсы;
высоким качеством изготовляемых изделий и сравнительно меньшими издержками на их производство;
организационно-экономическими решениями, результатами которых являются:
достаточная стабильность номенклатуры изготовляемых объектов и повторяемость их выпуска;
сравнительно большой объем выпуска одинаковых и однотипных объектов в течение продолжительного периода;
полная конструкционно-технологическая отработка изготовляемых объектов с учетом ТУ, ГОСТ, ОСТ, СТП, требований потребителей (заказчиков) и спроса на рынке;
возможность рационального расчленения или концентрации операций каждой стадии процесса производства изделий для достижения наиболее полной синхронизации, целесообразного разделения труда и эффективного использования рабочих мест;
наличие классификаций изготовляемых изделий по конструкционно-технологическим признакам;
создание предпосылок для эффективного применения переналаживаемых (перенастраиваемых) поточных линий со свободным ритмом и предметно-замкнутых участков.
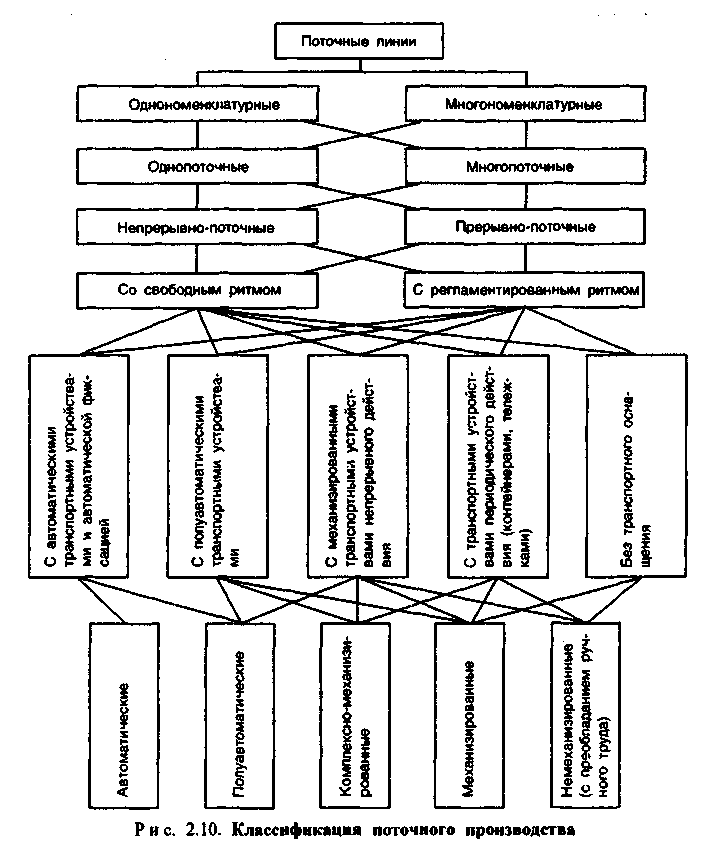
Классификация поточного производства имеет целью систематизировать его разновидности с выделением определенных структурных подразделений с учетом совокупности факторов, приведенных на рис. 2.10. Она охватывает не только разновидности поточного производства, но и наглядно характеризует связи между ними.
Характеристика особенностей, расчет параметров и области применения поточных линий (рис. 2.11), классифицированных по признакам 1—6, приведены ниже. Линии, классифицированные по признаку 7, отличаются следующими особенностями:
на линиях с жесткой связью отсутствуют заделы, эти линии занимают меньшую производственную площадь, имеют более простую конструкцию оборудования и поэтому значительно дешевле линий с гибкой связью. Однако неисправность любого механизма этих линий влечет за собой остановку всей линии, что является их существенным недостатком;
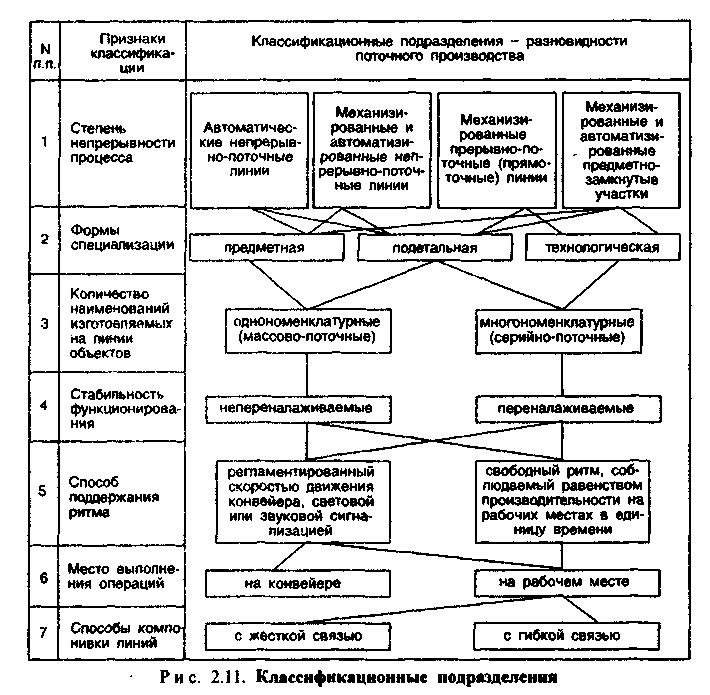
линии с гибкой связью имеют накопители полуфабрикатов у каждого рабочего места, поэтому отличаются меньшими потерями времени из-за отказов отдельных механизмов линии.
Особенности организации и расчет основных параметров поточных линий
Выбор организационных форм поточных линий определяется тактом работы линии, степенью синхронизации операций технологического процесса, уровнем загрузки рабочих мест на линии.
Под тактом поточной
линии (г) понимается период времени
между запуском (выпуском) на линию
данного объекта (деталей, сборочных
единиц, изделий) и следующего за ним
объекта. Такт является функцией  заданной
программы выпуска и существенно влияет
на выбор технологического процесса,
оборудования, оснастки, транспортных
средств и т.д. В общем виде расчетная
величина такта
заданной
программы выпуска и существенно влияет
на выбор технологического процесса,
оборудования, оснастки, транспортных
средств и т.д. В общем виде расчетная
величина такта
R=Fд/Nз
где Fд — действительный фонд времени за определенный плановый период (смену, сутки, месяц); N3 — количество запускаемых на поточную линию объектов производства за тот же период.
С учетом регламентированных перерывов (Тпер) и планируемого уровня брака (а,%)
где Тсм — продолжительность смены, мин; Nвсут — суточная программа выпуска, шт.; f—количество рабочих смен.
В тех случаях, когда передача с операции на операцию осуществляется транспортными партиями (небольшие детали, малая величина такта, измеряемая секундами) рассчитывается ритм поточной линии (R):
R = г * р,
где р — величина транспортной (передаточной) партии.
В целях достижения единого такта или ритма поточной линии при организации поточного производства осуществляется синхронизация, т.е. выравнивание производительности по всем операциям технологического процесса. К наиболее распространенным способам синхронизации относятся: расчленение операции на переходы и комбинирование порядка выполнения операций или группирование переходов нескольких операций, концентрация операций, введение параллельных рабочих мест на операциях, длительность которых кратна такту, интенсификация режимов работы, совмещение времени выполнения нескольких переходов, рационализация рабочих приемов, совмещение времени машинной и ручной работы и др.
Предварительная синхронизация с отклонением от такта (ритма) в пределах примерно ± 10% осуществляется при проектировании поточных линий, а окончательная, более точная — при отладке линии.
Необходимое число рабочих мест (единиц оборудования) для каждой операции
Сpi=ti/r
где CPi — расчетное число рабочих мест на i-й операции; ti — норма времени на i-й операцию, мин.
При полной синхронизации потока величина Срi; — всегда целое число, загрузка рабочих мест полная и одинаковая на всех операциях. При неполной синхронизации Cpi не равно целому числу. Экономически целесообразно округлить Cpi до ближайшего меньшего целого числа, предусмотрев при этом использование рациональной оснастки, более рационального режима работы оборудования и т.д. Допустимое отклонение от такта на каждой операции должно быть не более 10% со снятием перегрузки при отладке линии. Если это условие не выдержано, линия не считается синхронной, непрерывно-поточной.
Коэффициент загрузки рабочих мест на каждой операции
Kз.о.i=(Cpi/Cni)*100
где Cni — принятое число рабочих мест на i-й операции.
Средний коэффициент загрузки рабочих мест на поточной линии:
![]()
где m — число операций на линии.
Коэффициенты K30.i и К30.Ср являются показателями целесообразности применения поточного производства. Желательно иметь в массово-поточном производстве нижний предел загрузки рабочих мест 80—85%, а в серийно-поточном — 70—75%.
Число рабочих-операторов на i-й операции (Poi):
Poi=Cni*f/wH.o.i
где wH.o.i — норма обслуживания на i-й операции; f— число смен. Общее число рабочих-операторов на поточной линии
![]()
где b — дополнительное число рабочих-операторов, % к расчетному числу рабочих на линии (ориентировочно b составляет 5—10%).
Планировка поточной линии начинается с разработки схем расположения рабочих мест по всем операциям и выбора рациональных транспортных средств. В результате общей компоновки поточной линии определяются ее внешний контур, способ расстановки оборудования, расположение транспортных средств, средств промежуточного и окончательного контроля, мест для заделов и т.д.
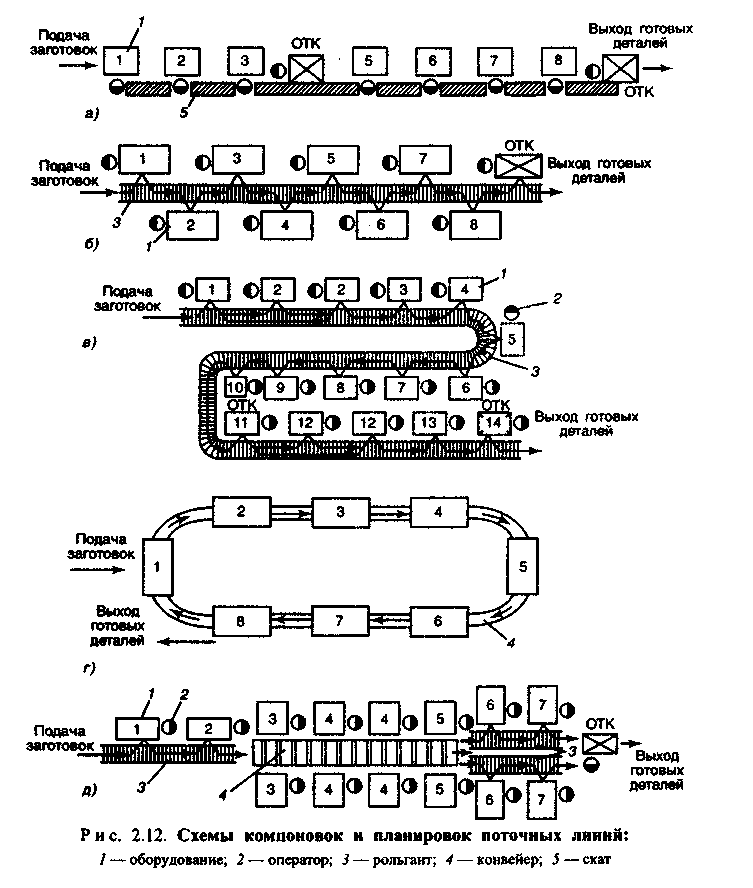
Планировка поточных линий (рис. 2.12) должна обеспечивать прямо-точность и наиболее короткий путь движения изделия, рациональное использование производственных площадей, удобство транспортировки заготовок и деталей к рабочим местам, обслуживания и выполнения ремонтов.
Для линий с регламентированным (принудительным) ритмом наиболее характерными являются распределительный и рабочий конвейеры.
Распределительный конвейер — линия, оснащенная механическим транспортом, который перемещает изготовляемые объекты, адресует их (с помощью разметочных знаков или автоматических устройств) к соответствующим рабочим местам, регламентирует ритм работы линии. Сама работа производится на стационарных рабочих местах у конвейера.
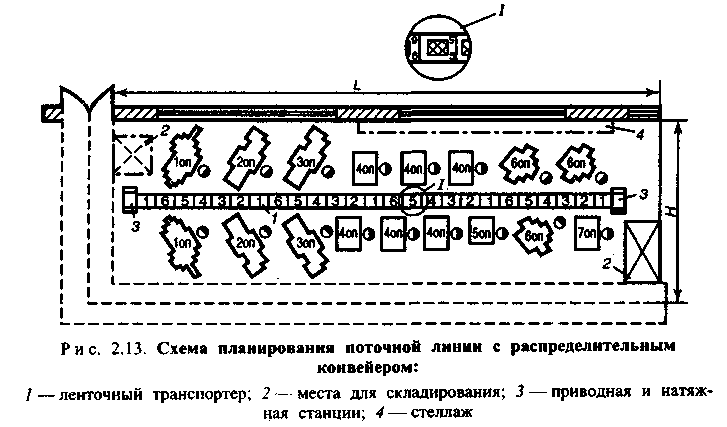
Поточные линии с распределительным конвейером применяются при обработке заготовок и деталей, а также удобны при сборке узлов и изделий небольших габаритов и массы с коротким производственным циклом (рис. 2.13).
После расчета такта, количества рабочих мест для последующей планировки конвейера устанавливается его шаг lо, т.е. расстояние между осями симметрии двух рядом расположенных объектов на конвейере.
Длина деления, или шаг конвейера, определяется габаритами объекта и необходимым расстоянием между двумя смежными объектами, корректируется с учетом допустимой скорости движения конвейера.
Скорость движения конвейера должна соответствовать такту потока. Это соответствие достигается, если путь, равный шагу, конвейер проходит за такт
Vk=lo/r.
Период распределительного конвейера (Пк) — это комплект знаков, предназначаемых для его разметки. При одинаковой производительности всех рабочих, закрепленных за каждой операцией, Пк рассчитывается как наименьшее общее кратное из числа рабочих мест на всех операциях поточной линии (табл. 2.3).
Таблиц 2.3. Пример закрепления разметочных знаков за рабочими поточной линии с распределительным конвейером
№ операций поточной линии |
Количество рабочих мест |
№ рабочих |
Величина периода |
Число разметочных знаков, закрепленных за рабочим |
Закрепленные знаки |
1 |
1 |
1 |
|
6 |
1, 2, 3, 4, 5, 6 |
2 |
2 |
1 |
Пk = 6 |
3 |
1, 3, 5 |
|
|
2 |
|
3 |
2, 4, 6 |
|
|
1 |
|
2 |
1, 4 |
3 |
3 |
2 |
|
2 |
2, 5 |
|
|
3 |
|
2 |
3, 6 |
Распределение разметочных знаков между рабочими может применяться как равномерное, так и неравномерное (при разной степени освоения операции).
Длина рабочей части конвейера lрк определяется на основе его планировки (рис. 2.13) с учетом вариантов расположения (вдоль конвейера) необходимого для каждой операции оборудования, занимаемой им площади и предусмотренных по условиям техники безопасности промежутков между рабочими местами. При этом lр.k должна быть согласована с периодом конвейера. Так, для ленточного конвейера его полная длина
![]()
где D — диаметр барабана приводной станции, или
![]()
где Кпов — целое число повторений периода (Пк) конвейера на ленте.
![]()
Производственный цикл
![]()
где Cpa6.i и Скон.i; — соответственно число рабочих и контрольных мест на конвейере.
Наиболее технически совершенными являются поточные линии с распределительным конвейером, если объекты автоматически распреде-
ляются по рабочим местам, имеющим приемные и отправочные устройства с таймерами, гибко связанные с движущимся конвейером. Это освобождает рабочих от съема и укладки обрабатываемых объектов на конвейер. Однако применение таких устройств требует тщательного экономического обоснования в связи с их большой стоимостью.
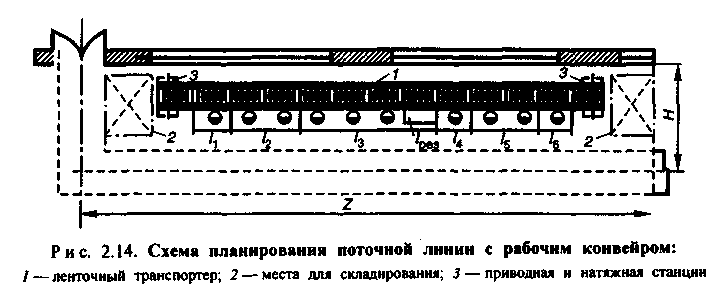
Рабочий конвейер (рис. 2.14) оснащен механическим транспортером, который перемещает обрабатываемый объект вдоль линии, регламентирует ритм работы и служит местом выполнения операций. Поскольку объекты не снимаются с конвейера, линии с рабочим конвейером применяют главным образом для сборки, сварки изделий, заливки в формы (в литейных цехах), окраски узлов и агрегатов в специальных окрасочно-су-шильных камерах.
Различают поточные линии с непрерывным и прерывным («пульсирующим») движением конвейера. В первом случае все операции выполняются «на ходу», во втором — в период остановки конвейера. Пульсирующие конвейеры применяют при изготовлении изделий, требующих неподвижного положения при выполнении операций технологического процесса, или когда скорость конвейера при непрерывном его движении больше допустимой.
Шаг рабочего конвейера (10) при сборке небольших изделий часто принимают равным 1—1,2 м. При сборке крупногабаритных изделий руководствуются такими же соображениями, как и для распределительного конвейера, т.е. учитываются габариты объектов и расстояние между ними. Максимально допустимый шаг лимитируется допустимой скоростью движения конвейера.
Рациональными скоростями рабочего конвейера считаются 0,5— 2,5 м/мин при сборке небольших объектов или при повышенных требованиях к ее точности. При таких скоростях вполне допустимо непрерывное движение конвейера. Если требуется скорость больше 2,5 м/мин, может быть использован конвейер пульсирующего типа.
Для выполнения операций на непрерывно движущемся конвейере каждой из операций отводится зона (площадка), границы которой отмечают условными знаками на полу или на неподвижной части конвейера. Длина этой зоны
lHi=lo*ti/r=loCi
Когда фактическая продолжительность операций колеблется в ощутимых пределах около среднего своего значения, то при определении длины зоны таких операций предусматривают резервную (добавочную) зону 1рез, длина которой
![]()
где ∆i — число резервных делений, которое нужно добавить к нормальной длине зоны i-й операции; ∆i должно быть целым числом:
∆i = (timax - ti) / r,
где timax — максимальная длительность выполнения i-й операции. При укрупненных расчетах
![]()
Общая длина зоны i-й операции lобщi может быть определена по формуле
![]()
Длина рабочей части конвейера
![]()
где m1 — число операций, имеющих резервную зону
или
![]()
Производственный цикл одного объекта производства
![]()
Стационарные непрерывно-поточные линии применяются при производстве крупногабаритных конструкций большой массы, изготовление которых связано с выполнением сложных сборочно-монтажных операций. Их транспортировка технически затруднена и экономически нецелесообразна. В данном случае изделия в течение всего процесса изготовления остаются на одних и тех же стендах (манипуляторах и других устройствах), число которых в наиболее простом случае равно числу операций. При ti = r группы рабочих или бригады переходят от одного стенда к другому через один такт. Закончив первую операцию на первом стенде, группа переходит для выполнения этой же операции на втором стенде, а к первому стенду подходит вторая группа и т.д. В ряде случаев синхронизация линии может быть проведена варьированием количества рабочих в группе:
![]()
где Рri— количество рабочих в группах (бригадах).
При этом
r=tобр+tпер
где to6p , tnep — соответственно время на обработку (сборку) и переход группы от одного стенда к другому.
Поддержание заданного такта достигается с помощью цифровой (табло), световой или звуковой сигнализации, т.е. стационарные поточные линии — это линии со свободным ритмом. Для исправления дефектов на линии предусматривается 1—2 дополнительных стенда.
Прямоточные (прерывно-поточные) линии чаще всего применяются при механической обработке деталей (заготовок), когда имеет место недогрузка оборудования из-за несинхронности процесса. Поэтому прямоточные линии экономически оправдывают себя, если: а) достигнута синхронизация части операций, включенных в технологическую цепочку линии; б) возможна комбинированная загрузка рабочих, работающих на недогруженном оборудовании, путем закрепления за ними двух-трех операций (рис. 2.15, а).
Для прямоточных линий устанавливается наиболее целесообразный для данных условий производства период обслуживания (период комплектования выработки Rk (рис. 2.15, б) закрепленных за операторами-совместителями рабочих мест. R* зависит от уровня ритмичности, размера
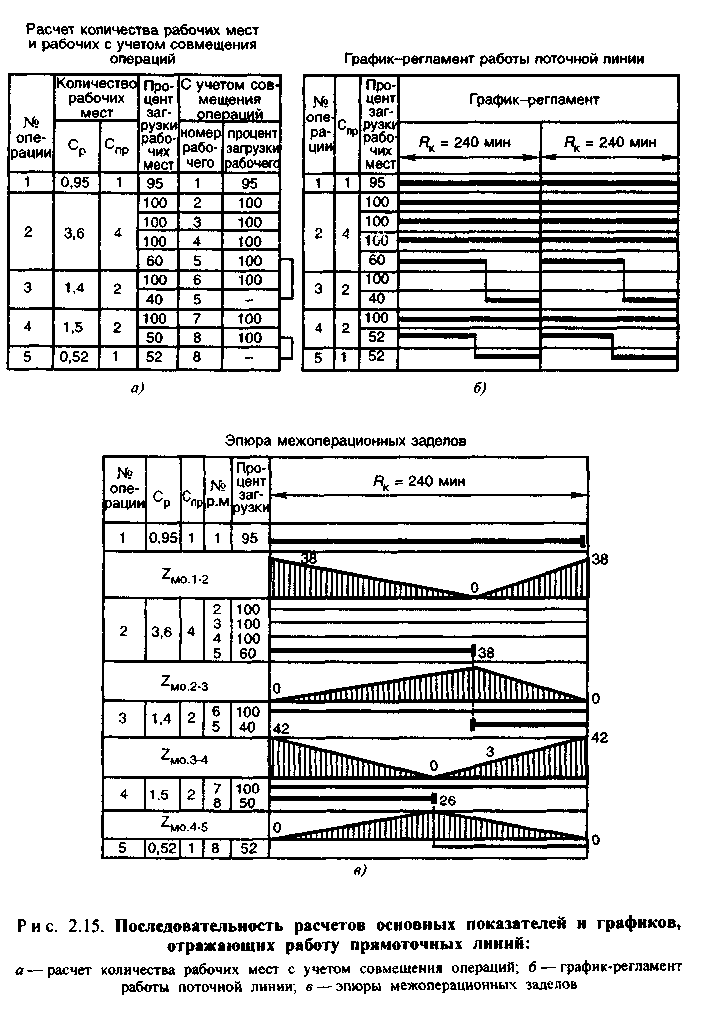
мерной тары, грузоподъемности транспортных средств и других факторов.
В связи с отсутствием синхронности процесса на прямоточной линии возникают (из-за разной производительности на смежных рабочих местах) межоперационные оборотные заделы. Изменение межоперационного оборотного задела (Zmoij) определяется по формуле
Zm.o.ij=TпCi/ti-TпCj/tj
где Тп — период времени одновременного выполнения двух смежных операций, в течение которого производительность на каждой из них постоянна (количество рабочих мест не меняется); Сi и Cj — количество рабочих мест на смежных i-x и j-x операциях в течение Тn.
По рассчитанным Zmoij строится эпюра заделов (рис. 2.15, в). Максимальная величина задела предопределяет размеры площади мест их складирования.
Схема планировки прямоточных линий должна предусматривать территориальное сближение рабочих мест, обслуживаемых операторами-совместителями. Наиболее приемлемые транспортные средства для прямоточных линий — рольганги, наклонные плоскости, тельферы, электрокары и т. п.
Многономенклатурные поточные линии применяются в цехах, изготовляющих различные изделия (заготовки, детали, узлы) узкой или широкой номенклатуры. Полная загрузка поточных линий в таких условиях производства достигается путем закрепления за ними нескольких технологически сходных наименований объектов и выполнения на каждом рабочем месте нескольких операций. Переход от изготовления одного объекта к другому может осуществляться без переналадки оборудования — непереналаживаемые групповые линии (групповой поток), с переналадкой части или всех рабочих мест линии и с изменением режима ее работы — переналаживаемые переменно-поточные линии.
Если закрепленные за линиями объекты производства имеют одинаковые затраты времени на операции, тогда расчет может быть произведен по формуле
![]()
где FД — действительный фонд времени работы линии в планируемом периоде; Ni — объем выпуска по i-му объекту на планируемый период; m — номенклатура закрепленных за линией объектов.
Если закрепленные за линией однотипные объекты с одинаковым технологическим маршрутом имеют существенные различия в затратах времени на операции, тогда работу таких линий целесообразно организовать с переменными или частными тактами (rа, rб,..., rm). Переналадка линий на иной частный такт обычно производится на основе стандартного графика (стандарт-плана) ее работы. Рабочий такт объекта «а» рассчитывается по формулам:
Ra=FД.a/Na
где FД.a — действительный фонд времени линии для изготовления объекта «а» в планируемом периоде; Na — объем выпуска по объекту «а» на плановый период.
![]()
где Тп пер — потери времени на переналадку линии (3 ÷ 8), % от Fд; u — число операций в технологическом процессе.
Расчет частного такта может быть выполнен путем приведения трудо-емкостей закрепленных за линией изделий к условному объекту:
Ra=rдел/ka
где rдел — частный такт условного объекта; kа — коэффициент приведения трудоемкости объекта «а» к трудоемкости условного объекта.
Так, если при расчете частных тактов объектов от «а» до «m» за условный принят объект «в», то коэффициенты приведения трудоемкости этих объектов (ка, кб,.. ,кm) к трудоемкости условного объекта равны:
ka=ta/tв; kб=tб/tв; ….; km=tm/tв
где ta, t6, ..., tm — соответственно трудоемкость изготовления объектов «а», «б», «m»; tB — трудоемкость объекта, принятого в качестве условного.
Коэффициент приведения для объекта «в» (kв) равен 1. Такт работы линии по условному объекту «в»
![]()
где Nnpuвi — приведенные объемы выпуска с учетом разницы в трудоемкости; Naka, N6k6, Nmkm — условные объемы выпуска на плановый период объектов от «а» до «m».
Коэффициент допустимых потерь времени на переналадку рабочего места при смене очередной партии изготовляемых объектов
kп.н=tп.ср/(tп.ср+nr)
где tn ср — средние потери рабочего времени на каждом рабочем месте при переналадке.
Отсюда рациональное значение размера партии запуска в штуках на линии может быть определено по формуле
n=(1-kп.н)tп.ср/kп.нr
2.3.3. Организация автоматизированного производства
Поточное производство в своем развитии идет по пути автоматизации: внедрение автоматических систем машин на всех стадиях технологического процесса. На первом этапе автоматизации были созданы автоматические линии и жесткие заводы-автоматы. Для второго этапа характерно появление электронно-программного управления: были созданы станки с ЧПУ, линии, содержащие оборудование с программным управлением. Третий этап развития автоматизации в машиностроении — применение микропроцессорной техники, промышленных роботов, робототехнических комплексов (РТК), гибких производственных структур (ГАП). Более высокий уровень автоматизации характеризуется созданием автоматических заводов будущего, оснащенных оборудованием с искусственным интеллектом.
Организационно-технологические особенности автоматических линий
Автоматическая линия представляет собой совокупность автоматических станков (машин), установленных в порядке следования операций технологического процесса. Загрузка, разгрузка и межоперационное перемещение заготовок и деталей от станка к станку осуществляются автоматической транспортной системой, имеющей накопитель первичной загрузки (рис. 2.16).
Участок автоматической линии — это часть АЛ, которая может действовать самостоятельно.
Автоматизированная (полуавтоматическая) линия — линия, в которой транспортно-загрузочные операции автоматизированы частично.
Автоматические линии могут быть операционными (для определенного вида обработки) или комплексными.
Комплекс автоматических линий — это совокупность взаимосвязанных линий для непрерывного выполнения операций всех стадий процесса изготовления изделий, начиная от получения исходных заготовок и кончая контролем (испытанием) их в готовом виде. На рис. 2.16,6 приведена структурная схема комплекса линий по обработке колец и сборке
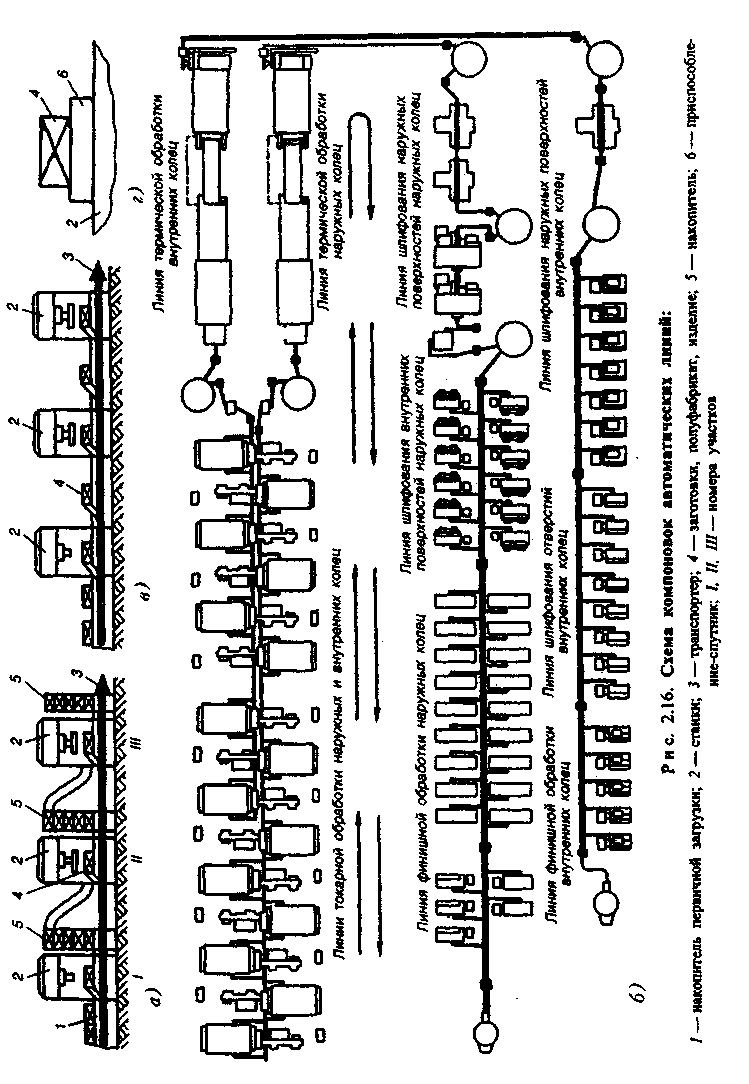
шариковых подшипников; на отдельных линиях выполняются определенные виды обработки (точение, шлифование и т.д.).
Автоматический цех — производственная единица, в которой сосредоточены технологические потоки, состоящие из автоматических линий.
Автоматический завод — производственная единица, в которой сосредоточены один или несколько взаимосвязанных автоматических цехов.
Автоматические линии классифицируются по основным признакам, влияющим на организацию их эксплуатации. Они подразделяются на синхронные (жесткие) и несинхронные (гибкие), спутниковые и бесспутниковые, сквозные и несквозные, ветвящиеся и неветвящиеся.
Синхронная (жесткая) автоматическая линия (рис. 2.16, в), в которой изделия загружаются, обрабатываются, разгружаются и передаются от станка к станку одновременно или через кратные промежутки времени. Эти линии не имеют межоперационных активных заделов, поэтому в случае выхода из строя одногсгиз станков, все другие выключаются, и линия простаивает.
Несинхронная (гибкая) автоматическая линия (рис. 2.16, а) — это линия, в которой изделия обрабатываются и передаются от станка к станку не одновременно, а через межоперационные накопители. В этих линиях имеются межоперационные активные заделы. В случае выхода из строя любого станка все другие продолжают работу до полного использования межоперационных заделов или отсутствия мест для их хранения. Активные заделы могут храниться в транспортерах или накопителях.
Спутниковая автоматическая линия — это линия, в которой заготовки базируются, обрабатываются и транспортируются на приспособлениях, называемых спутниками. Схема установки заготовки на приспособление-спутник показана на рис. 2.16, г. В транспортную систему таких линий кроме межоперационного транспорта могут входить транспортеры для возврата спутников с конца в начало линии.
Важным показателем конструкции транспортной системы и оборудования является способ транспортирования, который может быть сквозным (через зону обработки) или несквозным.
Сложность АЛ характеризуется организацией транспортного потока, который может быть ветвящимся или неветвящимся. В автоматической линии с ветвящимся потоком обрабатываемых заготовок поток делится хотя бы на одной операции на несколько, и обработка производится на параллельно работающих станках. Примером такой линии является линия финишной обработки внутренних колец подшипников (рис. 2.16, б). В этих линиях применяются делители потока, транспортеры-распределители и другие устройства. В неветвящихся автоматических линиях поток
обрабатываемых изделий не делится, обработка на каждой операции производится на одном станке. Примером такой линии является линия шлифовальной обработки наружных колец подшипников (рис. 2.16, б).
По характеру выполняемых операций — технологическому назначению — линии подразделяют на комплексные, меха-нообрабатывающие, механосборочные, сборочные, заготовительные, штамповочные, сварочные и т.д. На комплексной АЛ производственный процесс обеспечивает выпуск готовой продукции обычно в упакованном виде. Для такой АЛ характерна определенная совокупность технологических операций, обеспечивающих изготовление, например, валов, клапанов, шестерен и т.д. (детальная специализация). Для автоматических линий, предназначаемых только для одной группы операций, например штамповки, литья, резания, сварки и т.д., характерна технологическая специализация.
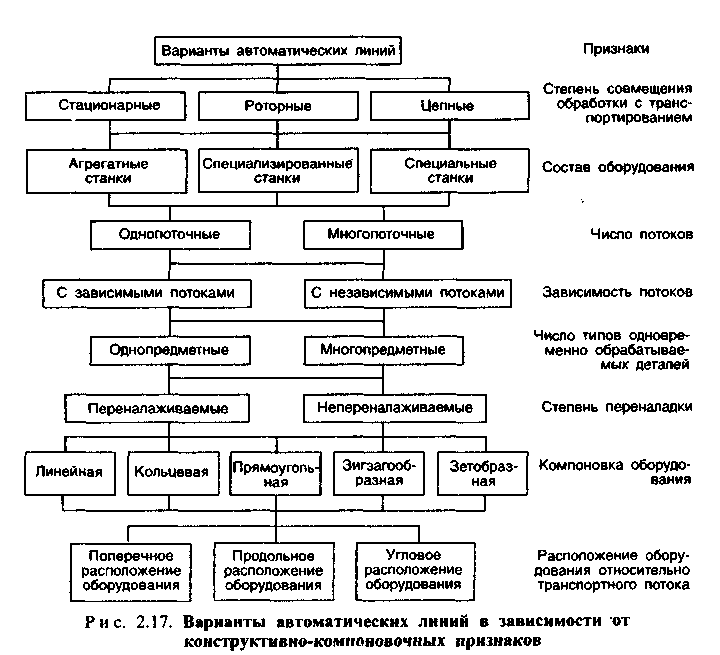
Классификация вариантов автоматических линий по конструктивно-компоновочным признакам, оказывающим большое влияние на организацию их эксплуатации, приведена на рис. 2.17.
По степени совмещения обработки с транспортированием линии подразделяют на стационарные, роторные и цепные, а по типу применяемого оборудования — на линии из агрегатных, специализированных или специальных станков. По количеству потоков различают одно- и многопоточные линии. Транспортные потоки на линиях могут быть зависимыми или независимыми.
По числу типов одновременно обрабатываемых деталей линии подразделяют на однопредметные (одноно-менклатурные) и многопредметные (многономенклатурные). На одно-предметной автоматической линии одновременно обрабатываются детали одного наименования по одной или несколько штук (в многоместных приспособлениях). На многопредметной автоматической линии одновременно обрабатываются детали нескольких наименований и различных типоразмеров одного наименования.
Важным показателем АЛ является возможность их переналадки. Предпосылкой для переналадки АЛ является прежде всего закрепление за ней конструктивно и технологически сходных деталей.
По компоновке оборудования АЛ подразделяются на замкнутые и разомкнутые. Рабочие позиции располагают линейно, по окружности, по прямоугольнику, зигзагообразно, зетобразно и т.д. Расположение оборудования относительно транспортного потока может быть поперечное, продольное или угловое.
Различают три варианта автоматических линий со штучным выпуском изделий (рис. 2.18):
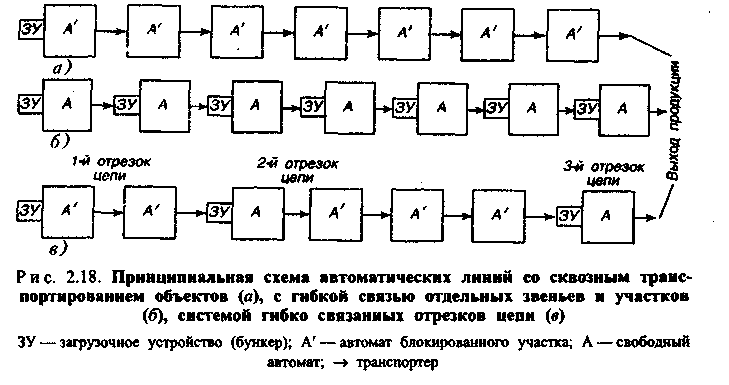
а) неразрывная цепь автоматически действующих производственных и вспомогательных устройств с непосредственной жесткой передачей полуфабрикатов из одной позиции обработки в другую;
б) система гибко связанных отдельных звеньев, где каждое из звеньев представляет собой совершенно независимую машину, а каждая гибкая связь между такими звеньями представляет собой агрегат в виде приемника-накопителя запаса полуфабрикатов и автоматического транспортера-перегружателя;
в) система из гибко связанных отрезков цепи, в каждом из которыхзвенья связаны неразрывно и передача полуфабрикатов из позиции в позицию производится непосредственно, гибкая же связь между отрезкамицепи представляет собой приемник-накопитель с автоматически действующим транспортером-перегружателем.
Допустимая степень неравенства (скорость расхода задела) усредненных темпов выпуска определяется периодом времени, через который бункер пополняется некоторым количеством дополнительных полуфабрикатов для компенсации исходного задела до момента его возобновления. Это дополнительное количество полуфабрикатов называется компенсирующим заделом (ZK), а интервал его пополнения — периодом компенсации (Тк):
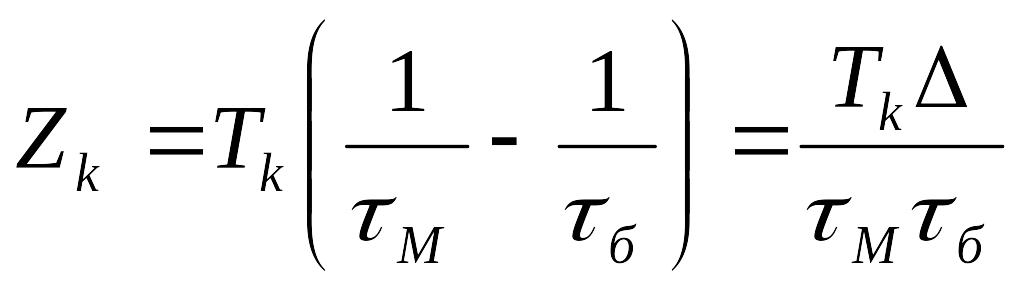
где τм,τб — соответственно меньший и больший усредненный цикл; ∆ — относительная допустимая величина неравенства усредненных темпов выпуска с соседних участков линии (устанавливают на основе экспериментальных и практических данных).
Разделение автоматической линии на участки с установлением между ними промежуточных бункеров позволяет в ряде случаев уменьшить простои линии, однако это мероприятие не всегда эффективно, так как сопровождается усложнением механизмов линии и не обеспечивает достаточной надежности ее в эксплуатации. Поэтому промежуточные бункеры нельзя рассматривать как главное средство борьбы с простоями линии. Весьма существенное значение в этом отношении имеет устранение самих причин возникновения простоев путем совершенствования конструкции оборудования и повышения его эксплуатационной надежности, правильного ухода за механизмами, профилактического ремонта и т.д.
Линии со сквозной транспортировкой просты и надежны в эксплуатации, применяются главным образом для обработки изделий такой конфигурации, которая позволяет поступательно скользить им по полозкам и оставаться неподвижными в процессе обработки. Автоматизация транспортировки сводится к проталкиванию изделии по полозкам на один шаг после каждого рабочего цикла станков. Линия состоит из одно- и двусторонних агрегатных станков. Недостатком указанных линий являются значительные затраты времени на холостые ходы, так как перемещение, зажим, обработка и освобождение изделий совершаются последовательно. Следовательно, с точки зрения величины вспомогательного времени автоматические линии со сквозной транспортировкой целесообразны при обработке изделий, требующих больших затрат машинного времени. Линия обслуживается двумя рабочими, один из которых в начале линии производит загрузку изделий, второй в конце линии — разгрузку или снятие готовых деталей.
Структура ритма автоматических линий со сквозной транспортировкой изделий такова:
установка изделия (tBCП1);
транспортировка изделия на одну позицию вперед (tтp);
фиксация и зажим изделия (tBCП2);
подвод рабочих инструментов (tИHCTР1);
машинное время обработки (по главному технологическому проходу) (tMАШ);
отвод рабочих инструментов (tИHCTР2);
снятие готовой детали (tBCП2).
Таким образом, ритм работы R:
R=tасп1+tтр+tвсп2+tинстр1+tмаш+tинстр2+tвсп2=tтр+ Σtвсп+ Σtинстр+tмаш
Обозначим: Σtвсп+ Σtинстр+tмаш = rтexн.
Величина rтexн называется технологическим временем ритма.
R=tтр+rтехн
Через каждый промежуток времени R с линии сходит обработанное изделие. Время пребывания каждого изделия в процессе обработки без учета потерь, не связанных с организационной структурой процесса:
Тпреб = R*n = R(npa6+nхол)
где Тпреб — цикл обработки изделия, мин; n — количество рабочих и холостых ходов.
Количество деталей, одновременно находящихся в работе (Нn), равно количеству рабочих и холостых ходов линии:
Нn =n= nраб+nхол.
Линии с транспортировкой изделий подвесными приспособлениями являются более универсальными и используются для обработки изделий круглого сечения с большим соотношением длины и диаметра (1/d > 5): изделие в процессе обработки вращается; транспортировка их производится подъемниками, перемещающимися по рельсам. Подъемники действуют синхронно и связаны друг с другом так, что в горизонтальном направлении они перемещаются на один шаг совместно. Обрабатываемые изделия сначала захватываются спускающимися захватами подъемников, затем освобождаются от зажимов станков, поднимаются подъемниками, перемещаются на один шаг, спускаются и зажимаются на станках для обработки. Этот метод транспортировки довольно сложен и требует значительных затрат времени. Время транспортировки составляет большой удельный вес в общей длительности ритма, что приводит к потерям в использовании оборудования.
Рассматриваемые линии имеют одностороннее расположение оборудования; холостые ходы встречаются редко и главным образом за счет загрузочных позиций специальных или агрегатных многопозиционных станков.
Ритм этих линий состоит из следующих элементов:
опускание изделия подвесным приспособлением над каждым станком на уровень центров либо на зажимные приспособления;
закрепление изделия на станке;
пуск станков;
подвод инструментов;
машинное время обработки (по главному технологическому проходу);
отвод инструмента в исходное положение;
захват изделия подвесными приспособлениями;
освобождение изделий;
подъем изделий подвесными приспособлениями на соответствующую высоту,
горизонтальное перемещение изделий подвесными приспособлениями.
R=tвсп1+tтр1+tвсп2+tинстр1+tмаш+tинстр2+tвсп3+ tвсп4+tтр3+tтр4= Σtтр+Σtвсп+Σtинстр+tмаш+Σtтр+rтех
R=Σtтр+rтех
Через каждый промежуток времени, равный R, с линии сходит обработанное изделие.
Так как указанные автоматические линии имеют загрузочный бункер, то время пребывания изделий в процессе определяется следующим образом. При периодической (по мере расхода всего запаса) полной загрузке питающего бункера заготовками — время нахождения в процессе 1-й детали бункера Т = R(nраб + nхол + 1); 2-й детали бункера Т = R(nраб + nхол + 2); предпоследней детали бункера Т = R(nраб + nхол + nзап); последней детали бункера Т = R(nраб + nхол + nзап+1).
На основе арифметической прогрессии определяется среднее время нахождения одного изделия в процессе (Тц.ср):
Тц.ср = R(nраб + nхол +1+nзап/2).
При загрузке АЛ по одному изделию (редко применяется) время нахождения каждого из них: Тц = R(nраб + nхол + 1)
Среднее количество деталей, одновременно находящихся в процессе для первого случая, равно:
Нn = nраб + nхол +1+nзап/2.
Емкость бункера следует выбирать такой, чтобы Tц.cp и Нn, а также занятость рабочего были минимальными. Эти линии отличаются от линий со сквозной транспортировкой тем, что:
потери на ожидание (из-за несинхронности tмаш инструментов) уменьшаются;
станки во время транспортировки выключаются, на транспортировку требуется больше времени; в R входят два дополнительных элемента: пуск и остановки станка.
Автоматические линии с промежуточными бункерами создаются для обработки изделий небольших габаритов простой формы (шарики, ролики и т.д.) или цилиндрических с отношением 1/d > 5. Изделия траспорти-руются по желобам, трубам или цепным транспортером, оборудование линии расположено в один ряд, изделия в процессе обработки вращаются, имеют место холостые ходы за счет загрузочных позиций специальных многопозиционных станков, включенных в линию. Все элементы процесса, в том числе и загрузки изделий, автоматизированы.
Ритм этих автоматических линий состоит из следующих элементов:
установка изделия на станки;
закрепление изделий;
пуск станков;
подвод рабочих инструментов;
машинное время обработки (по главному технологическому переходу);
остановка станков;
отвод рабочих инструментов;
распределение изделий на станках;
транспортировка изделий на одну позицию вперед.
R=tвсп1+tвсп2+tвсп3+tинстр1+tмаш+tвсп4+tинстр2+tвсп54= Σtвсп+Σtинстр+tмаш=rтех
R=rтех
Транспортировка изделий на следующую рабочую позицию производится одновременно с другими элементами ритма и не влияет на его продолжительность. Время нахождения изделия в процессе равно:
Тц.ср = R(nраб + nхол +nсум+1+nзап/2)
Нn = nраб + nхол +nсум+1+nзап/2.
Тц.ср зависит от выбранного ритма, загрузки питающего бункера; при загрузке изделий по 1 шт. Тц.ср → min.
Недостатки указанных линий: громоздкость и конструктивная сложность транспортно-загрузочного устройства, значительное увеличение Тц.ср и Нn.
Потери, связанные с использованием автоматических линий, вызываются холостыми ходами, несовмещением транспортировки и других вспомогательных элементов процесса с tмаш, наладкой и подналадкой инструментов, приспособлений, оборудования и плановым ремонтом последних, простоями из-за неподачи заготовок и т.д.
Для АЛ с жесткой связью или участка линии с гибкой связью действительный фонд рабочего времени Ф равен:
Ф = Тр + Тпр = Тр + То6 + Ттех + Тпн + Торг,
где Тр — суммарное время работы; Тпр — суммарное время простоев; Тоб — суммарное время восстановления оборудования; Ттех— суммарное время простоев при техническом обслуживании; Тпн — суммарное время простоев при переналадке; Торг — суммарное время простоев по организационным причинам.
Фонд времени АЛ с гибкой связью включает также наложенные простои Tнал.
Производительность автоматических линий. В практике эксплуатации АЛ оценка их производительности определяется как среднее число изделий, обрабатываемых за определенное время. Для АЛ с жесткой связью номинальная (цикловая) производительность
QH = q/τH,
где τн — среднее время одного цикла работы оборудования (номинальный цикл); q — число изделий, изготовленных за один цикл.
Среднее время одного цикла
τн=τтехн +τвн +τон
где τтехн —среднее машинное время, затраченное непосредственно на формообразование с учетом врезания и выхода инструмента; τвн — среднее вспомогательное время, затрачиваемое на зажим и фиксацию заготовок или приспособлений-спутников, время перемещения заготовок с позиции на позицию, быстрый подвод-отвод силовых органов; τон — среднее время ожидания срабатывания медленно работающих агрегатов в составе линии. На лимитирующей позиции АЛ (позиции, механизмы которой возвращаются в исходное положение последними) τон = 0. Общая (цикловая) производительность АЛ
Qp= q/ τф = q/(τн + τоб + τтех + τорг + τпи),
где τф — средний фактический интервал времени между двумя последовательно выполненными циклами с учетом простоев; τоб ,τтех ,τорг — среднее время простоев соответственно в связи с восстановлением работоспособности оборудования, отнесенное к одному циклу; в связи с техническим обслуживанием, отнесенное к одному циклу; по организационным причинам, отнесенное к одному циклу; τпи — среднее время переналадки при переходе на обработку другой детали, отнесенное к одному циклу.
Возможность повышения производительности АЛ и уровень эксплуатации комплексно оцениваются коэффициентом использования:
к0=Qp/QH =τH/(τн + τоб + τтех + τорг + τпи)= Тр/(Тр + Тоб + Ттех + Тпн + Торг).
Производительность линии без учета простоев по организационным причинам и из-за переналадок рассчитывается с помощью коэффициента технического использования:
кт = τH/(τн + τоб + τтех )= Тр/(Тр + Тоб + Ттех ).
Цикловые затраты времени оценивают коэффициентом изменения цикла:
кц = τH.пр/τн
где τH.пр — номинальный цикл согласно проекту АЛ.
Производительность АЛ с гибкой связью определяют по последней единице оборудования в составе линии или в группе параллельно работающего оборудования:
QiH = mq/τiн,

 где
m — число параллельно работающих единиц
оборудования, выполняющих одну операцию;
τiн — средняя длительность цикла
последней единицы или группы параллельно
работающего оборудования.
где
m — число параллельно работающих единиц
оборудования, выполняющих одну операцию;
τiн — средняя длительность цикла
последней единицы или группы параллельно
работающего оборудования.
Линию с гибкой связью можно представить как ряд последовательно расположенных участков, каждый из которых характеризуется своим коэффициентом использования. Вводится понятие потенциальной производительности Qiп и потенциального такта τiп, выпуска i-ro участка:
Qiп = q/τiп,
где τiп — средний интервал календарного времени между последовательным выпуском i-м участком линии двух изделий в случае, когда учитываются только собственные простои оборудования участка.
Оборудование АЛ с гибкой связью имеет разную номинальную и потенциальную производительность. Линии комплектуют специализированными станками, и наряду с циклически работающими (бесцентровые, круглошлифовальные, работающие «врезанием», внутришлифовальные, токарные и др.) применяют станки (торцошлифовальные, бесцентровые, круглошлифовальные, работающие «напроход» и др.), имеющие значительно больший резерв производительности, чем работающие циклично.
В процессе наладки оборудования производительность некоторых встроенных агрегатов может быть установлена выше производительности лимитирующего участка (станка), расположенного в начале, конце или середине линии, что позволит сократить наложенные простои.
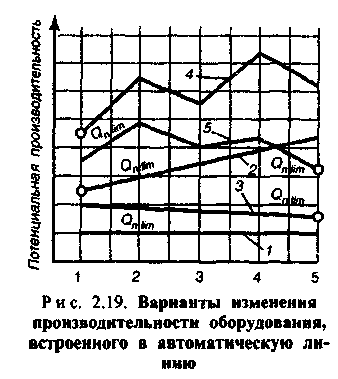
При определении максимальной производительности линии возможны следующие варианты соотношений потенциальной производительности участков (станков):
— все участки линии имеют равную потенциальную производительность и любой участок можно принять лимитирующим (рис.2.19,линия 1):
Qпlim = Qпl = Qп2 =...= Qпi-1 = Qпi
— лимитирующий участок расположен на входе (рис. 2.19, линия 2),а прирост потенциальной производительности последовательно расположенных участков постоянен
Qпlim < Qпl < Qп2 <...<Qпi-1 <Qпi
В этом случае потенциальную производительность i-ro участка (станка) определяют по формуле
Qпi=Qпlim + (i-l)∆Qп,
где ∆Qп — изменение производительности последовательно расположенных участков (станков); i — номер участка (станка);
— лимитирующий участок расположен на выходе (рис. 2.19, линия 3), а снижение потенциальной производительности последовательно расположенных станков постоянно, т.е.
Qпl > Qп2 > ... > Qпi-l > Qпi = Qпlim
В этом случае потенциальную производительность i-ro участка (станка) определяют по формуле
Qпi = Qпlim + (j – i) ∆Qп,
где j — число участков (станков) в АЛ;
— лимитирующий участок расположен на входе (рис. 2.19, линия 4),изменение потенциальной производительности последовательно расположенных участков непостоянно, т.е. прирост производительности отдельных участков имеет «всплески», которые могут быть вызваны повышенным выпуском продукции отдельными высокопроизводительнымистанками:
Qпlim = Qпl < Qп2>Qп3<Qп4>Qп5 <…> - ПРИ Qпl < Qп3 < Qп5;
— лимитирующий участок расположен на выходе (рис. 2.19, линия 5)и снижение потенциальной производительности последовательно расположенных участков непостоянно, т.е. имеются «всплески»:
Qпl < Qп2 > Qп3 < Qп4 > Qп5 = Qпlim При Qпl > Qп3 > Qп5.
Перечисленные варианты расположения участков по производительности позволяют выбрать необходимый вариант АЛ. Если же лимитирующий участок находится в середине линии, то АЛ с гибкой связью условно делят на две независимые линии: одну — до лимитирующего участка и вторую — после лимитирующего участка. Все дальнейшие расчеты сводят к перечисленным вариантам.
Влияние изменения номинальной и потенциальной производительности участков (станков) при расположении лимитирующего участка на входе линии определяют путем сравнения прироста производительности линии ∆Qпл, при различных сочетаниях показателей надежности оборудования и емкостей межоперационных накопителей:
∆Qпл=(Qпл/Qпл.баз-1)100%
где Qпл — производительность по рассматриваемому варианту, шт/мин;
Qпл.баз — производительность линии по базовому варианту, шт/мин.
При расположении лимитирующего участка на выходе линии изменение производительности определяют по формуле:
∆Qпл=(Qпlim-Qпlim.баз)
где Qпlim — потенциальная производительность лимитирующего участка, шт/мин; Qпlim.баз — производительность лимитирующего участка в базовом варианте, шт/мин.
Такой подход можно считать практически возможным и достоверным, так как при расположении лимитирующего участка на выходе его производительность всегда равна производительности линии. При (Qпlim-Qпlim.баз)→О можно оценить, насколько эффективен выбранный вариант снижения потенциальной производительности станков (участков), расположенных до лимитирующего участка.
Организационно-технологические особенности роторных линий
Автоматическая роторная линия (АРЛ) представляет собой совокупность технологических и транспортных роторов, установленных на одной станине и объединенных системами привода и управления. Технологический и транспортный роторы образуют роторный модуль, который можно встраивать в линию или изымать из нее в зависимости от того, вводится в процесс новая операция или отменяется. Так как с увеличением производительности технологических роторов возрастает расход энергии, предпочтителен многодвигательный вариант, в соответствии с которым каждый ротор имеет свой электродвигатель. В этом случае вращение соседних роторов синхронизируется с помощью планетарных редукторов.
Автоматическая роторно-конвейерная линия (АРКЛ) выполняет те же технологические функции, что и роторная, но имеет принципиальное конструктивное отличие: предметы обработки и инструменты отделены от исполнительных органов технологических роторов и размещены на гибких транспортных конвейерах.
Промышленное применение линий на базе АРЛ и АРКЛ позволяет по сравнению с раздельным автоматическим оборудованием повышать производительность в 3— 6 раз, снижать трудоемкость изготовления изделий в 2—4 раза, сокращать занимаемые площади в 3—10 раз и уменьшать производственный цикл изготовления продукции в 10—20 раз. В каждом технологическом роторе концентрируются 20—40 последовательно вступающих в работу инструментов. Внутри линии инструменты и обрабатываемые детали образуют непрерывно движущийся транспортно-тех-нологический поток, в котором транспортные и технологические функции рабочих машин совмещены во времени. Режимы обработки и транспортирования на стадии проектирования выбираются в широком диапазоне.
Роторный автомат — это рабочая машина, которая самостоятельно выполняет все рабочие и вспомогательные ходы, кроме операций наладки и устранения отказов в работе. Конструктивным признаком автомата является наличие полного комплекта целевых механизмов, обеспечивающих выполнение рабочих и холостых ходов, необходимых для получения годных изделий.
Рабочий (технологический) ротор является основной структурной единицей АРЛ и АРКЛ.
Отличительная особенность АРЛ — совмещение транспортных и технологических функций; при этом регламентированный поток обрабатываемых деталей с постоянной скоростью проходит все технологические операции (от заготовительных до сборочных и комплектующих).
Обычно АРЛ разделяют на участки по 3...10 технологических операций (роторов), между которыми устанавливают бункеры межагрегатных (межучастковых) запасов деталей. На каждом участке АРЛ существует жесткая межагрегатная связь, при которой технологические роторы и агрегаты с помощью транспортных средств (переталкивате-лей, перегружателей, транспортных роторов и цепей) блокируются воедино и работают в едином ритме. Повышения надежности и увеличения производительности АРЛ при неизменных технологических процессах и конструкциях роторных автоматов достигают структурным усложнением линий — делением их на участки (секции) с установкой межучастковых накопителей деталей. Структура АРЛ машиностроительной промышленности характеризуется тем, что число межучастковых накопителей в 10 раз меньше суммарного числа технологических и транспортных роторов линии.
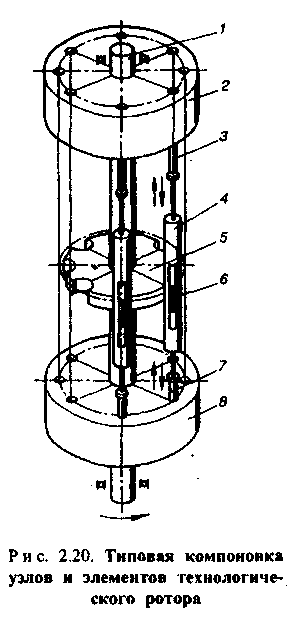
Схема работы технологического ротора (ТР) приведена на рис. 2.20. ТР представляет собой цилиндр с размещенными на нем рабочими органами, каждый из которых представляет собой блок 4, объединяющий инструмент для выполнения той или иной технологической операции, например блок с пуансоном и матрицей, который фиксируется в блокодер-жателе 5.
В зависимости от характера операции матрица может состоять из одного, расположенного над заготовкой, инструмента (например, при чеканке) или двух (например, при прессовании), находящихся над и под заготовкой. В первом случае ротор называют односторонним, во втором — двусторонним.
Вместе с главным валом 1 ротора вращаются и блоки 4 с инструментом. При прохождении очередным блоком одной из позиций прямо на ходу в него вводится заготовка 6. Далее в течение одного оборота ротора осуществляется полный цикл технологической операции. Например, при высадке за один оборот ротора происходят подача заготовки, смыкание инструментахобственно высадка, размыкание штампа, выталкивание обработанной детали, снятие ее с ротора. При необходимости продолжения обработки деталь передается на следующий ротор, аналогичный первому, но оснащенный блоками с инструментом, предназначенным для выполнения другой технологической операции. И так до тех пор, пока деталь не будет полностью изготовлена или даже смонтирована в собираемом на роторной линии узле. Инструмент совершает прямолинейное возвратно-поступательное движение. Хвостовики 3 и 7, например пуансона и матрицы, движутся по копирам, расположенным на соосных ротору неподвижных дисках 2 и 8. Эти копиры и приводят инструмент в движение.
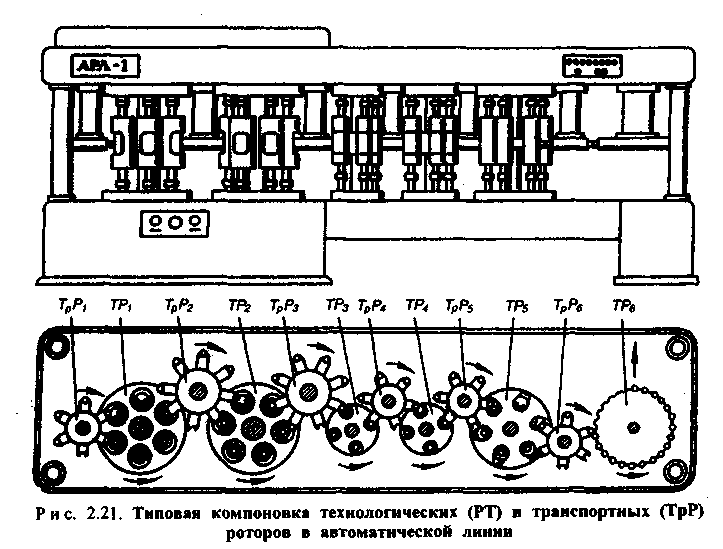
Наряду с рабочими (технологическими) роторами, в которых выполняются собственно технологические операции, в линии (рис. 2.21) имеются транспортные роторы (ТрР), контролирующие параметры изделий и передающие их с одного рабочего ротора на другой с помощью специальных устройств в виде пружин или магнитных захватов.
Продолжительность технологических операций на каждом рабочем роторе может быть различной. Чтобы синхронизировать поток, на роторах размещают разное число инструментов, т.е. увеличивают или уменьшают шаг (расстояние между инструментами). В иных случаях делают роторы разного диаметра. Таким образом, на роторной линии удается осуществлять различные по характеру и длительности операции, объединенные в одном потоке, например штамповку и резание, термохимическую обработку и сварку, контроль размеров, сборку, упаковку.
К существенным достижениям в разработке АРЛ относятся:
размещение инструмента и заготовок не в корпусе ротора, а в блоках, смонтированных на втулочно-роликовой цепи, огибающей два рото-
pa и образующей как бы транспортный конвейер. В зоне первого ротора выполняются только производственные операции, например штамповка, в конце второго — выталкивание заготовки (детали); такое разделение операции позволило увеличить плотность потока при одновременном уменьшении габаритных размеров роторов;
размещение цепей с блоками инструмента на разных уровнях (в разных плоскостях) позволяет в ряде случаев передавать заготовку от инструмента к инструменту. Если это невозможно, в передаче заготовок участвует транспортный ротор;
появились возможности на определенных участках потока установить роторы контроля, роторы смены инструмента, что позволяет значительно эффективнее контролировать геометрические и другие параметры всех без исключения изделий, а также, не останавливая линию, заменять блоки с неисправным инструментом, а при необходимости производить замену всех блоков, перестраивая на ходу АРКЛ на изготовление новой продукции;
главное преимущество АРЛ и АРКЛ заключается в применении только прогрессивных, мало- или безотходных технологий, высокопроизводительного, экономически целесообразного оборудования и техно-
логической оснастки; коэффициент интенсивного использования каждого ротора составляет более 90%.
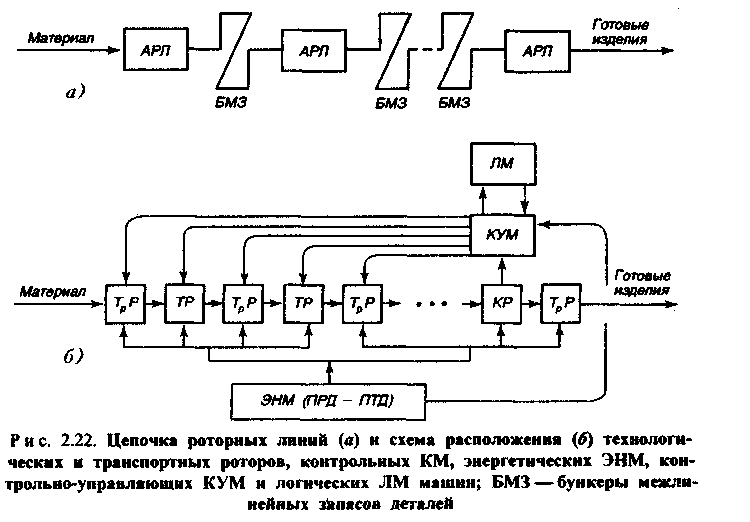
На рис. 2.22, а представлена в общем виде гибкая система роторных машин, предназначенная для выполнения всех операций технологического процесса. Система состоит из отдельных подсистем АРЛ. Число технологических операций, выполняемых на АРЛ, обусловлено спецификой и требованиями принятого технологического процесса. Между соседними АРЛ устанавливают бункеры межлинейных запасов объектов обработки.
Структурная схема каждой АРЛ, представленная на рис. 2.22, б, включает:
технологические (рабочие) машины, выполняющие обработку путем воздействия инструмента или среды на объект обработки; при обработке могут быть изменены как геометрические параметры, так и физико-химические свойства объектов;
транспортные машины, осуществляющие передачу, изменение ориентации и плотности потока объектов обработки;
контрольные машины, обеспечивающие сплошной или выборочный контроль объектов обработки;
энергетические машины, предназначенные для преобразования энергии и движений, создания технологических сред и полей;
контрольно-управляющие машины, корректирующие технологические параметры процессов обработки и осуществляющие рассортировку потока объектов обработки;
логические машины, предназначенные для принятия решений о частичном отказе от подачи объектов на вход роторной линии, о смене инструмента на основании анализа результатов контроля объектов обработки, о коррекции работы аппарата и т.п.
Технологические, транспортные и контрольные машины образуют автоматические роторные линии. Энергетические (ЭНМ), контрольно-управляющие (КУМ) и логические машины могут быть частью АРЛ или цеха-автомата, оснащенного системами роторных машин. Работа перечисленных машин взаимосвязана:
ЭНМ преобразуют электрическую энергию в механическую, необходимую для выполнения технологических операций и транспортного вращения роторов;
прямые связи КУМ предназначены для управления (коррекции) технологических параметров процессов обработки; обратная связь устанавливает возникающие отклонения от допусков на геометрические параметры и физико-химические свойства объектов обработки; источником информации служат контрольные роторы;
прямые и обратные связи ЛМ и КУМ обеспечивают принятие логических решений по собранной и систематизированной информации, например, решение об отказе от подачи объектов на выход одного канала роторной линии, принимаемое автоматическим запоминателем при трехкратном появлении брака в упомянутом канале.
Основным условием объединения технологических, транспортных и контрольных машин в многоканальную часть АРЛ является равенство цикловых производительностей: ПЦ1 = ПЦ2 = ... = Пцi = ... = Пцm, которое применительно к машинам параллельного действия с непрерывным транспортированием предметов обработки можно заменить двумя равенствами (индексы «р» и «х» соответствуют рабочему и холостому ходам):
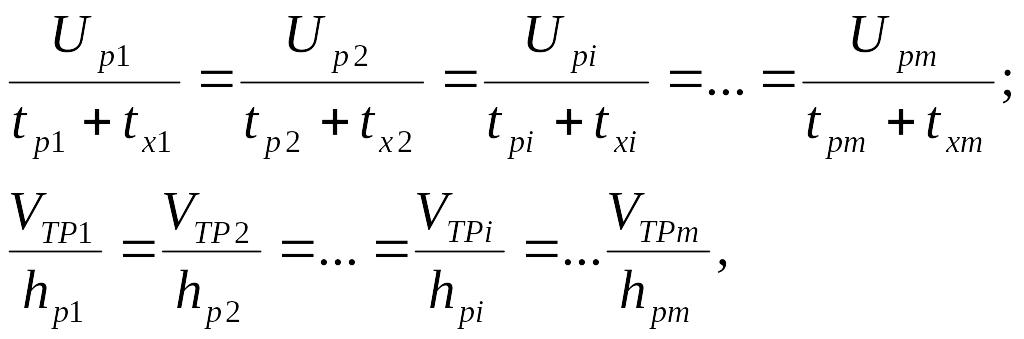
где upi — число
гнезд (инструментов, захватов, комплектов
измерительных преобразователей) в i-й
машине; tpi, txi — длительности рабочих и
холостых ходов инструментов в i-й машине;
m — число машин параллельного действия
в многоканальной части АРЛ; Vтрi—
транспортная  скорость
потока предметов обработки в i-й машине;
hpi — шаг расположения гнезд в i-й роторной
машине.
скорость
потока предметов обработки в i-й машине;
hpi — шаг расположения гнезд в i-й роторной
машине.
В общем случае различная физическая сущность обработки (инструментом или средой) обусловливает разную длительность рабочих и холостых ходов:
tpi≠tp2≠ ... ≠tpi≠...≠tpm; tx1≠tx2≠ ... ≠txi≠ ... ≠txm.
Если при выполнении приведенных неравенств периоды кинематических циклов оказываются равными: ТК1 = ТK2 = ... = TKI = ... Тkm
или tpl + tx1 = tp2 + tx2 =...= tpi + txi =...= tpm + txm, то структура АРЛ из машин параллельного действия является сравнительно простой. Когда tpi + txi ≠ tp2+ +tx2 ≠…≠tpi+ txi ≠...≠tpm + txm, равенство цикловых производительностей в любой точке потока предметов обработки можно обеспечить только применением сложных конструкций бункеров межмашинных запасов, которые должны объединять и разделять потоки продукции.
Отличительной особенностью АРЛ является то, что соблюдения равенства цикловых производительностей при таких ограничениях, как неравенство кинематических циклов, можно достичь объединением (компоновкой) в линию технологических машин с разным числом гнезд: up1≠up2≠…≠upi≠…≠upm и шагом их расположения: hp1≠hp2≠…≠hpi≠…≠hpm. Соблюдение указанных ограничений при постоянной цикловой производительности приводит к возможности изменения линейной скорости потока предметов обработки в соседних роторах в определенных пределах: vтр1≠vтр2≠…≠vтрi≠…≠vтрm.
Классификация АРЛ, АРКЛ и роторов по конструктивно-технологическим признакам приведена в табл. 2.4, 2.5 и 2.6.
Таблица 2.4. Классификация АРЛ и АРКЛ
Признаки |
Линии |
Вид технологии |
С единой или сходными технологиями |
Поточность |
Одно- или многопоточное |
Вид потока |
С независимыми или зависимыми потоками |
Тип потока |
С неветвящимся или ветвящимся потоком |
Структура потока |
С синхронными или несинхронными потоками |
Характеристика потока |
С постоянной и переменной скоростью потока |
Состав линий |
Из роторных автоматов или ротоконвейерных автоматов |
Степень универсальности автоматов линии |
Из агрегатированных или специализированных автоматов |
Номенклатурность |
Одно- или многономенклатурная (многопредметная) обработка |
Гибкость |
Непереналаживаемые или переналаживаемые |
Структура линии |
Без межучастковьгх запасов или с ними |
Вид транспорта |
Бесспутниковые или со спутниками |
Наличие роботов |
Нет или есть |
Внутреннее управление |
Без программного управления или с ним |
Внешнее управление |
Не включенные или включенные в АСУ предприятия |
Признак |
Технологический ротор |
Назначение |
Обработки давлением Обработки резанием Термообработки Химической обрабогтси Нанесения покрытий Промывки Контроля Сборки Лужения и пайки Расфасовки Комплектации (упаковки) |
Способ воздействия на поток деталей |
Инструментальной обработки (блочный вариант) Аппаратной обработки (безблочный вариант) |
Номенклатурность потока |
Одно- или многопредметной обработки |
Привод инструментов |
Механический Гидравлический Электромагнитный Комбинированный (гидромеханический, электромеханический и др.) |
Способ размещения привода |
С одно- или двусторонним приводом |
Ярусность |
Одно- или многоярусный |
Расположение оси ротора в пространстве |
С вертикальной, горизонтальной или наклонной осью |
Положение инструментального блока относительно оси ротора |
С параллельными или скрещивающимися осями блоков |
Таблица 2.5. Классификация технологических роторов (ТР)
Таблица 2.6. Классификация транспортных роторов (ТрР)
Признаки |
Транспортный ротор |
Плотность потока |
Обеспечивающий постоянную или переменную плотность потока |
Высота траектории потока |
Не изменяющий и изменяющий высоту траектории потока |
Ориентация деталей |
Не изменяющий и изменяющий пространственную ориентацию детали |
Скорость потока |
Не изменяющий и изменяющий скорость потока |
Выбор компоновочной схемы АРЛ имеет большое значение при определении ее стоимости, затрат на монтаж, эксплуатационных расходов и оценке удобства обслуживания. При этом необходимо решить следующие задачи:
выбор оптимального числа гнезд или инструментальных блоков в технологических роторах и числа роторов в линии;
выбор способа передачи обрабатываемых деталей между роторами и конструкций транспортных устройств;
рациональное размещение технологических и транспортных роторов с учетом условий ремонта, обслуживания, технологической совместимости и конструктивной целесообразности;
разделение технологического процесса на группы, соответствующие участкам линий, с учетом возможности обеспечения максимального коэффициента технического использования каждого участка линии;
выбор места размещения, объема, условий хранения и транспортирования межучастковых заделов обрабатываемых деталей;
технико-экономическое обоснование вариантов компоновок АРЛ.
При выборе компоновки автоматических линий на базе роторных и
роторно-конвейерных машин необходимо определить: тип технологической машины, входящей в автоматическую линию; тип, конструкцию и место установки транспортно-питающих и передающих устройств в автоматической линии; тип привода технологических и транспортных движений; тип и конструкцию станин и т.д.
Опыт показал, что наиболее рациональным является применение АРЛ для изготовления малогабаритных изделий простой формы, например круглого сечения, когда для осуществления технологических операций и переходов инструменту достаточно сообщить возвратно-поступательное и вращательное движение или когда технологическая обработка осуществляется перемещением рабочей среды (нагрев, окраска, напыление и т.п.) в направлении непрерывно движущегося потока деталей. Наименее целесообразно применение АРЛ при обработке резанием, так как в этом случае требуется высокая жесткость системы привода рабочего движения при низкой надежности технологического процесса. Особенно рационально применение АРЛ в следующих случаях:
при производстве штампованных деталей в машино- и приборостроительной, электро- и радиотехнической, автотракторной и других отраслях промышленности, в которых обработка давлением перемежается с термической и химической обработкой, операциями сборки и контроля, т.е. когда в структуре технологического процесса сочетаются различные по физической сущности операции;
при производстве изделий прессованием и спеканием, методами порошковой металлургии;
при изготовлении брикетов и таблеток для химико-фармацевтической и пищевой промышленности;
для выполнения сборочных операций: монтажа, запрессовки, упаковки, заливки, а также комплектации готовых изделий в тару и расфасовки сыпучих и жидких материалов;
для проведения термических, термохимических операций, таких как нагрев, отжиг, травление, закалка, сушка, промывка и др.;
для выполнения контроля геометрических размеров и физико-химических параметров как отдельных деталей, так и готовых изделий.
Задача конструктора значительно облегчается вследствие возможности варьирования функционально-производственных схем роторных машин. При заданных для проектирования технологических, конструкторских и экономических параметрах всегда можно осуществить поиск оптимального варианта из ряда конкурирующих решений. Роторные автоматические линии могут объединять разнохарактерные основные и вспомогательные операции, а при 10... 12 роторных машинах в одной линии достигать коэффициента технического использования, равного 0,75...0,85.
Роторные автоматические линии можно широко применять для производства различных номенклатур по сходным технологическим процессам. Промышленное использование многономенклатурных АРЛ и АРКЛ позволяет обеспечить равномерный выпуск изделий каждой номенклатуры, при этом не требуется переналаживать линии с одной номенклатуры на другую.
Организационно-технологические особенности робототехнических комплексов
Робототехнические комплексы (РТК) представляют собой воплощение новых типов систем машин, возможных при широком применении промышленных роботов (ПР), обеспечивающих комплексную автоматизацию транспортно-разгрузочных работ и технологических процессов в многономенклатурном производстве. В РТК роботы позволяют решать проблему комплексной автоматизации любого типа современного производства благодаря присущим им автоматичности, высокой надежности, универсальности и способности быстрой переналадки для выполнения различных по характеру и назначению операций и процессов.
Под роботизированным технологическим комплексом понимается совокупность основного технологического оборудования, роботов и средств оснащения. В качестве основного технологического оборудования могут использоваться станки, прессы, сварочные автоматы, измерительные машины и роботы. Средствами оснащения (или вспомогательным технологическим оборудованием) могут быть устройства накопления и ориентации деталей, тактовые столы, магазины для хранения сменных схватов роботов и другие устройства, обеспечивающие нормальное протекание основного технологического процесса.
Состав оборудования в РТК строго не регламентирован и определяется его функциональным назначением (обычно общее количество станков и роботов не превышает 5 единиц).
Факторы, предопределяющие применение ПР и РТК, разнообразны и многочисленны. К наиболее типовым факторам для машиностроительного производства могут быть отнесены:
утомительные, вредные, физически тяжелые и опасные для жизни ручные операции, механизация и автоматизация которых традиционными методами невозможна;
погрузочно-разгрузочные и другие вспомогательные ручные операции, выполнение которых ограничено быстродействием рук рабочего, быстрой его утомляемостью;
высокий уровень стандартизации, взаимозаменяемости и конструктивной преемственности элементов (модулей), из которых при минимальном количестве оригинальных элементов разного назначения могут компоноваться экономически целесообразные ПР и РТК на участках и поточных линиях;
переоснащение производства в целях его интенсификации, достигаемое прежде всего за счет широкого использования ПР и РТК;
научно обоснованная классификация изготовляемых предприятием заготовок, деталей, узлов и изделий по конструктивно-технологическим признакам, являющаяся основой разработки типовых техпроцессов, которые могут обеспечить стабильность функционирования ПР и РТК при выполнении месячных и сменно-суточных заданий;
необходимость повысить качество изготовляемых изделий, увеличить объем их выпуска, сократить затраты времени на единицу изделия за счет высоких технико-экономических показателей ПР и РТК;
снижение уровня производственного травматизма и профессиональных заболеваний.
Приведенный перечень не охватывает всего разнообразия факторов, однако очевиден тот факт, что организация роботизированного производства является сложной комплексной задачей, включающей создание отдельных ПР, конструктивно-технологической систематизации роботизированных объектов и разработку процессов роботизированных комплексов.
Основными структурными единицами роботизированного производства являются ПР. Поэтому решаются вопросы прежде всего создания технически прогрессивных и экономически целесообразных ПР. Роботы первого поколения (автоматические манипуляторы) выполняют работу по заранее заданной жесткой программе; ПР второго поколения оснащены системами адаптивного управления, представляемыми различными сенсорными устройствами (техническое зрение, очувственные схваты и т.д.) и программами обработки сенсорной информации; ПР третьего поколения обладают искусственным интеллектом, позволяющим им выполнять самые сложные функции при замене в производстве человека.
Роботы и средства оснащения выбираются, во-первых, таким образом, чтобы обеспечить оптимальные условия функционирования основного оборудования с учетом типа, количества его и характера выполняемых технологических операций; во-вторых, достигнуть высокого качества работ, выполняемых собственно ПР в той или иной системе машин. Значительная часть ПР выполняет основные технологические операции дуговой и контактной сварки, сборки, окраски поверхности и т.д. (удельный вес технологических роботов составляет примерно 60%).
Исключительно важна роль ПР в автоматизации вспомогательных операций. В системах машин они выполняют транспортно-загрузочные и транспортно-промышленные работы.
Автоматизируя выполнение вспомогательных производственных функций, роботы объединяют оборудование в единые системы машин, обладающих гибкостью, универсальностью, достаточной надежностью в эксплуатации, быстрой переналаживаемостью. Это является основой принципиальной новизны процесса роботизации производства. Простейший тип РТК является основой разработки более крупных РТК, таких как роботизированный технологический участок (РТУ), роботизированная технологическая линия (РТЛ), роботизированный цех (РТЦ), состоящий из РТУ, РТЛ и транспортно-промышленных роботов; роботизированный завод (РТЗ), объединяющий перечисленные выше структурные подразделения в единую комплексную систему машин многофункционального назначения с использованием автоматизированных транспортно-накопи-тельных устройств, систем дистанционного управления и т.д.
На рис. 2.23 представлены схемы обслуживания ПР технологического оборудования.
Один ПР обслуживает одну единицу оборудования (рис. 2.23, а). Применение этого простейшего РТК целесообразно как на коротких (несколько секунд, например при штамповке), так и на продолжительных (несколько минут при сборке, окраске и т.д.) операциях.
Один робот обслуживает несколько единиц технологического оборудования. Применение этого РТК возможно в двух вариантах:
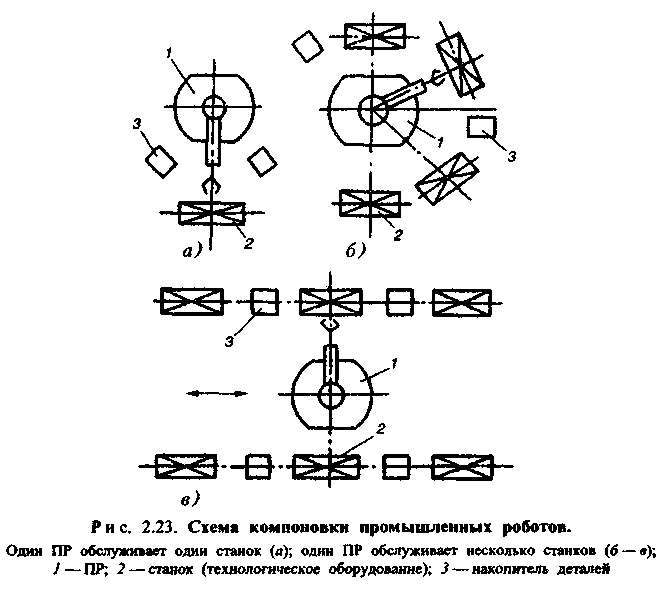
технологическое оборудование размещается по окружности, а ПР стационарно в центре и по определенному алгоритму выполняет работу по обслуживанию (рис. 2.23, б);
технологическое оборудование располагается в одну или несколько линий, а робот перемещается по напольным или подвесным направляющим в соответствии с определенным алгоритмом; управление в этом случае осуществляется от ЭВМ (рис. 2 23, в).
Несколько взаимосвязанных роботов одновременно обслуживают одно технологическое оборудование. Данная схема целесообразна, когда на одном технологическом оборудовании одновременно выполняется не-, сколько операций.
Несколько взаимосвязанных роботов одновременно обслуживают несколько единиц технологического оборудования. Этот РТК целесообразен там, где обработка (сборка) объектов роботизации состоит из кратковременных операций. Достоинством такого РТК является то, что ориентация объектов роботизации необходима только в первоначальном состоянии, а в дальнейшем передача их с позиции на позицию производится
в сориентированном положении, что существенно сокращает межоперационное время.
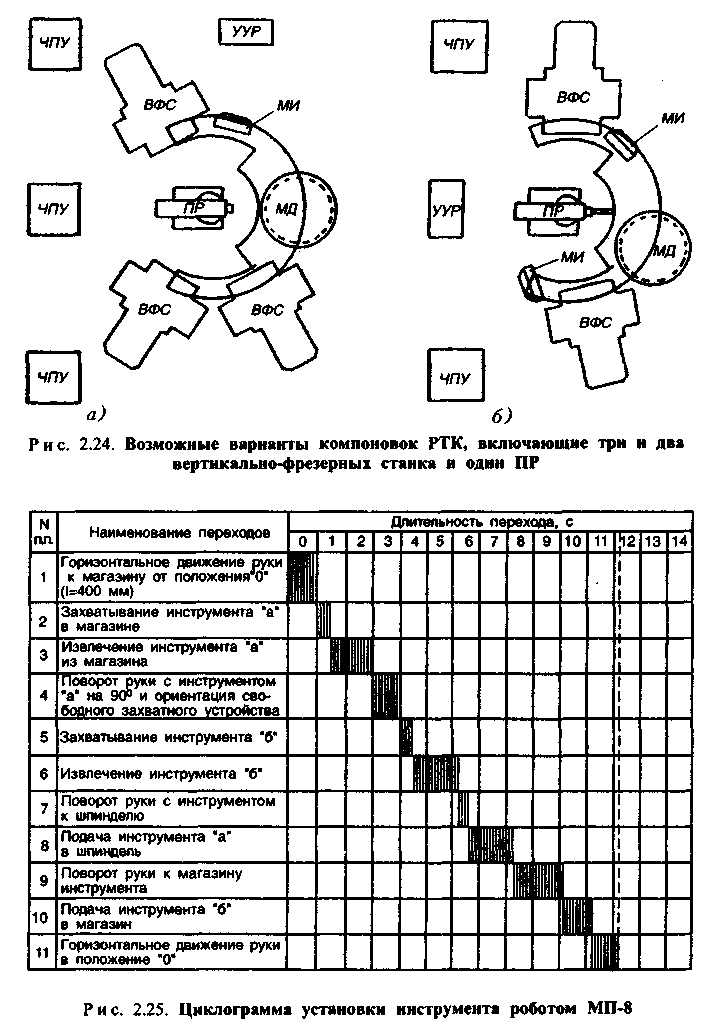
Рассмотрим выбор компоновок РТК на примере комплексов механообработки на станках с ЧПУ, обслуживаемых роботами, которые выполняют загрузочно-разгрузочные операции. На рис. 2.24 приведены возможные варианты компоновок таких РТК, включающие соответственно три и два вертикально-фрезерных станка и один ПР. Для каждой компоновки выбирают тип ПР и составляют циклограмму установки инструмента (рис. 2.25) и детали.
Построенные для модульного пневматического робота МП-8 циклограммы показывают, что на установку инструмента и детали робот МП-8 затрачивает при компоновке из двух станков меньше времени, чем при компоновке из трех станков, так как технические возможности робота не позволяют разместить магазины с инструментами и накопителей с деталями между станками. Кроме того, из-за малой свободной площади в зоне обслуживания усложняется конструкция магазинов и накопителей, поэтому должна быть предусмотрена автоматическая подача заготовок на исходную позицию. Следовательно, на базе робота МП-8 целесообразна компоновка РТК из одного или двух станков.
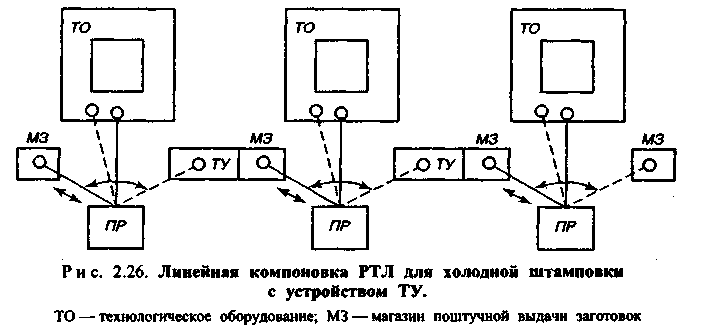
На рис. 2.26 представлен вариант линейной компоновки РТЛ для холодной штамповки. В этом случае перемещение обрабатываемого объекта с одной операции на другую (от одного структурного подразделения линии к другому) осуществляется с помощью специальных устройств — транспортеров и ПР, значительно облегчающих компоновку РТЛ.
Часовая Пч и годовая Пг производительность ПР определяются по формулам:
Пч = 60/tоп; Пг = Пц*FД,
где toп — время выполнения операций; Fд — эффективный фонд времени робота:
FД = (l-βп/100)-qr-s-FpД,
где βп — простои ПР в ремонте (по графику ППР) и при наладках; qr — продолжительность работы ПР в смену; s — число смен работы; FрД — количество дней работы ПР в течение года.
Количество единиц оборудования, обслуживаемое одним ПР, определяется по формуле
![]()
где Тцi — время рабочего цикла единицы оборудования при оптимальном режиме обработки; To6ci — время обслуживания роботом этого оборудования.
Рабочий цикл ПР (Тпр) — часть технологического цикла, характеризующая время его работы:
Тпр=tв+tп+tс+tз+tвз+ty
где tв+tп+tс+tз+tвз+ty — соответственно время на выбор детали (заготовки) из общей их совокупности; перемещения детали в рабочую зону; соединения детали с рабочим органом; закрепления детали в рабочем органе; возврата рабочего органа ПР в исходное положение; удаления детали из рабочей зоны.
Производительность РТК (РТМ, РТЛ) — количество изготовленных за определенный промежуток времени изделий. Различают цикловую (Пц, шт/с) и среднесменную (Псм, шт/см) производительность:
Пц = Nц/tц; Псм = 36000 TCM/tшт,
где Nц — количество одинаковых изделий, одновременно изготовляемых РТК за один цикл работы, шт.; tц — продолжительность одного цикла работы в автоматическом режиме РТК, с; Тсм — продолжительность рабочей смены, ч; tшт — норма времени на одно изделие, с/шт.: tшт=Кв • tц / Nц.
Коэффициент Кв, учитывающий затраты времени на организационно-техническое обслуживание РТК, учитывает следующие внутрисмен-ные затраты времени: на организационное обслуживание рабочих мест; на подналадку оборудования РТК; на смену оснастки в случае выхода ее из строя; на периодическую очистку и смазку рабочей зоны оборудования.
Универсальность РТК характеризуется возможностью изготовления (обработки, сборки и т.д.) изделий, различных по назначению, но имеющих конструктивно-технологическое сходство, а также переходом от изготовления одного вида изделия (работы) к другому с небольшими затратами подготовительно-заключительного времени на партию.
Организационно-технологические особенности гибкого автоматизированного производства
Это особое направление научно-технического прогресса в машиностроении связано с созданием и внедрением гибких автоматизированных производств (ГАП), представляющих собой сложные технико-организационные системы, содержащие оборудование с ЧПУ, робото-технические комплексы, обрабатывающие центры, микропроцессорную технику, единые транспортно-материальные потоки, автоматизированные склады и транспортные системы.
Комплексной автоматизации мелкосерийного и серийного производства в условиях ГАП должно предшествовать выполнение следующих требований:
резкое повышение уровня технологического проектирования (на основе САПР);
создание программируемой технологии основных и вспомогательных процессов и процессов управления информацией;
совершенствование инженерных разработок во взаимосвязи с решением широкого круга вопросов по стандартизации в целях достижения встраиваемости, сопряженности и надежности функционирования всех компонентов (модулей) ГАП;
пересмотр состава, структуры, категории сложности и оценки труда с учетом того, что труд ИТР в условиях ГАП становится неотъемлемой и определяющей частью основного производственного процесса;
обеспечение сопряженности и тиражируемости программ управления, быстрой переналадки и перепрограммирования компонентов ГАП.
Из основных и вспомогательных гибких производственных модулей комплектуются гибкие производственные комплексы, перенастраиваемые линии, участки, пролеты, цехи и заводы. ГАП первого поколения были созданы на базе многооперационных станков типа обрабатывающий центр. За основу построения этих ГАП был принят блочно-модуль-ный принцип, характерный для средств вычислительной техники. Первичная единица комплексирования при создании ГАП — гибкий производственный модуль (ГП-модуль), представляет собой, например, совокупность токарных станков с ЧПУ, специализированных роботов — автооператоров и накопителей заготовок.
На уровне участка, поточной линии, пролета ГАП может состоять из ГП-модулей, построенных на базе основного технологического оборудования и автоматизированной системы управления технологическими процессами и оборудованием; из модулей подготовки производства, обеспечения материалами, заготовками, деталями, приспособлениями,
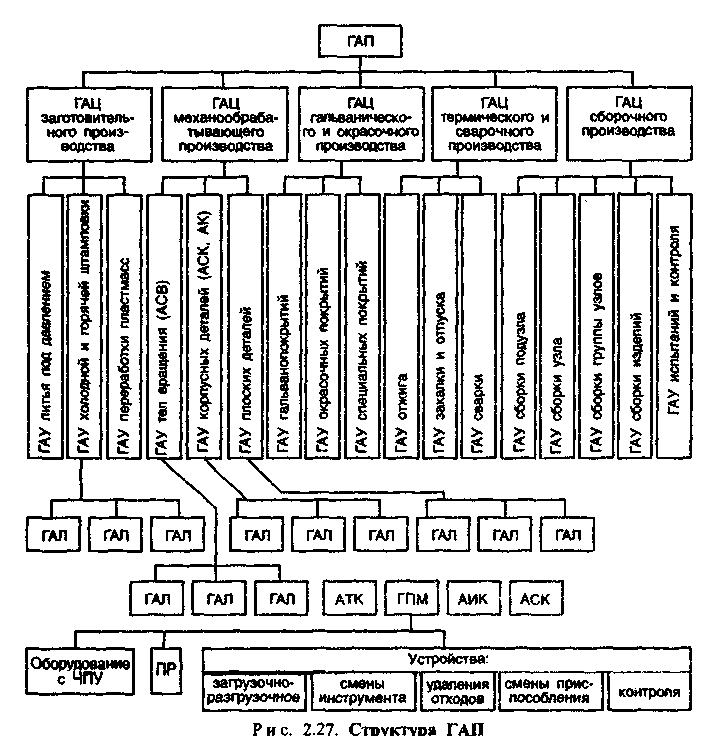
инструментами; из модулей обслуживания и обеспечения работы оборудования, удаления отходов производства.
На уровне цеха ГАП включает автоматизированные участки, пролеты и линии основного производства, автоматизированную систему управления и обеспечения, автоматизированные участки технологической подготовки производства, автоматизированные участки комплектования, транспортирования, складирования, технического обеспечения и удаления отходов производства.
На уровне завода ГАП состоит из автоматизированных цехов основного и вспомогательного производства, системы автоматизированного проектирования и интегрированной автоматизированной системы планирования, управления и обеспечения производства; интегрированной сие-
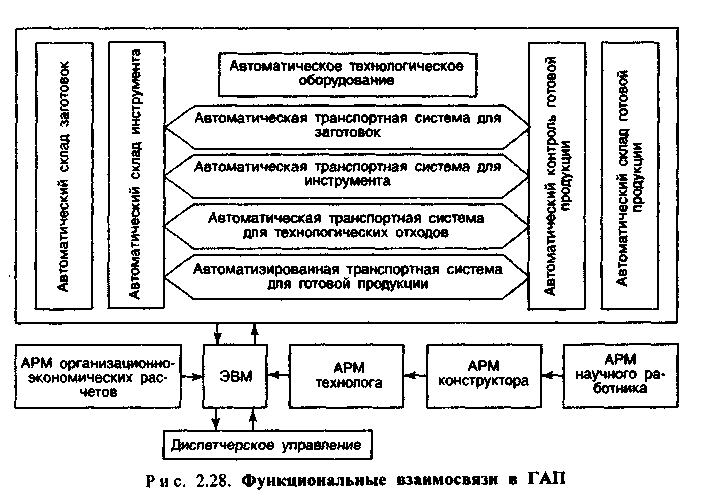
темы автоматизации технологических процессов, включая все стадии производства; автоматизированной системы технического обслуживания и ремонта оборудования; транспортной и складской системы.
Автоматизированная система управления технологическими процессами и оборудованием гибкого автоматизированного участка, линии, цеха состоит из модулей программного обеспечения и комплекса технических средств — электронно-вычислительных и управляющих машин и периферийной техники. Рассмотренная на рис. 2.27 структура ГАП охватывает все стадии производств: заготовительную, обрабатывающую, сборочно-сварную, отделочно-покрасочную. На рис. 2.28 приведены функциональные связи в ГАП.
Сущность ГАП может быть выражена характерными его особенностями.
1. Высокая производственно-технологическая гибкость, обеспечиваемая связью всех модулей, построенных на базе автоматического технологического оборудования, в единый производственный комплекс с помощью АСУ технологическими процессами и оборудованием; блоч-но-модульным составом основных и вспомогательных компонентов; максимальным использованием технических и эксплуатационных возможностей оборудования; программируемостью основных и вспомогательных технологических процессов; оперативностью выявления неисправностей оборудования с помощью средств вычислительной техники и замены вышедших из строя элементов новыми унифицированными; применением автоматизированных систем на стадиях эксперимента, конструкторской и технологической подготовки и освоения производства.
2. Постоянная мобильность производства, достигаемая компактной планировкой оборудования, принудительной синхронизацией его работы, осуществляемой системой управления, связью модулей технологического оборудования через автоматические накопители, а также тем, что при смене объекта производства не всегда требуется переналадка оборудования. При высоком уровне конструктивно-технологической унификации объектов бывает достаточно сменить программы функционирования и средства технологического оснащения ГАП.
Перечисленные выше достоинства ГАП и их реализация представляют собой высокий уровень предпосылок перехода к гибким производственным системам (ГПС). Под ГПС понимается комплексно-автоматизированное производство, управляемое как единое целое многоуровневой иерархической системой автоматического управления и осуществляющее полный производственный цикл изготовления изделий или их конструктивно-законченных основных составных частей.
Гибкий автоматизированный модуль (ГАМ) представляет собой систему из единицы технологического оборудования, автоматизированного устройства программного управления, средств автоматизации технологического процесса. ГАМ отличается автономным функционированием и хорошей встраиваемостью в системы более высокого уровня. Совокупность нескольких ГАМ, объединенных автоматизированной системой управления, образует гибкую автоматизированную линию (ГАЛ). Гибкий автоматизированный участок, оснащенный оборудованием для выполнения однотипных технологических операций, называется гибким автоматизированным комплексом (ГАК).
Число станков WCT, включаемых в ГАК, определяется исходя из средней станкоемкости tcp.ст обработки детали, темпа выпуска деталей комплексом NT.B и такта его работы rK; tcp.ст обработки вычисляется по деталям-представителям закрепленных за ГАК групп деталей по конструктивно-технологической классификации; NT.B находится исходя из годового планового задания Nг.б, установленного для ГАК, и действительного фонда времени его работы FД:
![]()
где FНOM — номинальный фонд времени работы ГАК; Кисп — коэффициент использования оборудования, Кисп = 0,85—0,90.
Такт работы ГАК
![]()
Располагая перечисленными величинами, число станков рассчитывают по формуле
![]()
Количество и состав основного (технологического) оборудования ГАК зависят от прогрессивности его технических параметров и эксплуатационных возможностей.
Загрузка оборудования (станков) с ГАК в условиях переменной номенклатуры деталей с разным циклом их обработки Тц.о достигает максимума при равенстве затрат времени на подачу к станкам спутников с заготовками Т3 и Тц.о. Если Тц.о < Т3, то своевременная подача спутников с заготовками к станкам не обеспечивается, что приводит к их простоям, для устранения которых создаются заделы спутников с заготовками. Если Тц.о > Т3, то образуется резерв времени, используемый для перемещения накопившихся на оперативном накопителе спутников с обработанными деталями на монтажный стол.