

Технические характеристики
-
Марка
Размеры,
мм
Вибраторы
Мощность,
кВт
Частота,
об/мин
Масса
нагрузки, кг
Масса
стола ,кг
Вибростол ЭВ-340
1980х980
ИВ-107А (2)
3000
300
525
Вибростол ЭВ-345
1480х980
ИВ-98 (2)
3000
250
350
Вибростол ЭВ-344
1480х730
ИВ-98 (2)
3000
150
290
Вибростол ЭВ-343
980х730
ИВ-98 (2)
3000
150
210
Вибростол ЭВ-342
980х480
ИВ-98 (2)
3000
150
180
Вибростол ЭВ-341
730х480
ИВ-99 (2)
0.5
3000
150
150
Вибростол ЭВ-346
480х480
ИВ-101Б
0.25
3000
80
125
Формовочные установки предназначены для изготовления различных конструкций железобетонных изделий.
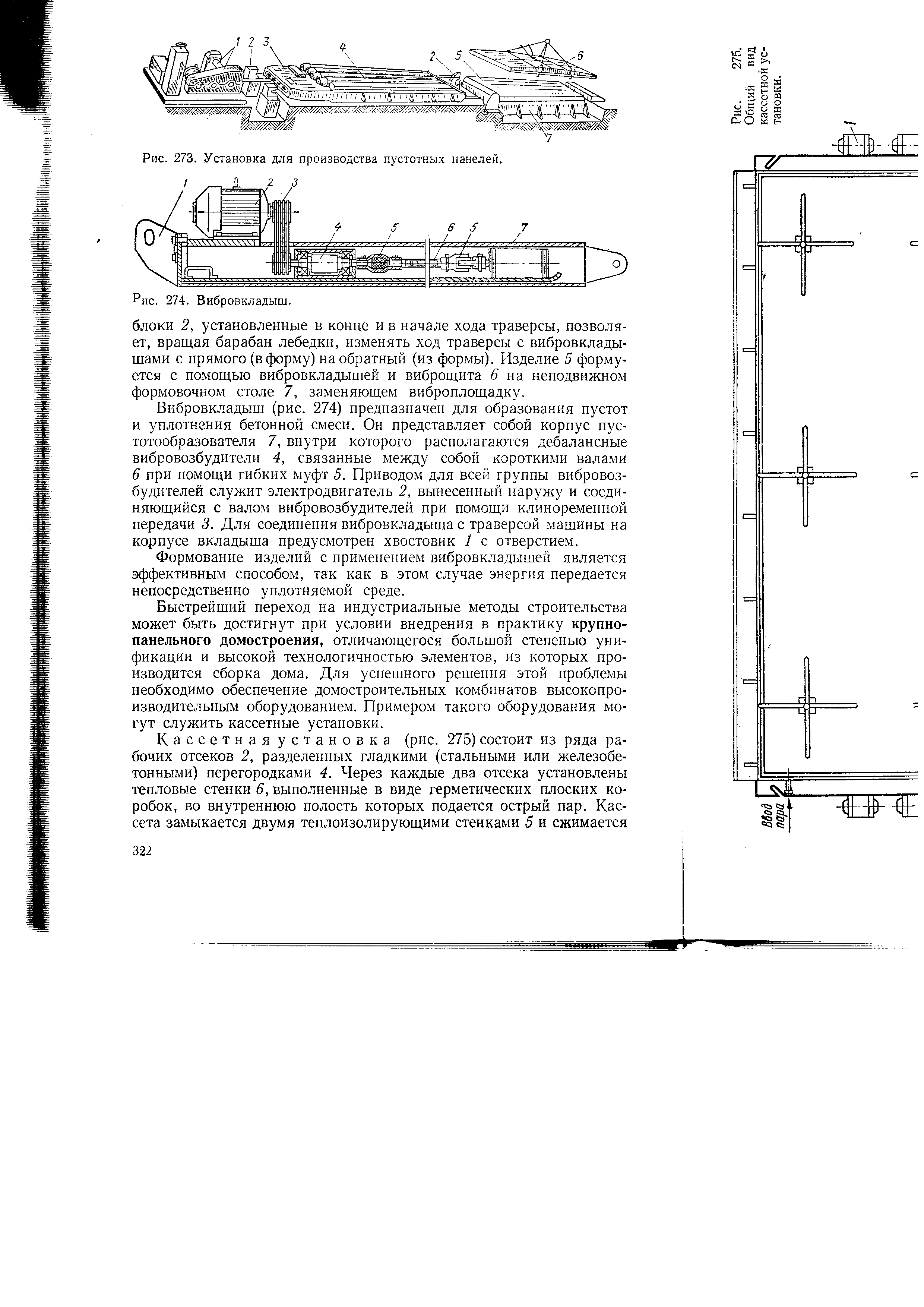
Рис.28. Установка для производства пустотных панелей:
1 – электрореверсивная лебёдка; 2 – направляющие блоки;
3 - траверса; 4 - вибровкладыши; 5 - изделие; 6 - виброщит;
7 – неподвижный формовочный стол.
Примером формовочной установки может служить установка для производства пустотных панелей. В этой установке траверса 3 с вибровкладышами 4 перемещается по направляющим при помощи канатной тяги электрореверсивной лебёдкой 1. Запасовка каната через направляющие блоки 2, установленные в конце и в начале хода траверсы, позволяют, вращая барабан лебёдки , изменять ход траверсы с вибровкладышами с прямого (в форму) на обратный (из формы). Изделие 5 формуется с помощью вибровкладышей и виброщита 6 на неподвижном формовочном столе 7, заменяющем виброплощадку.
Вибровкладыш предназначен для образования пустоты уплотнения бетонной смеси. Он представляет собой корпус пустотообразователя 7, внутри которого располагаются дебалансные вибровозбудители 4, связанные между собой короткими валами 6 при помощи гибких муфт 5. Приводом для всей группы вибровозбудителей служит электродвигатель 2, вынесенный наружу и соединяющийся с валом вибровозбудителей при помощи клиноременной передачи 3. Для соединения вибровкладыша с траверсой машины на корпусе вкладыша предусмотрен хвостовик 1 с отверстием.

Рис.29. Вибровкладыш:
1 – хвостовик с отверстием; 2 - электродвигатель; 3 – клиноременная передача;
4 – дебалансные вибровозбудители; 5 – гибкие муфты; 6 – короткие валы;
7 – корпус пустотообразователя.
Формование изделий с применением вибровкладышей является эффективным способом, т.к. в этом случае энергия передаётся непосредственно уплотняемой среде.
Для успешного решения проблемы крупнопанельного домостроения домостроительные комбинаты обеспечены высокопроизводительным оборудованием – кассетными установками. Кассетная установка состоит из ряда рабочих отсеков 2, разделённых гладкими (стальными или железобетонными) перегородками 4. Через каждые два отсека установлены тепловые стенки 6, выполненные в виде герметических плоских коробок, во внутреннюю полость которых подаётся острый пар. Кассета замыкается двумя теплоизолирующими стенками 5 и сжимается тягами 3, воспринимающими распоные усилия от бетона. Установленная между стенками бортовая оснастка 7 фиксирует их взаимное расположение и определяет толщину изделия. К разделительным стенкам крепятся по торцам вибромашины 1, способствующие уплотнению бетонной смеси во время формовки. Одна из наружных стенок делается неподвижной, а все остальные оборудованы опорными роликами и могут раздвигаться по горизонтальным балкам рамы установки.

Рис.30. Общий вид кассетной установки:
1 - вибромашина; 2 – рабочие отсеки; 3 - тяги; 4 – гладкие (стальные
или железобетонные) перегородки; 5 – две теплоизолирующие стенки;
6 – тепловые стенки; 7 – бортовая оснастка;
Процесс изготовления изделий в кассетах заключается в укладке и уплотнении бетонной смеси навесными вибромашинами в рабочих отсеках кассеты, тепловой обработки за счёт подачи пара в тепловые стенки и распалубки, т.е. последовательного отодвигания стенок и выемки готового изделия.
Вертикальные кассеты применяются для изготовления внутренних стен, перегородок, междуэтажных перекрытий и других гладких, без выступов и впадин изделий. Поскольку в крупнопанельном домостроении такие изделия составляют около 70% всех сборных элементов здания, кассетный способ производства находит широкое распространение.
Крупнообъёмное домостроение является дальнейшим повышением сборности зданий.

Рис.31. Способы формования объёмных блоков:
а – кассетный; 1 - сердечник; 2 - бункер; 3 – четыре шарнирно
закреплённые щита; 4 - гидроцилиндры;
б – непрерывный; 1 - гидроцилиндр; 2 - направляющие;
3 - платформа; 4 – четыре наружных стенки; 5 – наружные
вибромашины; 6 - сердечник; 7 - бункер.
Вибраторы с круговыми колебаниями. Предназначены для возбуждения вибрации в установках по уплотнению бетонных смесей и грунтов, транспортированию, выгрузке и просеиванию сыпучих материалов, привода вибропитателей, виброплощадок и других технологических работ, в т.ч. для миникирпичных блочных установок.



а б в
Рис.32. Вибраторы:
а - ИВ-98Б; б - ИВ-11-50; в - ИВ-43-25.
Таблица 8