

Оборудование для армирования.
Области применения арматуры. Одними из самых активных потребителей продукции металлургии всегда были и остаются строители. В строительстве наиболее востребованными являются арматура, используемая для возведении зданий и сооружений.
Арматура используется во всех железобетонных конструкциях: от индивидуальной застройки до многоэтажных домов, как в заводских штучных изделиях (плиты перекрытия, перемычки), так и в конструкциях, что изготавливаются непосредственно на строительной площадке и представляет собой гладкие или рифленые круглые стальные стержни.
При строительстве монолита одной из стадий является возведение арматурного каркаса, и от правильного и грамотного выполнения этой стадии зависит дальнейшая прочность здания, построенного по этой технологии. Достоинств у монолита много, поэтому он используется повсеместно.
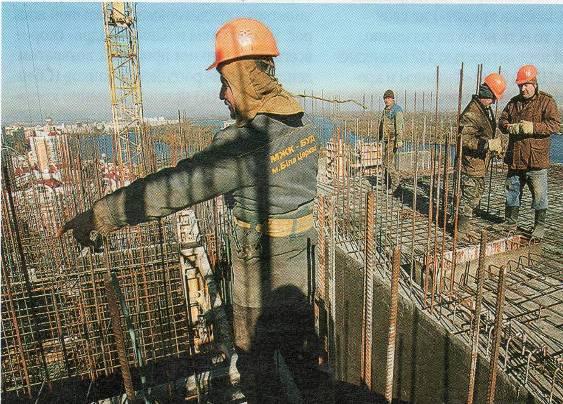
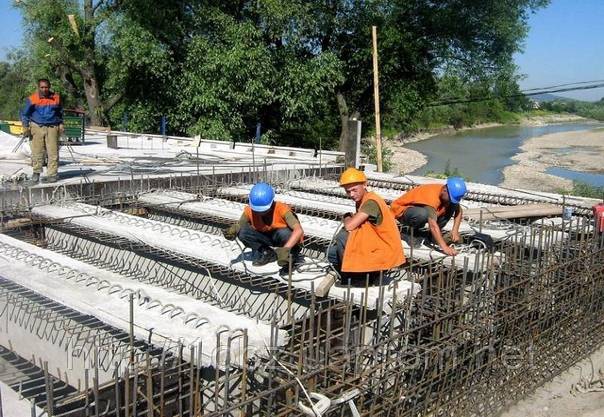

Рис.1. Использование арматуры:
а - при возведении многоэтажного здания; б - строительство, реконструкция мостов.
Идея сочетания в железобетоне двух крайне отличающихся механическими свойствами материалов заключается в следующем. Бетон, как и всякий каменный материал, хорошо сопротивляется сжимающим нагрузкам, но слабо противодействует растягивающим напряжениям. Прочность бетона при растяжении примерно в 10-15 раз меньше прочности при сжатии. В результате этого бетон невыгодно использовать при изготовлении конструкций, в которых возникают растягивающие напряжения. Сталь же, обладая очень высоким пределом прочности при растяжении, способна воспринимать растягивающие напряжения, возникающие в железобетонном элементе.
Наиболее выгодно применять ж/б для строительных элементов, подлежащих изгибу.
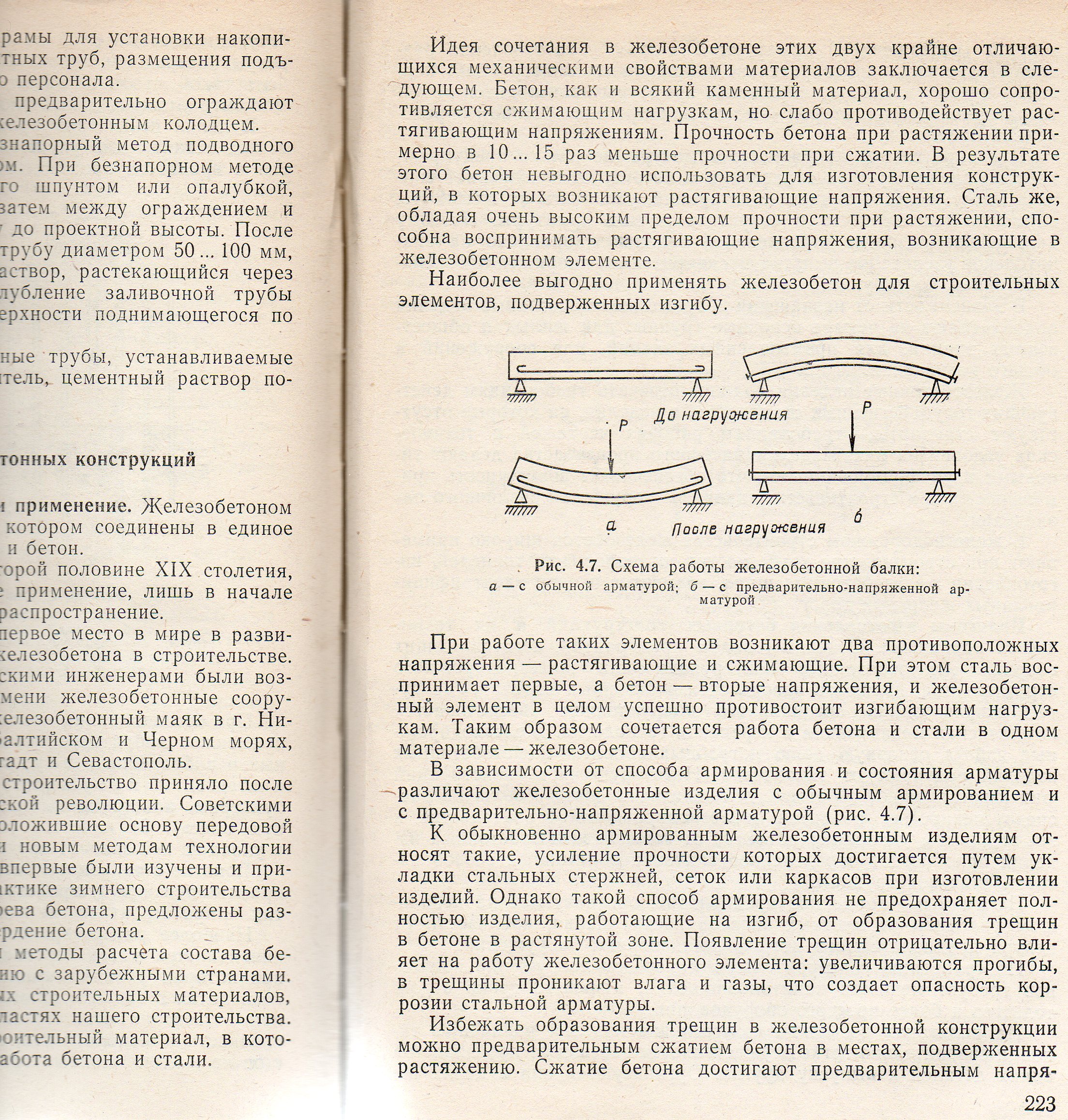
Рис.2. Схема работы ж/б балки:
а – с обычной арматурой; б – с предварительно-напряжённой арматурой.
При работе таких элементов возникают два противоположных напряжения – растягивающие и сжимающие. При этом сталь воспринимает первые, а бетон – вторые напряжения, и железобетонный элемент в целом успешно противостоит изгибающим нагрузкам. Таким образом сочетается работа бетона и стали в одном материале – ж/б.
В отдельных случаях арматуру применяют для усиления бетона против сжимающих усилий, для восприятия усадочных, температурных, транспортных и других временных и постоянных нагрузок.
Процесс бетонирования комплексный и состоит из простых процессов в соотношении:
• устройство опалубки и её разборка (50-70% по трудоемкости и
стоимости);
• арматурные работы (17-22%);
• укладка бетонной смеси и уход за ней (12-22%).
Производство ж/б изделий состоит из следующих основных процессов:
- армирования - укладка арматуры в форму или в готовое изделие;
- формования - включает в себя укладку бетонной смеси в форму и
её уплотнение;
- и твердения - происходит под влиянием ускоряющей процесс теп-
ловлажностной или тепловой обработки.
Ж/б изделия армируются:
● обычными сварными сетками (плоскими и гнутыми) и каркасами
(плоскими и пространственными),
● или предварительно напряжёнными стержнями,
● проволочными пакетами,
● и непрерывно наматываемой проволокой,
● различными типами закладных деталей.
В зависимости от способа армирования и состояния арматуры различают железобетонные изделия:
■ с обычным армированием – усиление прочности которых дости-
гается путём укладки стальных стержней, сеток или каркасов при
изготовлении изделий.
Однако такой способ армирования не предохраняет полностью изделия, работающие на изгиб, от образования трещин в бетоне в растянутой зоне. Появление трещин отрицательно влияет на работу железобетонного элемента: увеличиваются прогибы, в трещины проникает влага и газы, что создаёт опасность коррозии стальной арматуры.
■ армирование с предварительным сжатием бетона в местах,
подверженных растяжению.
Сжатие бетона достигают предварительным напряжением (растяжением) арматуры. По способу изготовления различают два вида предварительно-напряжённых конструкций:
1й - предварительное напряжение арматуры производится до затвердения бетона,
2й - после приобретения бетоном определённой прочности.
Предварительное напряжение арматуры не только предупреждает появление трещин в растянутом бетоне, но и позволяет снизить м ассу железобетонных конструкций, увеличить их жёсткость, повысить долговечность и сократить расход арматуры.
К классу арматур относят:
- различные конструкции,
- вспомогательные устройства, которые служат для обеспечения
функционирования разного рода конструкций и аппаратов.
Широко известно, что в строительстве арматура служит стальным каркасом железобетонных конструкций. Специалисты по строительству, произнося слово «арматура», имеют в виду не только
▪ стальные стержни, но и вспомогательные элементы:
▪ швеллеры,
▪ двутавры,
▪ уголки,
▪ разного рода сварные сетки и каркасы.


Рис.3. Арматура.
На сегодняшний день арматурные стержни изготавливают:
• стали – т.е. из традиционного материала;
• но также из дерева;
• или стеклопластика.
Для обеспечения прочного контакта бетона и арматуры на прутья наносят специальные насечки. Но при этом не следует забывать о том, что сцепление арматуры и бетона зависит от возраста самого бетона, его усадки и прочности.
В современном строительстве используют несколько видов контакта арматуры с бетоном:
- трение,
- сцепление,
- соединение на связях сдвига,
- электрохимическое воздействие раствора цемента на арматуру,
- трение и обжатие арматуры бетоном (применяется после усадки
бетона).
Выбор конкретного способа взаимодействия зависит от условий строительства.
Арматурные стержни соединяют между собой двумя способами:
● электросварка;
● и вязка проволокой;
Традиционную для других областей газовую сварку обычно не применяют для связки арматурных прутьев.
● иногда вместо вязки арматуры проволокой применяются арматур-
ные фиксаторы, сделанные из пружинной стали.
Арматурные изделия следует изготавливать на крупных арматурных заводах, поскольку при изготовлении арматуры в мелких цехах и на приобъектных полигонах в 3 - 5 раз возрастают затраты ручного труда, увеличиваются потери материала и стоимость продукции.
Процесс поэтапного изготовления арматурных изделий можно выразить следующей цепью: склад арматуры → разматывание, правка, чистка и резка → гнутье → сварка → готовое изделие.
Разматывание из бухт, правку, чистку и резку легкой арматуры производят на автоматических правильно-отрезных станках. Проходя через правильные ролики, арматура выпрямляется, очищается, затем отрезается по размеру. Далее арматура гнется на приводных станках и сваривается в сетки точечной контактной сваркой.
Арматурные работы состоят из двух самостоятельных рабочих операций:
▬ заготовки арматуры;
▬ и установки арматуры.
Заготовку арматуры необходимо начинать до начала опалубочных работ и укладывать ее по мере установки опалубки. Арматуру, как правило, заготавливают на арматурно-сварочных заводах или в цехах заводов железобетонных конструкций, где процессы изготовления максимально механизированы. Арматуру изготовляют преимущественно в виде укрупненных элементов, облегчающих ее транспортирование и сборку на местах установки.
В последнее время все большее применение находят арматурные несущие каркасы, что позволяет обойтись без специальных лесов, поддерживающих опалубку, уменьшает расход лесоматериала и сокращает трудоемкость и сроки работы.
Для изготовления ж/б конструкций применяют арматуру из стали различных марок.
Классификация арматуры. Стальную арматуру классифицируют по:
▪ основной технологии её изготовления;
▪ условию применения;
▪ профилю стержней.
Итак, классификация арматуры:
а). По материалу:
• стальная;
• неметаллическая.
б). В зависимости от способа изготовления арматуру подразделя-
ют на:
• стержневую, изготовляемую горячей прокаткой стали:
1 горячекатаная, не подвергающаяся после проката уп-
рочняющей обработке;
2 упрочнённую вытяжкой, подвергающуюся после прока-
та упрочнению вытяжкой в холодном состоянии (холод-
носплющенная);
• проволочную, получаемую волочением в холодном состоя-
нии:
1. арматурная проволока;
2. арматурные проволочные изделия.
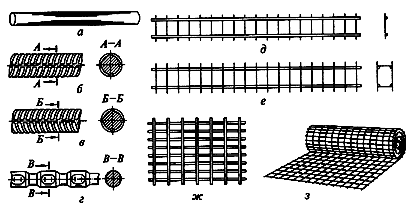
Рис.4. Виды арматуры:
а - круглая горячекатаная сталь Ст3; б - горячекатаная сталь периодического профиля Ст5; в - горячекатаная сталь марок 25Г2С, 35ГС, и 30ХГ2С; г - холодносплющенная сталь; д - плоский сварной каркас; е - пространственный каркас, собранный из двух плоских; ж - сварная плоская сетка; з - рулонная сетка.
в). По условиям работы арматуру подразделяют на:
• ненапрягаемую;
• и напрягаемую.
Ненапрягаемую арматуру применяют в обычных железобетонных конструкциях, а также в предварительно напряженных, где она является нерабочей. В качестве напрягаемой рабочей целесообразно применять арматуру из высокопрочной стали, которая может воспринимать максимальные растягивающие усилия.
г). По способу изготовления:
• стержневая;
• канатная;
• проволочная.
д). по способу установки:
• сварная;
• вязаную в виде отдельных стержней, сеток и каркасов.
е). Как стержневую, так и проволочную арматуру по профилю выпускают:
- гладкой (круглую гладкую - класс А-1);
- и периодического профиля. Профильная арматурная сталь
лучше сцепляется с бетоном.
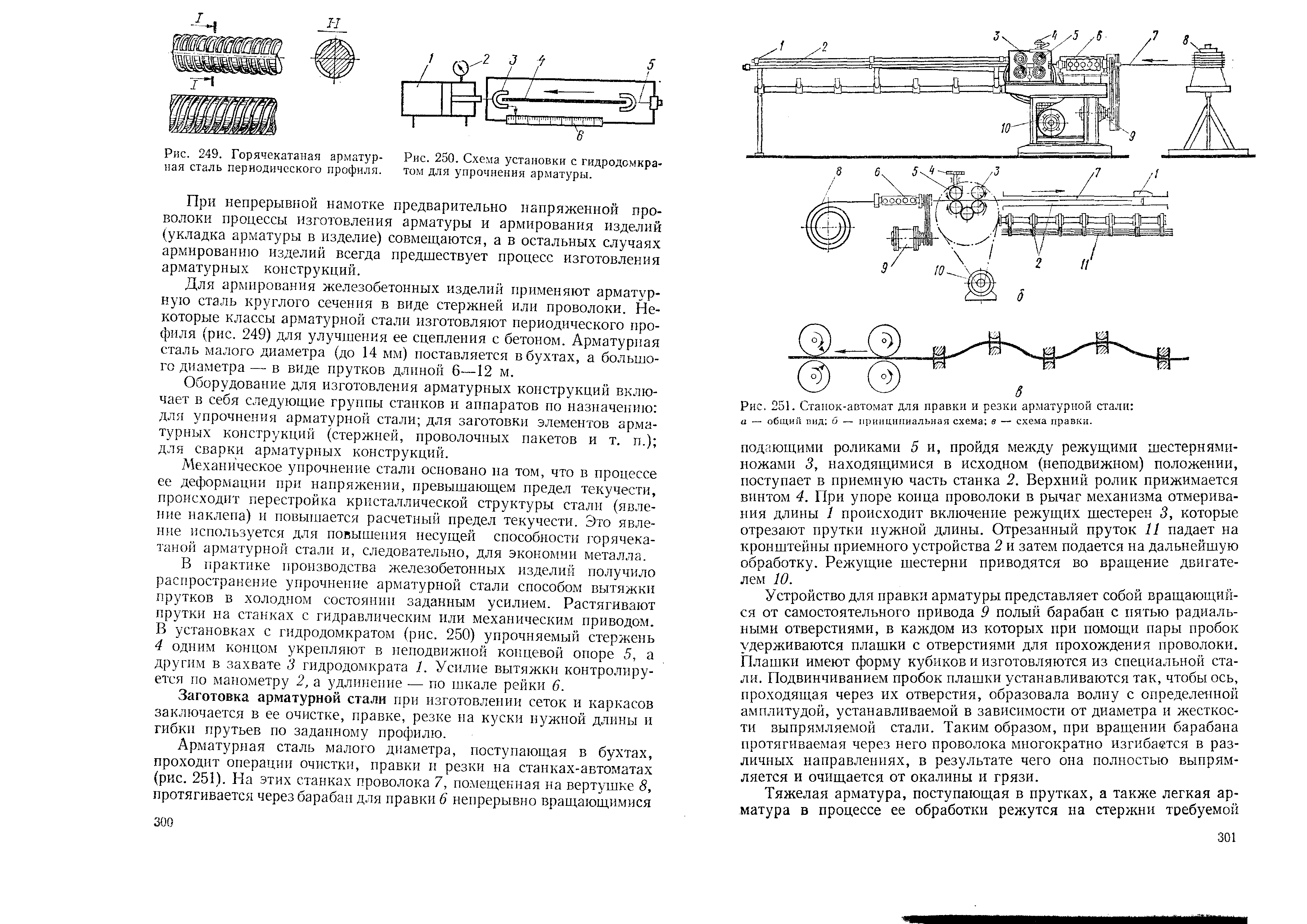
Рис.5. Горячая арматурная сталь периодического профиля.
Стержневую арматуру подразделяют на следующие типы:
○ горячекатаную (классов А-I; А-II; А-III; А-IV; А-V);
○ термически упрочненную (классов Ат-IV; Ат-V; Ат-VI);
○ упрочненную вытяжкой (классов А-IIв и А-IIIв).
Проволочную арматуру подразделяют на следующие виды:
♦ арматурную проволоку из низкоуглеродистой стали круглую класса В-I и периодического профиля Вр-I из углеродистой стали (высокопрочную) круглую класса В-II и периодического профиля Вр-II;
♦ арматурные пряди семипроволочные класса К-7 и девятнадцатипроволочные класса К-19;
♦ канаты двухпрядные класса К-2, трехпрядные - К-З и многопрядные - Кп.
Арматурные стали классов А-I, А-II, А-III, В-I, Вр-I используют в качестве ненапрягаемой арматуры в обычных и преднапряженных конструкциях.
Высокопрочную арматуру горячекатаную класса А-V, термически упрочненную классов Ат-IV, Ат-V и Ат-VI применяют в предварительно напряженных конструкциях.
ж). По назначению арматура железобетонных конструкций делится на:
► рабочую, которая воспринимает главным образом растягивающие усилия, возникающие в процессе эксплуатации конструкции,
► распределительную - для распределения усилий между рабочей арматурой, закрепления стержней в каркасе и обеспечения их совместной работы,
► монтажную - для обеспечения проектного положения отдельных стержней при сборке плоских и пространственных каркасов,
► и хомуты - для восприятия поперечных усилий и предотвращения косых трещин в бетоне.
Рабочую арматуру в предварительно напряженных конструкциях применяют в виде прядей канатов и стержней.
з). По трудоемкости изготовления арматура с диаметром стержней до 12 мм называется «легкой», а от 12 и до 40 мм – «тяжелой».
Таблица 1
Основные механические характеристики горячекатаной стержневой арматуры и холоднотянутой проволоки
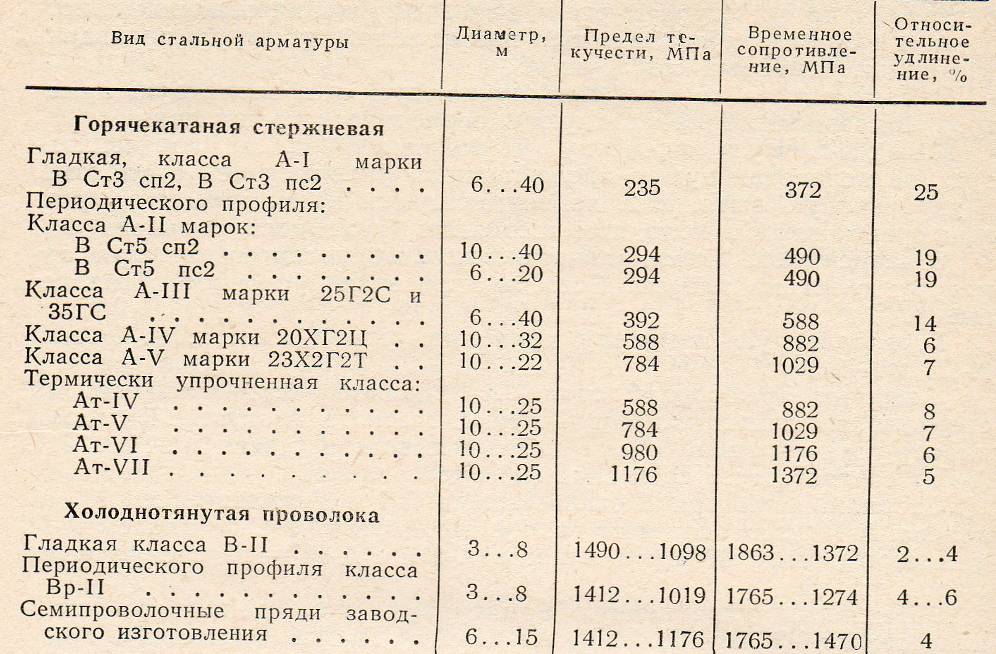
В мостовых конструкциях, особенно в пролётных строениях длиной более 18-21м, наряду со стержневой арматурой разных классов применяют высокопрочную проволочную арматуру диаметром от 4 до 8мм с временным сопротивлением от 1470 до 1961МПа как в виде пучков из прямых проволок, так и витых прядей и канатов заводского изготовления.
Оборудование для изготовления арматурных конструкций включает в себя следующие группы станков и аппаратов:
1). Для упрочнения арматурной стали;
2). Для заготовки элементов арматурных конструкций (стержней,
проволочных пакетов и т.п.);
3). Для сварки арматурных конструкций.
Классификация машин и оборудования для арматурных работ. Для армирования ж/б изделий применяют арматурную сталь круглого сечения в виде:
- проволоки;
- стержней.
Некоторые классы арматурной стали изготавливают периодического профиля для улучшения её сцепления с бетоном. Арматурная сталь малого Ø (до 14 мм) поставляется в бухтах (в виде мотков массой от 50 до 200 кг), а большого Ø (т.е Ø свыше 14 мм) – в виде прутков длиной 6÷12 м.
Для изготовления арматуры сталь, поступающая в мотках, должна подвергаться:
▪ размотке;
▪ очистке;
▪ правке, упрочнению (в отдельных случаях);
▪ резке на куски нужной длины и иногда гибке стержней.
Сталь, поступающая в прутках, должна очищаться, в некоторых случаях упрочняться и подвергаться гибке.
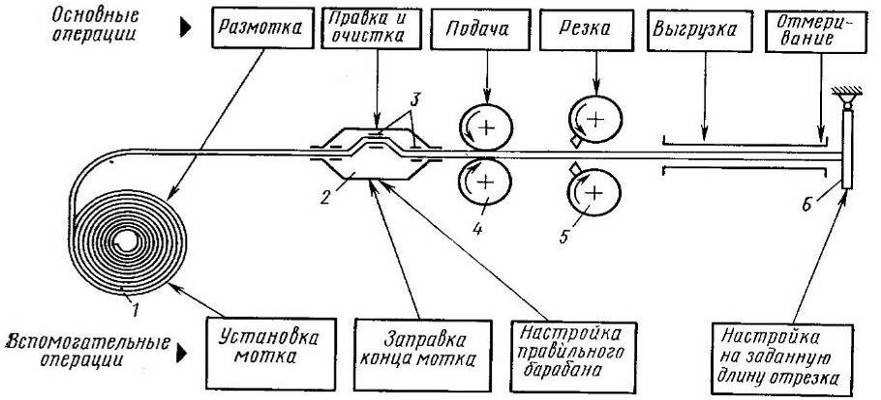
Рис.6. Схема заготовки арматуры:
1 – бухта проволоки;
2 – правильный барабан;
3 – плашки;
4 – ролики, протягивающие проволоку;
5 – ролики с ножами для отрезания проволоки;
6 – упор с выключателем ножей.
Оборудование для изготовления арматурных конструкций включает в себя следующие группы станков и аппаратов по назначению:
▬ для упрочнения арматурной стали;
▬ для заготовки элементов арматурных конструкций (стержней,
проволочных пакетов и т.п.):
─ станки для правки и резки арматурной стали и сеток;
─ станки для гибки арматурной стали и сеток;
▬ оборудование для изготовления сварных арматурных каркасов и
сеток;
▬ оборудование для натяжения арматуры предварительно-напря-
жённых конструкций;
▬ для электрической сварки арматурных конструкций.
Рассмотрим подробнее это оборудование в зависимости от технологического процесса для арматурных работ:
▲ оборудование для механического упрочнения стали;
Для более полного использования свойств металла арматуру можно упрочнять:
•- термически (закалка);
• механическое упрочнение.
Механическое упрочнение стали основано на том, что в процессе её деформации при напряжении, превышающем предел текучести, происходит перестройка кристаллической структуры стали (явление наклёпа) и повышается расчётный предел текучести. Это явление используется для повышения несущей способности горячекатаной арматурной стали и, следовательно, для экономии металла.
В практике получило распространение несколько способов упрочнения арматурной стали:
▪ волочение – протяжка прутка через отверстие диаметром, мень-
шим чем у арматуры (волочение через фильеры);
▪ холодное сплющивание - холодной вытяжкой сплющиванием в
холодном состоянии.
▪ силовая калибровка – растяжение стержней арматуры определён-
ным усилием.
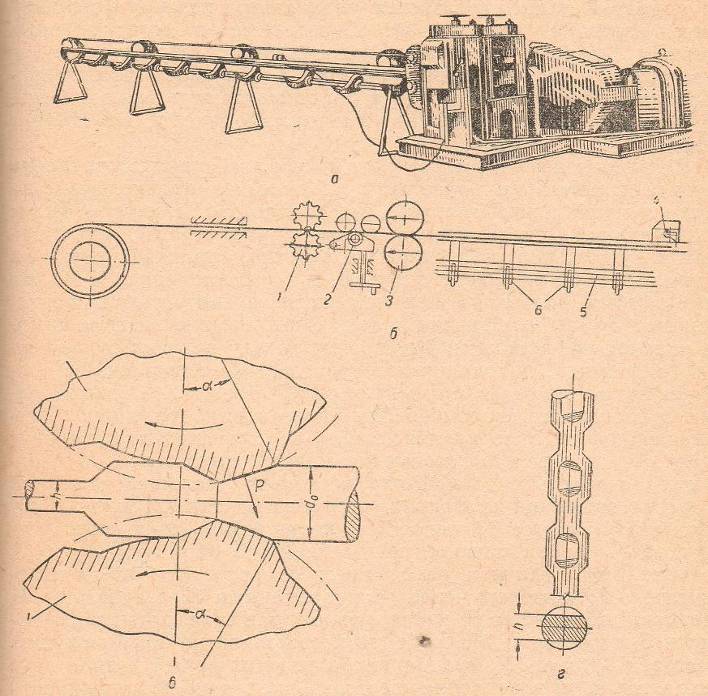
Наиболее распространённым является способ холодного сплющивания гладкой арматуры, изготовляемой на станках системы А.И.Авакова.
а б
в г
Рис.7. Стан системы Авакова малой модели (МА-50) для
сплющивания и резки арматурной стали:
а - общий вид; б - принципиальная схема; в - схема сплющивания; г - арматурный пру-
ток после сплющивания; 1 - пара профилированных валков; 2 - правильное устройство;
3 - механизм резания (вращающиеся валки с ножами); 4 - отмеривающее устройство;
5 - отрезанные и выпрямленные стержни; 6 - кронштейны приёмного устройства.
Сплющивание гладкого прутка происходит при его прокатывании между парой профилированных валков 1, которые при вращении захватывают и сплющивают пруток. После сплющивания на валках деформированный пруток проходит через правúльное устройство 2 и, дойдя до упора отмеривающего устройства 4, установленного на заданной длине, отрезается механизмом резания (вращающиеся валки с ножами) 3 (автоматическим устройством для резки снабжаются станы системы Авакова только малых моделей). Отрезанные и выпрямленные стержни 5 падают на кронштейны приёмного устройства 6. Т.о., сплющиванием гладких прутков достигается упрочнение арматурной стали и придание прутку периодического профиля, обеспечивающего повышение сцепления стали с бетоном.
В практике производства ж/б изделий получило распространение упрочнение арматурной стали способом вытяжки прутков в холодном состоянии заданным усилием. Растягивают прутки на станках с гидравлическим или механическим приводом. В установках с гидродомкратом (см. ниже рисунок) упрочняемый стержень 4 одним концом укрепляют в неподвижной концевой опоре 5, а другим в захвате 3 гидродомкрата 1. Усилие вытяжки контролируется по маноментру 2, а удлинение – по шкале рейки 6.
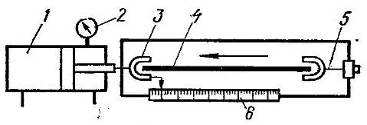
Рис.8. Схема установки с гидродомкратом для упрочнения арматуры:
1 – гидродомкрат; 2 – манометр; 3 – захват; 4 - прорезь;
5 – неподвижная концевая опора; 6 – шкала рейки.
Для лучшего сцепления бетона с арматурой проволока профилируется, т.е. на её поверхности делают углубления или насечки. Профилирование проволоки диаметром более 5 мм производится на заводах. Где изготовляется арматура.
При диаметре до 5 мм профилирование осуществляется в арматурных цехах на установках, одна из которых показана на рис. Бухта проволоки надевается на барабан, с которого она поступает к тянущим и профилирующим роликам. После этого проволока наматывается на тянущий барабан.
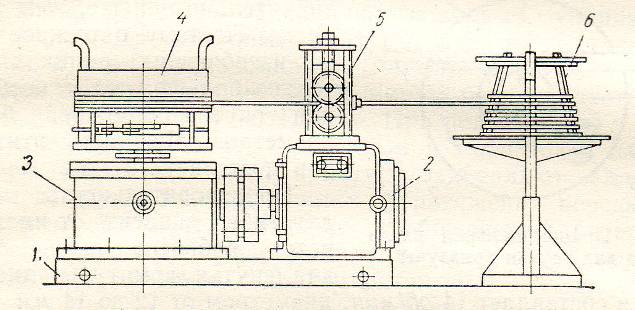
Рис.9. Установка для профилирования проволоки:
1 –станина; 2 – электродвигатель; 3 – редуктор; 4 – тянущий барабан;
5 – тянущее и профилирующее устройство; 6 – барабан для мотки проволоки.
▲ станки для правки и резки арматурной стали и сеток;
Арматурная сталь поступает в бухтах (диаметр 12 - 14 мм) и в прутьях (диаметр стержней - более 14 мм).
Станки для правки и резки арматурной стали используются при заготовке арматурных стержней мерных длин из стали диаметром до 12 мм.
Станки для правки и резки арматурной стали предназначены для заготовки арматурных стержней мерных длин из стали диаметром до 12 мм , поступающей в мотках. При размотке мотков перед правкой и резкой сталь одновременно очищают от окалины.
Правку, очистку и резку арматурной стали круглого профиля диаметром 3÷8 мм производят на автоматических правильно-обрезных станках АН-8-2, а диаметром до 14 мм – на станках АН-14.
Правку и резка арматуры осуществляется обычно на одном станке. Для этого проволоку пропускают через вращающийся барабан с радиально расположенными плашками.
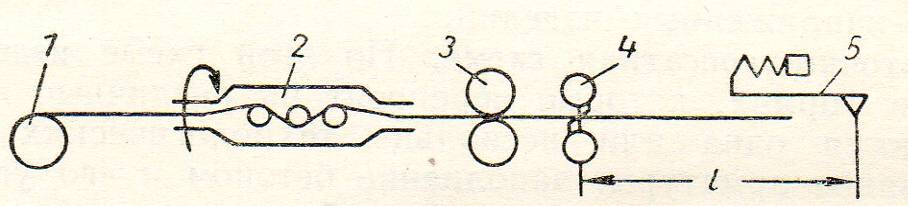
Рис.10. Схема работы станка для правки и резки арматурной проволоки:
1 – бухта проволоки; 2 – правильный барабан; 3 – ролики, протягивающие проволоку;
4 – ролики с ножами для отрезания проволоки; 5 – упор с включателем ножей.

Рис.11. Правильно-отрезные станки (ПРА-498, СПР-12).
Проволока проходит в отверстия этих плашек. Когда барабан вращается и проволока протягивается через плашки, она изгибается поочерёдно в различных плоскостях, благодаря чему выпрямляется и дополнительно очищается от окалины и грязи.
При размотке мотков перед правкой и резкой сталь одновременно очищают от окалины. Чистят арматуру ручным механизированным инструментом - электрощетками иди приводной электрощеткой на специальном станке. Для правки и резки арматуры применяют различные механизмы и ручные инструменты. Так, для правки арматуры небольших диаметров используют различные ручные приспособления; правильные плиты с уголками или стержнями (пальцами), ключи для правки.
Режут стержни диаметром 10-70 мм на различных станках. Так, ножницы механические СМЖ-214А используют главным образом для резки арматурных стержней в труднодоступных местах и для вырезания отверстий и проемов в арматурных сетках. Резку круглой стали диаметром до 45 мм осуществляют на комбинированных пресс-ножницах НГ-5222, НГ5223. Для резки мерных заготовок диаметром до 100 мм применяют станок типа СМЖ-197.
Круглые арматурные стержни режут на специальных приводных отрезных станках С-150А или С-445. Наибольший допустимый диаметр разрезаемой арматурной стали марки Ст3 на станке С-150А – 40 мм, на станке С-445 – 70 мм, а стали 30Х2С – соответственно 14 и 32 мм. Арматуру диаметром свыше 70 мм разрезают с помощью автогена или на специальных станках.
Правку и резку арматуры периодического профиля диаметром от 3 до 16 мм выполняют на станках И-35В, СМ-758 и СМ-759А. Длина нарезаемых прутков 160÷8000 мм.
Станки для правки и резки арматурных стержней подразделяются по видам устройств:
- правильного - на станки с правильным барабаном и правильными
роликами;
- режущего - на станки с гильотинными и вращающимися ножами;
- для отмеривания длины отрезаемых стержней - на станки с кон-
цевыми и роликовыми измерителями длины;
- для включения ножей - на станки с механической и электромаг-
нитной системой включения.
Наиболее эффективными являются станки с правильным барабаном, вращающимися ножами, с концевыми измерителями длины и электромагнитной системой включения ножей.
Станки для резки арматурных стержней подразделяются на:
- приводные - с электромеханическим или гидравлическим приво-
дом;
- и ручные - рычажного типа.
Резку ее производят на механических приводных прессах, а в случае небольшого объема работ используют ручные пресс-ножницы.
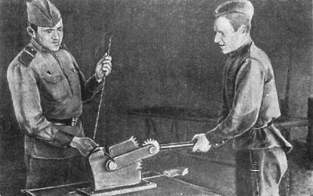
Рис.12. Резке на приводных ножницах.
Станки для резки подразделяются на:
- специальные - для резки арматурных стержней и сеток;
- и универсальные (комбинированные) - для резки листового и фа-
сонного проката.
Арматурные стержни диаметром более 70 мм резать можно ацетиленокислородными резаками, а также бензино- или керосинорезами. Арматурные сетки шириной до 3800 мм и диаметром прутков до 9 мм режут механическими ножницами СМЖ-60A или на установке СМЖ-62А при диаметре прутков 3-8 мм.
Для резки сеток шириной до 2800 мм при диаметре прутков 10 - 12 мм применяют ножницы Н-201.
Для бухтовой арматуры используют механизмы и установки, обеспечивающие комплексную ее обработку.
Эффективны правильно-отрезные станки (например ПРА-498, СПР-12), на которых производят разматывание, а также чистку, правку и резку бухтовой стали на отдельные стержни требуемой длины.
Скорость протягивания проволоки в станках достигает 1,5 м/сек. , число оборотов барабана в минуту 1800 – 2000. Мощность привода составляет 4 – 7 квт.
Производительность
![]() (1)
(1)
где D – диаметр тянущих роликов;
n – число оборотов барабана;
g – масса 1 м длины арматурной стали в т.
Диаметр проволоки, которая может правиться на станках, работающих по этому принципу, составляет от 7 до 14 мм. Расстояние между роликами, соответствующее диаметру проволоки, регулируется в радиальном направлении винтовым устройством.
Для резки арматурной стали диаметром до 40 мм классов A-I -А-III применяют приводные станки СМЖ-172А, С-229А (в настоящее время не выпускается -прим. редактора), СМЖ-133А (в настоящее время не выпускается -прим. редактора), СМЖ-322А, НБ-633, НГ-5222, НГ5223, аллигаторного типа Н-2228, а также ручные ножницы СМЖ-214А и НПГ-12А. Для стали диаметром до 70 мм применяют станок С-445М.
Арматурную сталь диаметром более 70 мм режут ацетиленокислородными резаками, а также бензино- или керосинорезами. Для повышения производительности труда можно одновременно резать несколько стержней, учитывая диаметр арматуры и мощность станка. При заготовке стержней диаметром 14 мм и более при их резке на приводных ножницах появляются отходы. В целях экономии металла эти отрезки сваривают в плеть с последующей резкой на стержни требуемой длин.
▲ станки для гибки арматурной стали и сеток;
Станки для гибки стержней арматурной стали и сварных сеток имеют:
• электромеханический привод,
• электрогидравлический привод;
• или пневматический привод.
По виду конструкции эти станки делятся на:
• однодисковые;
• и двухдисковые.
Гнутьё арматурных стержней для придания им заданной формы (хомуты, монтажные петли, отгибы и т.п.) производится на станках, у которых основной рабочей частью являются диск 2, поворачиваемый на необходимый угол вокруг центрального пальца 5.
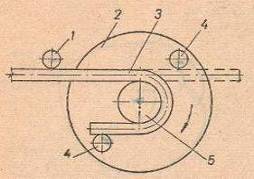
Рис.13. Схема гнутья арматурного стержня:
1 - упор; 2 - диск; 3 - стержень; 4 – рабочий палец; 5 – центральный палец.
Изгибаемый стержень или пакет стержней укладывается на диск между центральным пальцем 5 и упором 1. При вращении диска стержень 3 загибается рабочим пальцем 4, укреплённым на диске, после чего диск возвращается в исходное положение. Промышленностью выпускается несколько типов приводных станков, обеспечивающих гнутьё стержней диаметром до 90мм.
Схема и приёмы гибки арматурных стержней показаны на рис.
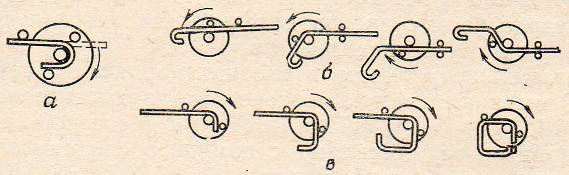
Рис.14. Гибка арматурных стержней:
а – схема гибки; б – приёмы гибки сложной арматуры; в – приёмы гибки хомутов.
В станке для гнутья арматуры диаметром до 20мм рабочий диск 4 приводится во вращение электродвигателем 7 через зубчатую 8 и червячную 2 передачи. Включение диска производится кулачковой муфтой 3 при нажатии педали 1, а выключение – при прекращении этого нажатия.
Для быстрого возврата диска в исходное положение служит лента 5 с пружиной 6. Эта лента во время рабочего вращения диска наматывается на его вал и растягивает пружину 6, а при отключении кулачковой муфты возвращает вал с диском в исходное положение за счёт упругих сил растянутой пружины.
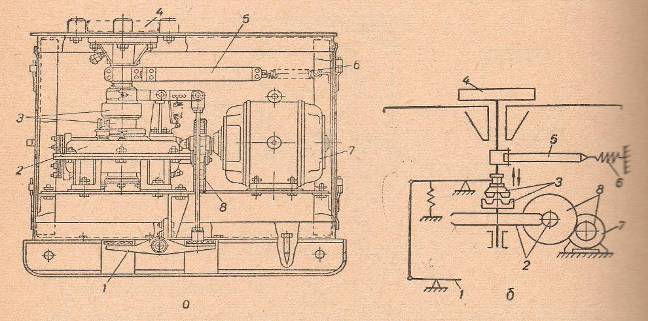
Рис.15. Станок для гнутья арматуры:
а – конструкция; б – схема; 1 - педаль; 2 – червячная передача; 3 – кулачковая муфта;
4 – рабочий диск; 5 - лента; 6 - пружина; 7 – электродвигатель; 8 – зубчатая передача.
Одним из наиболее целесообразных способов изготовления пространственных арматурных каркасов является их гнутьё из плоских сварных сеток – заготовок. Для этой цели используются специальные станки для гнутья плоских сеток, конструкция которых позволяет загибать конец сетки под различным углом.
Все существующие конструкции станков этого типа имеют:
- стол-основание, на котором происходит загибание концов сетки;
- устройство для удерживания сетки во время гнутья;
- устройство для загибания её конца.
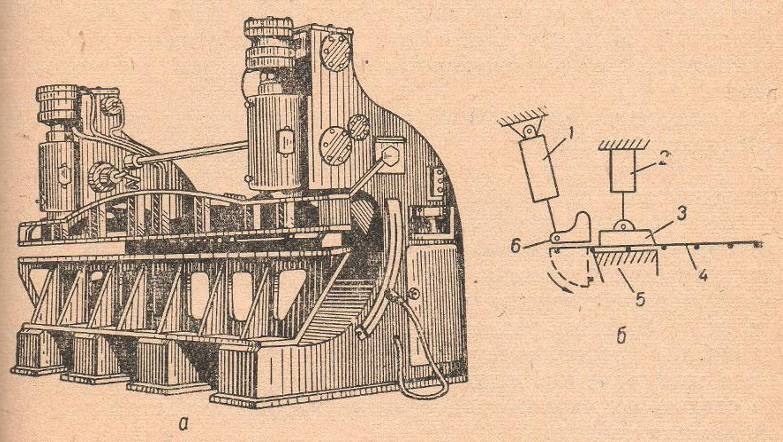
Рис.16. Станок для гнутья сеток:
а – общий вид; б – схема гнутья; 1 - гидроцилиндр; 2 - гидроцилиндр;
3 - траверса; 4 - сетка; 5 – рабочий стол; 6 - траверса.
В наиболее часто применяющемся станке с гидравлическим приводом сетка 4 укладывается на рабочий стол 5 и при помощи гидроцилиндра 2 прижимается траверсой 3. Свисающий конец сетки загибается на заданный угол поворотом траверсы 6, управляемой гидроцилиндром 1.
Для гибки арматурных стержней применяют станки С-146А, С-394, С395, С-564 и С-565, обеспечивающие гибку в холодном состоянии стержней из Ст3 диаметром до 90 мм, а при более высоких марках стали – тоньше.
Станки для гибки стержней арматурной стали и сварных сеток имеют:
- электромеханический,
- электрогидравлический,
- или пневматический привод.
По виду конструкции эти станки делятся на:
- однодисковые,
- и двухдисковые.
Для навивки спиральной проволочной арматуры круглых ж/б изделий (труб, опор, мачт) используют навивальные станки.
В зависимости от диаметра стержней гнутье арматуры осуществляют на ручных или приводных станках.
Так, при диаметре стержней до 12 мм используют станки с ручным управлением типа НЗ-4, а для стержней диаметром более 12 мм - приводные универсальные станки С-564 и СМЖ-179, на которых производят и гибку монтажных петель, хомутов, анкерных стержней. Стержни диаметром 32 -40 мм изгибают на станках СГА-1 и СГА-55.
Для гибки арматуры больших диаметров одного гибочного ролика недостаточно, в этих случаях устанавливают большее количество роликов. Станки выпускают с комплектами сменных частей, в которые входят диски с пальцами и роликами для гнутья стержней диаметром до 20 мм.
▲ оборудование для электрической сварки арматурной стали;
Для соединения арматурных стержней, при изготовлении сеток, пространственных и плоских каркасов применяют:
• электродуговую;
• ванную,
• электроконтактную точечную
• и стыковую сварку.
В ряде случаев эти операции производят вручную (например, при сварке крестовых соединений стержней большого диаметра, при соединении стержней накладками и внахлестку).
Оборудование для электродуговой сварки может быть разделено:
а) по принципу работы:
- полуавтоматы для сварки в среде защитного газа,
- и для сварки под слоем флюса;
б). породу применяющегося тока:
- работающее на постоянном или переменном токе,
- и универсальное.
Для изготовления широкой номенклатуры арматурных изделий в заводских условиях применяют сварочные машины, работающие в полуавтоматическом или автоматическом режимах, и только некоторую часть сварочных работ, связанных с устройством и монтажом арматуры на строительной площадке, выполняют вручную.
Арматурные сетки и плоские каркасы изготовляют контактной точечной сваркой, что позволяет механизировать и автоматизировать процессы, а также упростить изготовление пространственных каркасов путем их сборки из плоских сварных сеток.
Машины и оборудование для контактной стыковой и точечной электросварки арматурных стержней применяют в основном в стационарных мастерских и в цехах заводов железобетонных изделий (ЖБИ).
Машины для электрической контактной сварки арматуры подразделяются на:
• автоматические;
• и неавтоматические:
― с ручным,
― пневмогидравлическим,
― или электромеханическим управлением механизмом сжатия. Стержни арматуры закрепляют в зажимах машин механическими (винтовыми и эксцентриковыми) или пневмогидравлическими устройствами.
Машины для контактной точечной сварки могут быть:
а) по конструкции:
• одно-,
• двух-
• и многоточечными.
Б) по типу привода:
• пневматическими,
• и пневмогидравлическими.
В) по условям работы:
• стационарными,
• и передвижными (подвесными).
Подвесные машины для контактной сварки бывают:
• с выносным сварочным трансформатором,
• и с встроенным трансформатором.
В отдельную группу входят машины для сварки свай, колонн и труб.
Для изготовления широкой номенклатуры арматурных изделий в заводских условиях применяют сварочные машины, работающие в полуавтоматическом или автоматическом режимах, и только некоторую часть сварочных работ, связанных с устройством и монтажом арматуры на строительной площадке, выполняют вручную.
К оборудованию для электрической сварки арматурной стали относят машины для электрической контактной сварки, предназначенные для соединения арматурных стержней между собой без применения присадочного металла; полуавтоматы АСП-10 (МС-301), МСР-50, МСР-75 и МСР-100 для контактной стыковой сварки арматурной стали диаметром 8÷50 мм, а МСГУ-500 – до 70 мм. Стыковые контактно-сварочные машины мощностью от 25 до 500 квт позволяют сваривать стержни диаметром до 90 мм. Установка 7151/11А сваривает стержни диаметром 16÷40 мм.
Для соединения стержней арматуры диаметром 10÷32 мм применяют машины для стыковой сварки трением, требующие несколько меньше мощности в сравнении с контактными электросварочными машинами.
Принцип работы многоточечных сварочных машин заключается в том, что электроды 4 трансформатора 3 подводятся к свариваемым стержням 2 с одной стороны (односторонняя подводка тока), и происходит одновременное сваривание двух точек пересекающихся стержней при их сжатии шунтирующей токопроводящей пластиной 1. Основной сварочный ток будет последовательно проходить через обе точки сварки и шунтирующую медную пластину, незначительно отвлетвляясь по арматурному стержню 9 цепь тока обозначена стрелками). Такое токораспределение, обусловленное малым сопротивлением шунтирующей пластины по сравнением с сопротивлением арматурного стержня, уменьшает требуемую мощность сварочного трансформатора и не вызывает излишнего нагрева арматуры.
Комплектуя нужное количество сварочных головок (головка – это два рабочих электрода и шунтирующая пластина), можно получить машину для сварки сеток любого размера и одновременно производить сварку целой группы точек.
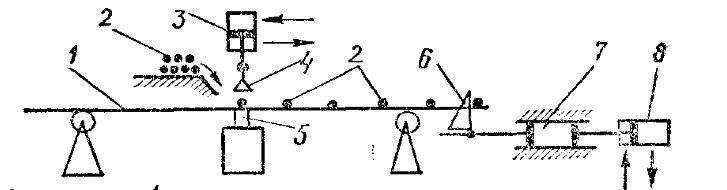
Рис.17. Схема сварочной головки для многоточечной
сварки арматурных сеток:
1 – продольные стержни 2 – поперечный стержень; 3 – пневматические цилиндры;
4 – шунтирующие пластины; 5 – неподвижные электроды; 6 - зуб; 7 - каретка; 8 – пневматический цилиндр.
В таких машинах (см. рис.) сетка движется вдоль оси продольных стержней 1 между неподвижными электродами 5 и шунтирующими пластинами 4, управляемыми при помощи пневматических цилиндров 3. После каждого передвижения сетки на один шаг к местам расположения электродов
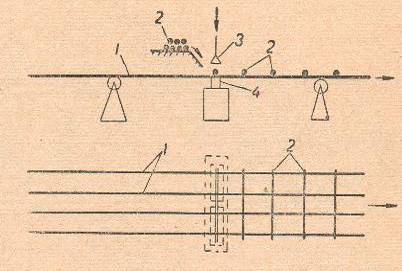
Рис.18. Схема работы многоточечной сварочной машины:
1 – продольные стержни; 2 – поперечные стержень; 3 – шунтирующие пластины;
4 - .неподвижные электроды.
подаётся очередной поперечный стержень 2, который сваривается во всех точках его пересечения с продольными стержнями. Сетка захватывается за поперечные стержни зубом 6 и перемещается на один шаг при помощи каретки 7 и пневматического цилиндра 8, поршень которого совершает возвратно-поступательные движения. Двигаясь вперёд, зуб отклоняется, встречая на своём пути поперечный стержень, а во время обратного хода - захватывает стержень и перемещает всю сетку.
Оборудование для изготовления сварных арматурных каркасов и сеток включает аппараты точечной сварки, с помощью которых изготавливают различные плоские и объёмные арматурные сетки и каркасы из стержневой стали классов А-І, А-ІІ, А-ІІІ, а так же холоднотянутой проволоки класса В-І диаметром 3÷25 мм. Узкие сетки, ширина которых не превышает вылета электродержателей, сваривают на одноточечных машинах, оборудованных двумя столами. Промышленность выпускает большое количество одноточечных и двухточечных машин: МТП-75-15, МТП-1207, МТП-100-5, МТ-1607, МТ-2507, МТМ-33 и др. Контактная точечная сварка весьма производительна (на одноточечных машинах сваривают до 1000 соединений в час).
При большой потребности в плоских каркасах и сетках шириной до 3800 мм применяют многоточечные автоматические машины типов МТМК, МТ, МТМ, МТМС и АТМС. Массовое изготовление плоских каркасов осуществляют с помощью специальных автоматизированных многоточечных машин МТ-603, МТМ-09, МТМК-3×10, а сварка сеток шириной до 3800 мм машинами МТМС-10×35, МТМС-18×75, АТМС-14×75.
Бессварные соединения выполняются с помощью проволочных соединительных элементов - фиксаторов. Фиксаторы выполняют из проволоки диаметром 1,6-1,8 мм. С их помощью выполняются одно- и двусторонние соединения арматурных стержней диаметрами 5-32 мм. Концы стержней арматуры гладкого профиля в растянутой зоне делают с крюками, а из стали периодического профиля - без крюков. В местах стыкования стержни должны быть связаны проволокой двойными узлами. Расстояние между стыками, расположенными в разных сечениях, должны быть не менее длины нахлестки или полунахлестки. Стыки не должны совпадать с местами изгиба стержней.



Рис.19. Арматурные сетки из стержней непериодического профиля.




Рис.20. Строительный пистолет для обвязки арматуры DZ-04-A01.
Применение: переносные аккумуляторные пистолеты предназначены для обвязки арматуры в любых плоскостях. Пистолет для обвязки арматуры является альтернативой традиционному методу скрепления арматуры- обвязке в ручную. Пистолет работает от аккумуляторной батареи 12 вольт.
Пистолет для вязки арматуры — портативный ручной инструмент, который упрощает процесс поддерживания и связывания арматурных стержней.
Особенности: высокая скорость связки, прочный узел, простота работы-(одной рукой), доступность к любому месту, лёгкий вес и компактность, заменяет от 3 до 5 человек.
Таблица 2