

Токарно-револьверный станок 1в340ф
Станок предназначен для выполнения различных токарных работ при обработке сплошных деталей со ступенчатым и криволинейным профилем в условиях серийного и мелкосерийного производства.
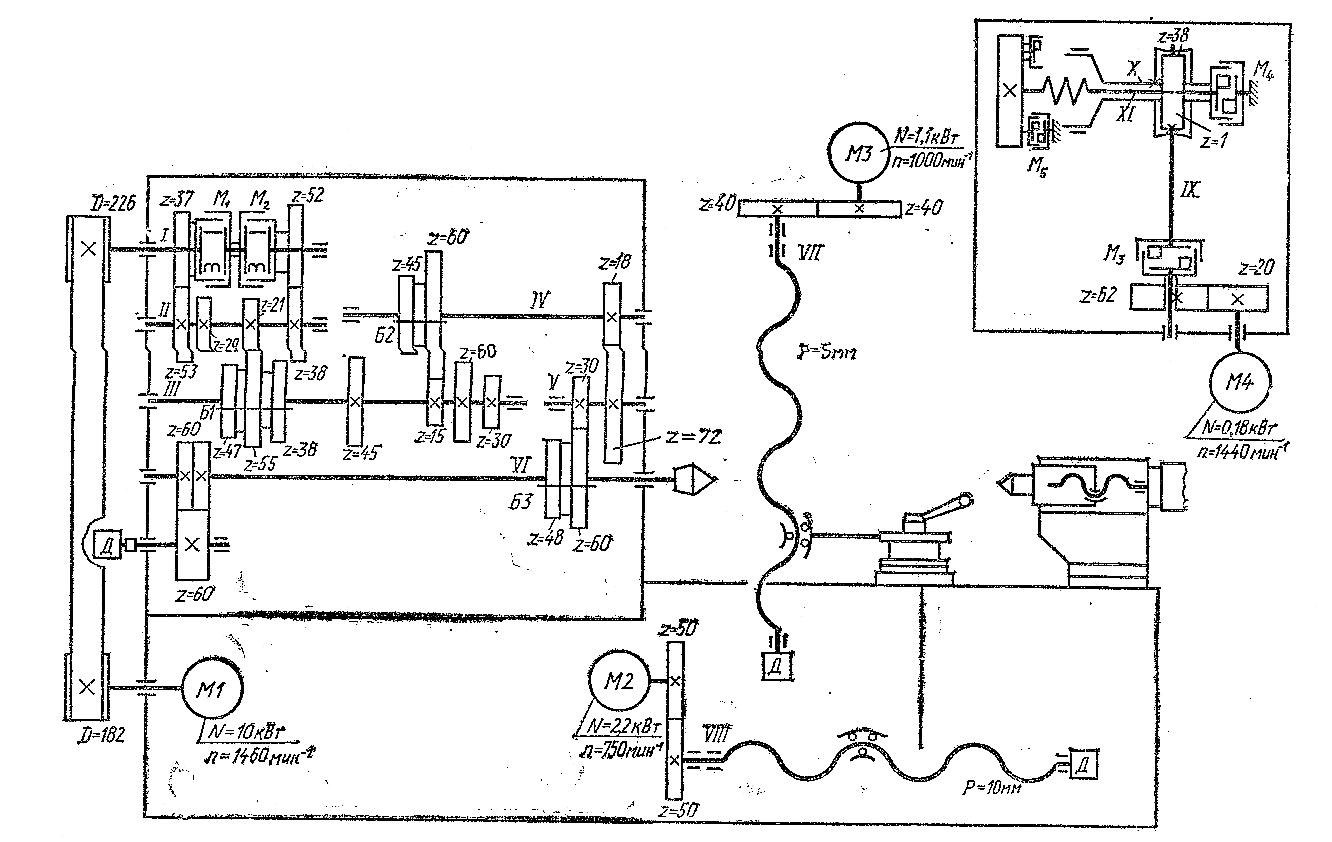
Рис. Кинематическая схема станка 16К20Т1
Нарезание резъб в широком диапазоне производится метчиками, плашками или резцом по программе. Станок выпускают в двух исполнениях: для обработки заготовок из прутка (автоматический цикл обработки) и штучных заготовок (полуавтоматический цикл). Класс точности станка П. Обеспечивается точность обработки по 8-му квалитету с шероховатостью поверхностей Ra = 2,5 мкм.
Техническая характеристика станка. Наибольший диаметр обрабатываемой заготовки из прутка 40 мм; наибольший диаметр заготовки, устанавливаемой над станиной, 400 мм; число граней револьверной головки 8; число частот вращения шпинделя 12; переделы частот вращения шпинделя 45 - 2000 мин-1; пределы продольных и поперечных подач револьверного суппорта (бесступенчатое регулирование) 1-2500 мм/мин; скорость ускоренных перемещении револьверного суппорта продольных 10 000 мм/мин, поперечных 5000 мм/мин; скорость подачи отрезного суппорта (бесступенчатое регулирование) 5-600 мм/мин; скорость ускоренного хода отрезного суппорта 8000 мм/мин; габаритные размеры станка 1840 1770 1670 мм.
Устройство ЧПУ - типа «Электроника НЦ-31» или «Люмо 2-132». Число координат из них одновременно управляемых 2/2; имеется коррекция па положение инструмента. Программоноситель - электронная память. Оператор в ходе обработки первой заготовки при помощи средств ручного управления и элементов автоматического управления формирует управляющую программу, которая позволяет уже следующую заготовку обрабатывать в автоматическом цикле. Дискретность задания размеров: продольных 0,01 мм, поперечных 0,005 мм. Дискретность задания шага резьбы 0,0001 мм.
Основные механизмы, движения и принцип работы станка. На основании А верхняя станина Б, на которой установлена шпиндельная бабка В. По призматическим направляющим верхней станины перемещается крестовый суппорт Е с восьмипозиционной револьверной головкой Д с вертикальной осью. Инструмент, закрепленный в револьверной головке, имеет продольное и поперечное перемещение. Гидрофицированный отрезной суппорт (на рис. не показан) с однокоординатным поперечным перемещением закреплен на шпиндельной бабке.
Кинематика станка. Главное движение шпиндельный вал IV получает от двухскоростного электродвигателя М1 (N = 6,0/6,2 кВт; n = 960/1440 мин-1) через плоскозубчатую ременную передачу z1 - z2 автоматическую коробку скоростей, обеспечивающую шесть частот вращения, и плоскозубчатую ременную передачу z3 - z4. Шпиндель имеет 12 частот вращения за счет электродвигателя и попарного переключения электромагнитных муфт в АКС.
В
станке пределы частот вращения меняются
в зависимости от пруткового, патронного
или скоростного исполнения (соответственно
n
= 45![]() 2000,
36
1600,
56
2500
мин-1).
Это достигается установкой сменных
шкивов z1
- z2,
z3
- z4.
Шпиндель тормозится одновременным
включением муфт М1,
М2,
М3.
Реверс шпинделя осуществляется
электродвигателем. Смазывание коро6ки
скоростей централизованное.
2000,
36
1600,
56
2500
мин-1).
Это достигается установкой сменных
шкивов z1
- z2,
z3
- z4.
Шпиндель тормозится одновременным
включением муфт М1,
М2,
М3.
Реверс шпинделя осуществляется
электродвигателем. Смазывание коро6ки
скоростей централизованное.
Движения подачи. Продольные и поперечные подачи револьверного суппорта происходят от высокомоментных электродвигателей постоянного тока М2 и М3 (N = 1,5 кВт, n = 1000 мин-1) с изменением частоты их вращения от 0 до 1000 мин-1 через зубчатые ременные передачи и пары винт - гайка качения VII и VIII. Для контроля расположения револьверного суппорта на винтах установлены датчики связи.
Быстрые ходы и рабочие подачи отрезного суппорта осуществляются от гидросистемы. Конечные выключатели обеспечивают выдачу команды в исходном верхнем полоожении суппорта, переход с быстрого подвода на рабочую подачу и выключение подачи в конце рабочего хода.
Датчик резьбонарезания Dp на валу VI получает вращение через беззазорные передачи z = 33-70, z = 33-70.
Револьверная головка поворачивается вокруг вертикальной оси от гидродвигателя М4 (рис. б) через червячную пару z = 1 - 62 и фиксируется с помощью плоскозубчатых колес z = 88. На валу IX револьверной головки закреплено колесо z = 60, через зубчатые колеса z = 48 - 60 приводит во вращение ось Х датчика Dr поиска позиции револьверной головки. Для предварительной фиксации револьверной головки служит фиксатор 2, управляемый поршнем 3 цилиндра с гидрораспределителем. При попадании фиксатора в гнездо фиксаторного диска 1 перемещается гидрораспредетпель и перекрывает доступ масла к гидродвигателю М4 поворота револьверной головки; одновременно масло поступает в верхнюю полость цилиндра зажима Ц1, и головка фиксируется на плоскозубчатое колесо z = 88. Тарельчатые пружины компенсируют осевое перемещение червяка z = 1. после попадания фиксатора 2 в гнездо диска 1 и поворачивают револьверную головку при окончательной фиксации

Рис. Кинематическая схема токарно-револьверного станка lВ340Ф30 с ЧПУ
Гидросхема станка обеспечивает подачу прутка на заданную длину, зажим заготовки с заданным усилием, зажим револьверной головки и ее поворот, рабочие и вспомогательные перемещения отрезного контроль давления в линиях нагнетания и зажима, устройства для автоматической разгрузки деталей.