

МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯ АКАДЕМИЯ
Кафедра Подъемно-транспортные машины
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНЫМ И ПРАКТИЧЕСКИМ РАБОТАМ ПО КУРСУ
«ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПТМ»
(для студентов специальности 6.090214 «ПТС и ДМ» для дневной и заочной формы обучения)
КРАМАТОРСК ДГМА 2ОО6
МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ УКРАИНЫ
ДОНБАССКАЯ ГОСУДАРСТВЕННАЯ МАШИНОСТРОИТЕЛЬНАЯАКАДЕМИЯ
Кафедра Подъемно-транспортные машины
МЕТОДИЧЕСКИЕ УКАЗАНИЯ
К ЛАБОРАТОРНЫМ И ПРАКТИЧЕСКИМ РАБОТАМ ПО КУРСУ
"ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ПТМ"
(для студентов специальности 6.090214 «ПТС и ДМ» для дневной и заочной формы обучения)
Утверждено
на заседании кафедры
подъемно-транспортных машин.
Протокол № от
Краматорск ДГМА 2006
УДК 621.002
Методические указания к лабораторным и практическим работам по курсу "Технология производства ПТМ" (для студентов специальности 6.090214) / Составители В.М. Гущин, И.А. Рагулин, Т.Р. Бондаренко. - Краматорск: ДГМА,2006. - 56 с.
Приведены варианты заданий для самостоятельной проработки, даны общие указания, необходимые для их выполнения.
Составители В.М. Гущин,
И.А. Рагулин,
Т.Р. Бондаренко
Ответственный
за выпуск В.Г. Крупко
СОДЕРЖАНИЕ
Общая часть……………………………………………………………………………
Лабораторная работа 1..................................................................................................
Лабораторная работа 2..................................................................................................
Лабораторная работа 3..................................................................................................
Лабораторная работа 4..................................................................................................
Лабораторная работа 5..................................................................................................
Лабораторная работа 6..................................................................................................
Приложение……………………………………………………………………………
Список использованной литературы…………………………………………………
Общая часть
Программой курса „технология производства ПТМ” для студентов специальности „подъемно-транспортные, строительные, дорожные машины и оборудования” предусмотрены выполнения лабораторных работ, их цель — закрепления студентами теоретических знаний, полученных на лекциях; получения практических навыков разработки технологических процессов механической обработки деталей и сборки узлов машин; проведения исследований и изучение опроса передовых тенденций развития технологии тяжелого машиностроения.
Лабораторные работы выполняются за согласованной кафедрой графиком. К выполнению лабораторной работы допускаются студенты, которые раньше времени выучили ее содержание, соответствующие разделы теоретического курса, которые знают ответа на контрольные вопросы к каждой работе, которые прошли инструктаж по технике безопасности.
Работа выполняется в последовательности, по графику.
Сначала необходимо распределить обязанности между членами бригады, которые назначенные для выполнения каждой лабораторной работы.
При завершении работы до конца занятия студент переход к составлению отчета в соответствия с указаниями к каждой работе.
При защите лабораторной работы студент может знать основные теоретические сведения по данной работе, методику тех или других измерений, объяснить их значение, уметь сделать анализ полученных результатов по работе.
Лабораторная работа 1
ИЗУЧЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ РЕЖУЩЕЙ ЧАСТИ РЕЗЦОВ И МЕТОДОВ ИХ КОНТРОЛЯ
Цель работы: 1 Изучить основные геометрические параметры режущей части резца;
2 Ознакомиться с основными типами резцов
3 Изучить методы контроля главных параметров резцов. Изучить настольный и универсальный угломеры.
Оборудование: 1 Токарные резцы;
2 Настольный угломер;
3 Универсальный угломер;
4 Штангенциркуль.
Краткие теоретические сведения
Резец (рис. 1.1) состоит из двух основных частей – рабочей части ( I ), содержащей лезвия, и крепежной части ( II ), предназначенной для установки и крепления режущего инструмента в технологическом оборудовании или приспособлении [6].
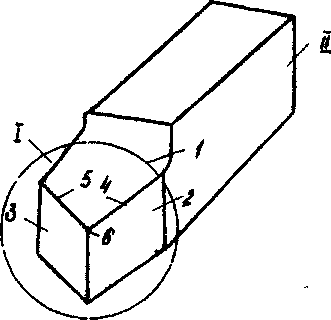
I – рабочая часть; II – крепежная часть
Рис. 1.1 - Токарный проходной резец
Основными элементами токарного проходного резца (рис. 1) являются:
передняя поверхность лезвия 1 – поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой;
задняя поверхность лезвия - поверхность лезвия инструмента, контактирующая в процессе резания со срезаемым слоем и стружкой;
главная задняя поверхность 2 – задняя поверхность лезвия, примыкающая к главной режущей кромке;
вспомогательная задняя поверхность 3 – задняя поверхность лезвия инструмента, примыкающая к вспомогательной режущей кромке;
главная режущая кромка 4 – кромка лезвия инструмента, формирующая большую сторону сечения срезаемого слоя;
вспомогательная режущая кромка 5 – кромка лезвия инструмента, формирующая меньшую сторону сечения срезаемого слоя;
вершина лезвия 6 – участок режущей кромки в месте пересечения двух задних поверхностей.
Различают следующие поверхности и плоскости детали и резца (рис. 1.2).
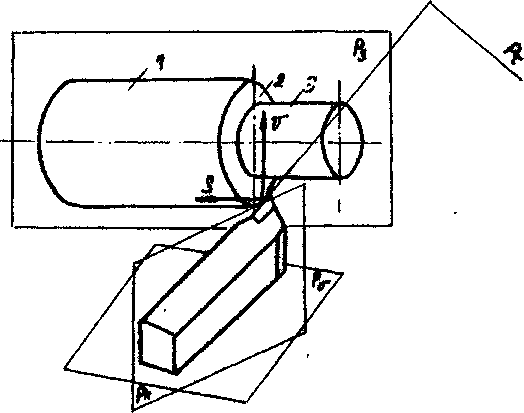
Рис. 1.2 - Поверхности и плоскости детали и резца
обрабатываемая поверхность 1– поверхность, с которой снимается слой материала, оставленный в качестве припуска на обработку;
поверхность резания 2– поверхность, образуемая движением главной режущей кромки по отношению к вращающейся детали;
обработанную поверхность 3– поверхность, полученную после снятия припуска.
Различают следующие статические плоскости, рассматриваемые в процессе резания:
рабочая плоскость Рs– координатная плоскость, в которой расположены направления скоростей главного движения резания и движений подачи;
статическая основная плоскость Pv– координатная плоскость, проведенная через рассматриваемую точку режущей кромки перпендикулярно направлению скорости главного или результирующего движения в этой точке;
статическая плоскость резания Pn– координатная плоскость, касательная к режущей кромке в рассматриваемой точке и перпендикулярная статической основной плоскости Pv;
статическая секущая плоскость Pτ– координатная плоскость, перпендикулярная линии пересечения основной плоскости и плоскости резания.
Статическими являются такие углы (рис. 1.3):
главный задний угол α– угол в статической главной секущей плоскости между задней поверхностью лезвия и статической плоскостью резания;
главный передний угол γ– угол в статической главной секущей плоскости Рτ между передней поверхностью лезвия и статической основной плоскостью;
главный угол заострения β– угол в статической главной секущей плоскости Pτ между передней и задней поверхностями лезвия;
угол наклона кромки λ– угол в статической плоскости резания Pn между режущей кромкой и статической основной плоскостью Pv;
угол в плане φ– угол в статической основной плоскости Pv между статической плоскостью резания Pn и рабочей плоскостью Ps.
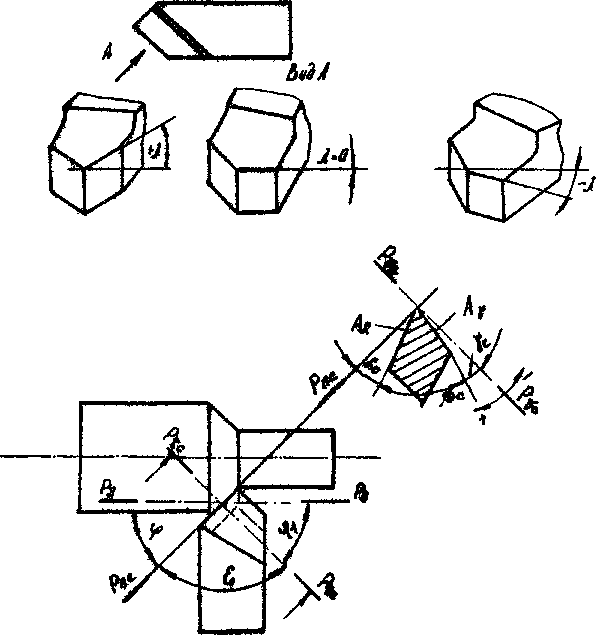
ε– угол при вершине в плане; φ1– вспомогательный угол в плане
Рис. 1.3 - Углы резца в статике