

4. Тестові завдання:
4.1.Одиничний вибір.
4.1.1. Скільки різальних кромок має зуб черв’ячної фрези:
а) 1; б) 3; в) 5.
4.1.2. Які параметри оброблюємого матеріалу впливають на вибір геометричних параметрів різальних інструментів:
а) σв - границя міцності матеріалу при розтягнені; б) σт - границя течії матеріалу;
в) ρ - щільність матеріалу.
4.2. Множинний вибір
4.2.1. Як забезпечити умови рівномірності фрезерування для циліндрової фрези?
а) за рахунок зменшення подачі на 1 зуб; б) за рахунок збільшення числа зубів;
в) за рахунок нерівномірного попарного окружного кроку зубів;
г) за рахунок куту нахилу зубів.
4.2.2. Робоча частина|частка| спірального свердла містить|утримує|:
а) головні ріжучі кромки; б) допоміжні ріжучі кромки;
в) ріжучу лапку; г) поперечну кромку.
4.3.Необхідно завершити відповідь
Задній
кут
![]() на
калібрувальних зубцях круглої протяжки
не перевищує 1,5о,
тому що …
на
калібрувальних зубцях круглої протяжки
не перевищує 1,5о,
тому що …
( ?) необходимо для небольшого изменения положения режущих кромок при переточках протяжек
Білет № 15
Теоретичні питання
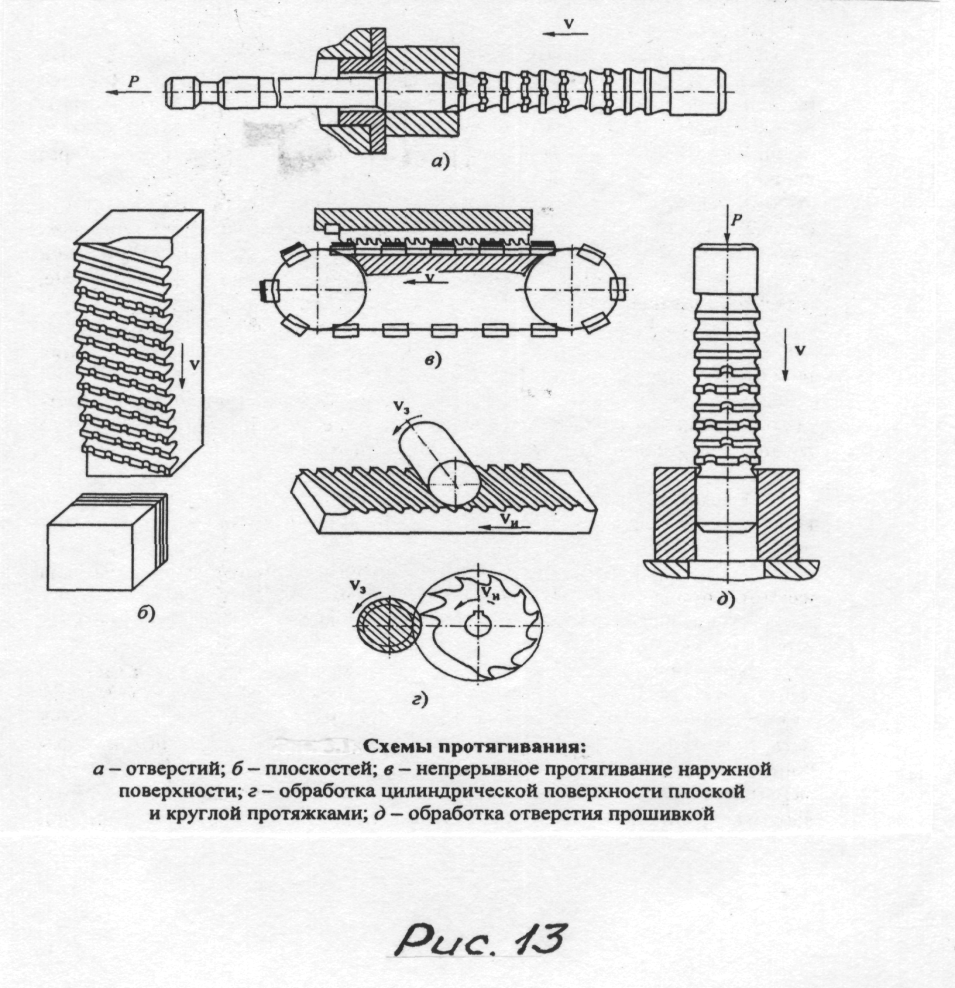
1. Протяжки. Призначення та класифікація. Схеми різання при протягуванні
Протяжки предназначаются для обработки внутренних отверстий различной формы (рис. 13) и для обработки наружных поверхностей. Резание этими многозубыми инструментами осуществляется за счёт увеличения высоты или диаметра каждого последующего зуба по отношению к предыдущему.
Протяжки получили широкое распространение из-за следующих достоинств:
высокая точность обработки (6-7 квалитет) и качество поверхности (Ra=0,5 – 1,0 мкм);
высокая стойкость;
большая производительность.
В то же время протяжки имеют недостатки:
сложность в изготовлении и эксплуатации;
специализированность.
По способу приложения силы к инструменту – растягивающая или сжимающая – различаются протяжки (рис.14) и прошивки.
В зависимости от характера работы различают протяжки: режущие, калибрующие и выглаживающие.
Протяжки могут работать как одиночные, так и в комплекте из 2 – 3 и более штук.
Диаметры протягиваемых отверстий обычно 6 – 100 мм.
2. Приведіть методи поліпшення геометричних параметрів спіральних свердел.
Улучшение геометрических параметров сверл. Уменьшение передних углов при приближении к центру сверла, неблагоприятные геометрические параметры на поперечной кромке и ленточке, а также сильное изнашивание сверл при работе в месте перехода главной режущей кромки и вспомогательной приводят к необходимости улучшения их режущих свойств с помощью специальных подточек, а также применения более прогрессивных конструкций. Для снижения неравномерной загрузки на рабочей части применяют сверла с криволинейными режущими кромками, которые могут иметь либо полностью радиусный профиль, либо радиусный профиль, сопряженный с прямолинейным участком (рис. 2.58,а). Ввиду сложности заточки таких сверл иногда заменяют криволинейную кромку ломаной, состоящей из двух участков с углом при вершине 116—120°, и дополнительной режущей кромкой на периферии под углом 2φ` =70...75°, на участке длиной 0,2 диаметра сверла (рис. 2.58,6).
Условия резания на поперечной режущей кромке улучшаются ее подточкой, которая в ряде случаев совмещается с подточкой передней поверхности. На рис. 2.58,e—е приведены основные формы подточки. Подточка, показанная на рис. 2.58, в, облегчает сход стружки, образующейся на поперечной режущей кромке. Центральную часть поперечной кромки длиной около 0,5 мм не подтачивают. Недостатками этого вида подточки являются ее трудоемкость и снижение прочности режущей кромки.
Рис. 2.58. Методы улучшения геометрических параметров рабочей части сверла
Эти недостатки снижаются при использовании для подточки фасонного круга (рис. 2.58,г). При подточке указанными cпособами длина поперечной кромки не изменяется. На рис. 2.58,д показана подточка для уменьшения длины поперечной кромки без коррекции передних углов на главной режущей кромке, на рис. 2.58,е— подточка с коррекцией передних углов, при которой возможно также создание стружколомающих порожков.
Для уменьшения трения при работе сверла кромку ленточки подтачивают на длине l1=l,5...4 мм под углом а1=6...8° с сохранением фаски fн=0,1...0,3 мм (рис. 2.58,ж). Для облегчения отвода стружки, уменьшения теплообразования в зоне резания и повышения стойкости сверла на его передней или задней поверхности делают стружкоразделительные канавки (рис. 2.58,з, и). Выполнение стружкоразделительных канавок по передней поверхности (рис. 2.58,з) более трудоемко, однако в этом случае не требуется их периодического восстановления в процессе эксплуатации сверла.
4. Тестові завдання:
4.1.Одиничний вибір.
4.1.1. Який тип канавок використовують у розгорток циліндричних при обробці отвору з поперечною канавкою:
а) гвинтові канавки; б) кутові канавки; в) прямі канавки.
4.1.2. Скільки процентів вольфраму входить до складу сплаву Т15К6:
а) 79; б) 80; в) 65; г) 0.
4.2. Множинний вибір
4.2.1. Який з вказаних кутів різця може мати значення рівне 90°:
 ?
? ?
? ?
? ?
?
4.2.2. Існують такі схеми різання при фрезеруванні:
а) лобова; б) генераторна;
в) зустрічна; г) супутня.
4.3.Необхідно завершити відповідь
При протягуванні розрізняють схеми різання: профільна, генераторна,прогресивна.
Білет № 16
Теоретичні питання