

2. Назвіть основні види спіральних свердел, конструктивні і геометричні параметри їх ріжучої частини
З усіх відомих конструкцій свердел спіральні свердла знайшли найбільше застосування завдяки наступним перевагам: гарному відведенню стружки з оброблюваного отвору через наявність гвинтових канавок; позитивним переднім кутах на більшій довжині головних різальних кромок; великому запасу на переточування, яка проводиться за задньою поверхнею і може виконуватися вручну або на спеціальних заточувальних верстатах, в тому числі верстатах-автоматах; хорошому напрямку свердла в отворі через наявність калібрують стрічок на зовнішній поверхні інструменту.
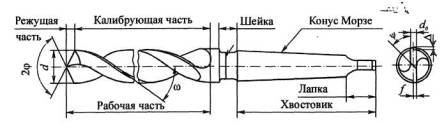
Рис. 1 Спіральне свердло
Виробництво спіральних свердел здійснюється в спеціалізованих цехах або на заводах в умовах великосерійного або масового виробництва. Тому, незважаючи на складне конструктивне виконання, собівартість цих свердел невелика.
Основні конструктивні елементи і геометричні параметри спіральних свердел
На конічної ріжучої частини з кутом 2φ при вершині розташовані дві головні ріжучі кромки - лінії перетину гвинтових передніх і задніх поверхонь. Форма задніх поверхонь визначається методом заточки. В результаті перетину двох задніх поверхонь утворюється поперечна ріжуча кромка, нахилена до головної різальної крайки під кутом ψ.Ця кромка розташовується на серцевині свердла з умовним діаметром d0 = (0,15 ... 0,25) d, де d - діаметр свердла. Дві допоміжні ріжучі кромки лежать на перетині передніх поверхонь і циліндричних калібрують стрічок, що направляють свердло в отворі і утворюють калібрує частина свердла. Кут нахилу допоміжних крайок до осі свердла ω визначає в основному величину передніх кутів γ на головних ріжучих кромках, які, як буде показано нижче, змінні по величині в різних точках цих кромок.
Для зниження тертя калібрують стрічок об стінки отвору їх ширину в залежності від діаметра свердла приймають ƒ = (0,32 ... 0,45) d 0,5, а висоту Δ = 0,1 ... 0,3 мм. Щоб уникнути защемлення свердла в отворі передбачається зменшення його діаметра до хвостовика - зворотна конусность, рівна 0,03 ... 0,12 мм на 100 мм довжини робочої частини. У серцевини свердла з метою підвищення його міцності і жорсткості передбачається пряма конусность, тобто збільшення її діаметра в напрямку до хвостовика, рівне 1,4 ... 1,7 мм на 100 мм довжини.
Ріжуча і калібруюча частини свердла складають його робочу частину, по довжині якої свердла діляться на коротку, середню і довгу серії. Стандартні спіральні свердла виготовляють діаметром 0,1 ... 80 мм з допусками по А8 ... А9. За робочою частиною стерла слід шийка, яка використовується для нанесення маркування свердла: діаметра, матеріалу ріжучої частини, товарного знака заводу-виготовлювача. Хвостовики бувають двох типів: конічні (типу Морзе) з лапкою на кінці для свердел d = 6 ... 80 мм і циліндричні для свердел d == 0,1 ... 20 мм. У свердел d> 8 мм хвостовики роблять з конструкційної сталі 45 або 40Х, зварюваної з робочою частиною. Для збільшення сили тертя в місці кріплення свердла в патроні і можливості редагування свердел по довжині хвостовики термічно не обробляють. Лапки свердел для зміцнення гартують, так як вони використовуються для вибивання свердел з отвору шпинделя верстата або з перехідною втулки.
Геометричні параметри спіральних свердел. Спіральні свердла мають складну геометрію ріжучої частини, що пояснюється наявністю великої кількості крайок і складних по конфігурації передніх і задніх поверхонь. Геометричні параметри спірального свердла розглянуті нижче. Кут при вершині 2φ, який грає роль головного кута в плані. У стандартних сверл 2φ = 116 ... 120 °. При цьому головні ріжучі кромки строго прямолінійні і збігаються з лінійчатої утворює гвинтовий передній поверхні. При заточуванні свердел кут заточки (2φзат ≠ 2φ) може бути змінено в межах від 70 ° до 135 °. При цьому ріжучі кромки стають криволінійними, змінюються співвідношення ширини та товщини срезаемой стружки і величини передніх кутів на головних ріжучих кромках. Відповідно змінюються ступінь деформації зрізаного припуску, сили і температура різання та умови відведення стружки. На підставі виробничого досвіду оптимальне значення кута 2φ рекомендується брати в залежності від оброблюваного матеріалу, наприклад, при обробці конструкційних сталей 2φ = 116 ... 120 °, корозійно-стійких і високоміцних сталей 2φ = 125 ... 150 °, чавуну, бронзи 2φ = 90 ... 100 °, чавуну високої твердості 2φ = 120 ... 125 °, кольорових металів (алюмінієві сплави, латунь, мідь) 2φ = 125 ... 140 °. Задній кут α на головних ріжучих кромках створюється шляхом заточення пір'я свердел по заднім поверхням, які можуть бути оформлені як частини плоскої, конічної або гвинтовий поверхонь.
4. Тестові завдання:
4.1.Одиничний вибір.
4.1.1. Яку схему різання використовують для калібруючої частини мітчика:
а) профільна; б) генераторна.
4.1.2. Який тип хвостовика використовують для довбяка :
а) конус Морзе; б) циліндричний хвостовик; в) конус Морзе скорочений.
4.2. Множинний вибір
4.2.1. При протягуванні розрізняють схеми різання:
а) супутню; б) профільну; в) зустрічну;
г) генераторну; д) прогресивну.
4.2.2. Яка відповідь є правильною?
а) φ + φ1 + έ = 90о;
б) φ + φ1 + έ = 45о;
в) φ + φ1 + έ = 180о;
г) φ + φ1 + έ = 360о;
д) α + β + γ = 90о
4.3.Необхідно завершити відповідь
Розміри задньої напрямної протяжки вибираються в залежності: від форми ріжучих кромок калібрующих зубів. ( ?)
Білет № 14
Теоретичні питання