

Выбор переходных посадок (стандартных) на основе следующих исходных данных:
Посадка № 1 - На соединение действует вибрационная нагрузка. Разборка производится часто.
2.1 Исходя из рекомендаций
по
применению переходных посадок, для
посадки № 1 целесообразно
применить посадку в
системе отверстия -
![]() ;
;
2.1.1 Обозначение выбранной посадки № 1:
Ø 80,00 ;
2.1.2 Определяем для этой посадки предельные отклонения :
ES M7 = 0
EI M7 =-0,035
es h6= 0
ei h6 = - 0.022
 2.2.4Полное
(комбинированное) обозначение посадок:
2.2.4Полное
(комбинированное) обозначение посадок:
Ø80,000 ;
;
2.1.3 Для выбранных посадок определяются предельные размеры:
Dmax = D + ES = 80,000 + 0 = 80,000мм;
Dmin = D + EI = 80,000 – 0,035 = 79,965 мм;
dmax = d + es = 80,000 + 0= 80,000;
dmin = d + ei = 80,000 – 0,022= 79,978;
2.1.4 Расчет предельного натяга (max ):
Nmax = dmax - Dmin = 80,000 – 79,965= 0,035;
2.1.5 Расчет предельного зазора (max ).
Smax = Dmax - dmin = 80,000– 79,978= 0,022;
2.1.6 Определяем вероятность зазора P(S) и натяга P(N).
P(S) =
=
![]() = 0,39 =39% ;
= 0,39 =39% ;
P(N) = 1- P(s)= 1- 0.39= 0.61 = 61%
P(S)+P(N)=1

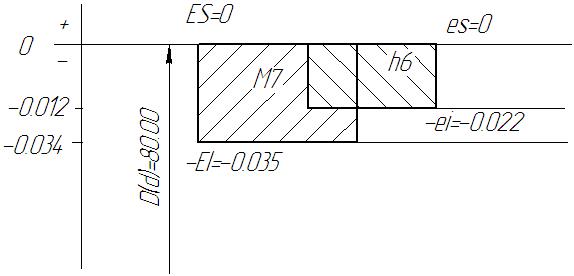
Рисунок 6- Схема полей допусков посадки Ø80,000 ;
2.2 Посадка № 2 - Требуются преимущественно зазоры.
2.2.1 Исходя из рекомендаций
по
применению переходных посадок, для
посадки № 2 целесообразно
применить посадку в
системе вала -
![]() ;
;
2.2.2 Обозначение выбранной посадки № 2:
Ø 80,00 ;
2.2.3 Определяем для этой посадки предельные отклонения :
H5![]()
Ja4
![]()
 2.2.4
Полное (комбинированное) обозначение
посадок:
2.2.4
Полное (комбинированное) обозначение
посадок:
Ø80,000
![]() ;
;
2.2.5 Расчет предельного натяга max
Nmax = dmax - Dmin = 80,005– 80.000= + 0,005;
2.2.6 Расчет предельного зазора max
Smax = Dmax - dmin = 80,015– 79,995= 0,020;
2.2.7 Определяем вероятность зазора P(S) и натяга P(N).
P(S) =
=
![]() = 80 %
= 80 %
P(N) = 1- P(s) = 1- 0.8 = 0.20=20%
Smin = Nmin = 0
P(S)+P(N)=1
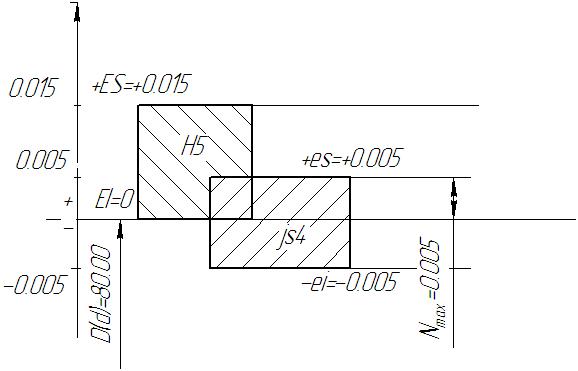

Рисунок 7 – Схема полей допусков переходной посадки № 2
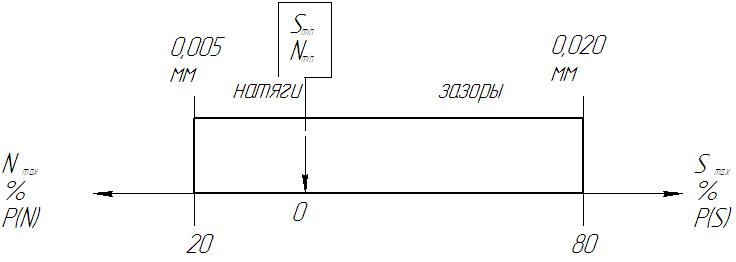
Рисунок 8 - Ось вероятностей зазоров и натягов переходной посадки № 2
Заключение
На основании выше приведенной работы можно сделать следующие выводы: При обосновании точности проектируемого изделия на основе размерного анализа решали задачи методом полной и неполной взаимозаменяемости. При оценке правильности назначенной конструктором базы решали задачу способом допусков одного квалитета, который является более обоснованным по сравнению со способом равных допусков.
Народнохозяйственную, научную, социальную ценность результаты данной работы не имеют, т.к. она не внедряется. А экономическая эффективность оценивается в целях выбора перспективных направлений
в области качества, технико-экономического обеспечения производства.
Погрешности параметров неизбежны и допускаются в определенных пределах, при которых деталь удовлетворяет требованиям сборки и функционирования машины. Нельзя требовать получения абсолютно точного идеального значения параметра, т.е. нулевой погрешности, так как это требование неосуществимо в реальных условиях изготовления и измерения.
Таким образом, для практического осуществления принципа взаимозаменяемости изделий необходима четкая согласованность разработчиков конструкторской, технологической и эксплуатационной документации.
