

3 Анализ взаимодействия неметаллических включений с расплавом и возможных механизмов их удаления
Рассмотрим основные методы воздействия на расплав, которые применяются в практике непрерывной разливки с применением промежуточных устройств [6].
Задача удаления из металла вредных примесей (обычно серы и фосфо-ра) решается путём перевода этих нежелательных примесей из металла в шлак в создании условий, припятствующих их обратному переходу из шлака в металл.
Процесс удаления включений из металлической ванны является довольно сложным и может быть качественно описан схемой: 1) всплывание включений из ванны; 2) флотация включений пузырями; 3) вынос включений, к границе раздела металл–шлак восходящими потоками в расплаве; 4) ассимиляция включений шлаком; 5) затягивание включений в глубь ванны нисходящими потоками металла; 6) коагуляция включений.
Удаление жидких и газообразных примесей происходит за счет флотации пузырьками, а также ваккуумирования и взаимодействия со шлаком.
3.1 Всплытие включений
Всплытие включений. Перемешивание улучшает условия удаления включений из металла. Наиболее неблагоприятные для удаления включений условии создаются в спокойной ванне. При этом скорость всплывания включений uв можно описать формулой Стокса или Рыбчинского-Адамара.
Степень рафинирования металла от включений рассчитывается как отношение объема металла, из которого включения всплыли, к полному объему металла. Первый определяется площадью зеркала ванны и путем, пройденным включениями за время τ при скорости всплывания uв, полный объем равен объему ванны. Скорость подъема включений радиуса rв по формуле Стокса:
 ,
при
условии полного отсутствия перемешивания
ванны. За время выдержки t=10
мин включения радиусом >20 мкм должны
удалиться полностью, включения радиусом.
10 мкм – на 20%, а радиусом <1 мкм практически
не удаляются из ванны даже при больших
(>60 мин) выдержках металла.
,
при
условии полного отсутствия перемешивания
ванны. За время выдержки t=10
мин включения радиусом >20 мкм должны
удалиться полностью, включения радиусом.
10 мкм – на 20%, а радиусом <1 мкм практически
не удаляются из ванны даже при больших
(>60 мин) выдержках металла.
3.2 Вынос включений потоками
Неметаллические включения могут захватываться и выноситься к границе раздела металл–шлак и восходящими потоками металла, вызванными тепловой и вынужденной конвекцией, перемешиванием, кипением [3, 6, 8]. Достигнув межфазной границы со шлаком, поток отклоняется и опускается вниз (рис. 1.3.). При этом возможны те же механизмы перехода частиц из потока в шлак (инерционный, зацепления и диффузионный). При расчете радиус закругления потока принят равным диаметру, пузыря, масштаб пульсаций – средней ширине ванны.
Основным механизмом в этом случае является диффузионное осаждение из турбулентного потока. Только для крупных включений (rв=100 мкм) при достаточно активном процессе перемешивания преобладает эффект зацепления. Следует обратить внимание на то, что в формуле , описывающей диффузионное осаждение из турбулентного потокa, отсутствует размер включений. Поэтому эффективность осаждения включений радиусом 10 мкм и менее оказалась одинаковой. Расчеты показывают, что с ростом длительности процесса повышается степень удаления включений; увеличение радиуса пузырей, как и при флотации, резко снижает степень удаления включений среднего и малого размера. При дальнейшем повышении интенсивности процесса снижается доля включений, переходящих из восходящего потока металла в шлак, и увеличивается доля включений, уносимых нисходящими потоками в глубь ванны.
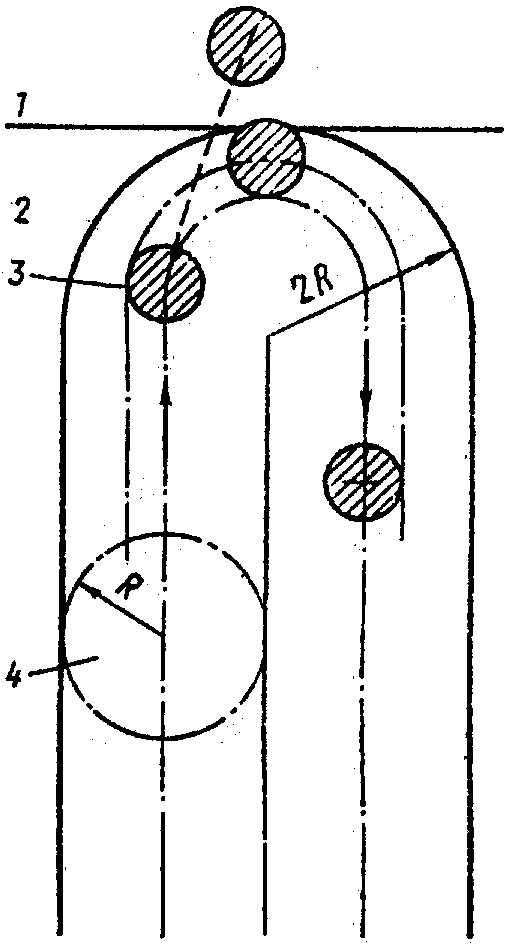
Рисунок 1.3 – Схема движения потока металла вблизи границы металл–шлак и осаждения включения на шлаке: 1 – шлак; 2–металл; 3 – включение; 4 – пузырь
В период продувки происходит одновременное всплывание, флотация и вынос включений. Суммарное удаление включений из металла зависит от их размера, длительности и интенсивности продувки и радиуса пузырей. Сравнительно крупные включения радиусом rв>10 мкм в период продувки удаляются достаточно полно. Однако мелкие включения радиусом i мкм и менее не могут удаляться полностью. Более того, при образовании в металле крупных пузырей (радиусом > 1,3 см) происходит даже понижение степени рафинирования ванны от включений. Это является результатом затягивания мелких включений нисходящими потоками в глубь ванны.