

 Вступ
Вступ
На сучасному етапі розвитку народного господарства, машинобудування набуває все більшого значення.
З появою нових машин, нових технологій, удосконалення тих, що вже існують, виникає потреба в виготовлені деталей з високоякісними і високоточними характеристиками.
При виготовленні деталей на сучасному високоефективному обладнанні необхідно застосовувати сучасне технічне верстатне оснащення. Застосування пристроїв з автоматичним закріпленням за допомогою електромеханічних, гідро- і пневмоприводів для установлення і закріплення деталей значно скорочує технологічний час механічної обробки деталі, а саме складову допоміжного часу – часу на установку і закріплення.
Тема даної курсової роботи є розробка, конструювання і розрахунок пристрою для установлення і закріплення деталі “Болт колекторний” при обробці шести отворів 6Н14.
Мета курсової роботи – спроектувати і розрахувати пристрій для точного і швидкого установлення деталі в пристрої та надійного її закріплення при свердлінні шести отворів з урахуванням умови міцності пристрою, економії металу на його виготовлення.
1. Загальний розділ
1.1. Призначення, будова та принцип дії пристрою
 Згідно
завдання необхідно спроектувати пристрій
для обробки отвору в розмір Ø6Н14 у болті.
Обробка проводиться на вертикально-свердлильному
верстаті моделі 2Н125.
Обробка ведеться в напів-автоматичному
режимі. Пристрій має гідравлічний рушій
поршневого типу. Робоча рідина повинна
бути очищена.
Згідно
завдання необхідно спроектувати пристрій
для обробки отвору в розмір Ø6Н14 у болті.
Обробка проводиться на вертикально-свердлильному
верстаті моделі 2Н125.
Обробка ведеться в напів-автоматичному
режимі. Пристрій має гідравлічний рушій
поршневого типу. Робоча рідина повинна
бути очищена.
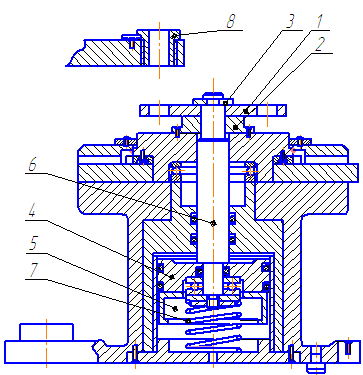
Пристрій (малюнок 1) складається з наступних вузлів і деталей: корпус в який вмонтований гідроцеліндер односторонньої дії, стійка із різьбовим приводом та кондукторною плитою на яку встановлено кондукторну втулку.
Пристрій встановлюється на стіл вертикально-свердлильного верстату 2Н125, так щоб отвори в пристої співпали з Т-подібними пазами столу з подальшим кріплення деталі.
Оброблювана деталь 1 встановлюється зовнішнім діаметром Ø 18+0,2 на настановчу призму(ГОСТ ), зовнішнім діаметром Ø 21-0,52 на настановчу призму(ГОСТ ), одночасно опираючись торцем Ø36-2,5 на настанвчу призму(ГОСТ ). При подачі рідини в штокову порожнину поршень, преміщуючись одночасно зі штоком 6 ,та прижимом 3 , фіксує деталь одночасно стискуючи пружину 7 рушія. Після свердління отвору подача рідини призупиняється деталь розкріплюється , кондукторна плита 8 , різьбовим механізмом піднімається в крайне, верхне положення , знімається прижим і деталь вивільнюється .
 Малюнок
1. Спрощений вигляд пристрою
для свердління шести отворів в розмір
ø6H14
на вертикально-свердлильному верстаті
2Н125
Малюнок
1. Спрощений вигляд пристрою
для свердління шести отворів в розмір
ø6H14
на вертикально-свердлильному верстаті
2Н125
1.2. Перевірка умови позбавлення можливості переміщення заготованки в пристої по шести ступенем волі у відповідності з гост 21495-76
Деталь “Болт колекторний” встановлюеться Ø18+0,2, що відбирає три ступені волі:
1 – переміщення по вісі OX;
2 – обертання навколо вісі OY;
3 – обертання навколо вісі OZ.
Ще один базуючий елемент – Палець, на який посаджена деталь, і який відбирає дві ступені волі:
4 – переміщення по вісі OY;
5 – переміщення по вісі OZ.
Останню ступень волі позбавляє опорний штирь на плиті:
6 – обертання навколо вісі OX.
Таким чином деталь позбавлена всих 6 ступеней волі.
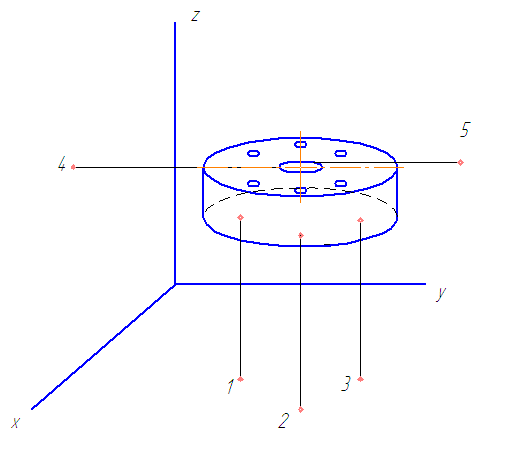
Малюнок 2. Графічне зображення базування деталі “Фланець” з вказаними точками позбавлення волі
1.3. Розрахунок похибки базування
При
базуванні на  палець
виникає похибка базування, яка дорівнює
палець
виникає похибка базування, яка дорівнює
![]() .
.
Допуск на оброблюваний отвір становить ITd = 0,36.
Умовою обробки є εб ≤ ITd. Так як 0,0115 < 0,36, то обробка можлива.
D max=Dn+Es ; D min=Dn+Ei; d max=dn+es; d min=dn+ei;
Es=0,3 мм; Ei=0 мм; es=-0.037 мм; ei=-0 мм;
D max=72+0,3=72.3 мм;
D min=72+0=72 мм;
d max=72+0.037=72.037 мм;
d min=72+0=72 мм;
S max=D max- d min мм;
S min=D min- d max мм;
S max=72.03-71.963=0,068 мм;
S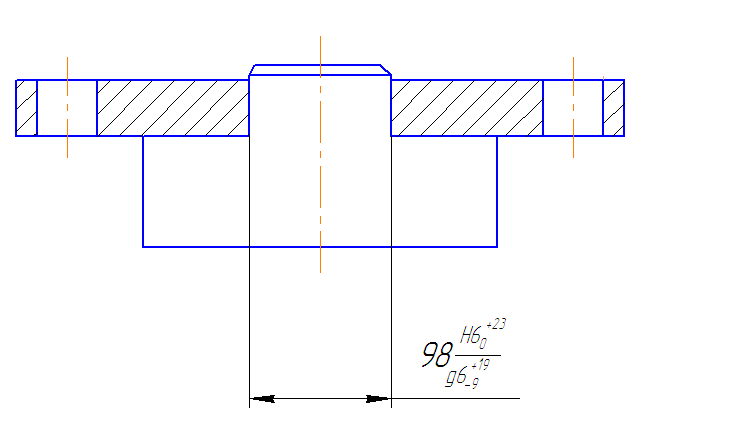 min=72-72=0
мм;
min=72-72=0
мм;
Малюнок 3. Схема для похибки базування εб = 0,034 мм
1.4. Розрахунок зусилля закріплення заготованки в пристої
Для
визначення  сили
різання, визначаємо режими різання при
свердлінні шести отворів в розмір
ø10.5/18x10H12
на глибину 20. В якості установчих баз
вибираємо внутрішню циліндричну поверхню
ø72Н12 і торець ø125. Обробка виконується
на вертикально-свердлильному верстаті
моделі 2Н125, при цьому деталь встановлюється
в пристрій з пневматичним затиском.
сили
різання, визначаємо режими різання при
свердлінні шести отворів в розмір
ø10.5/18x10H12
на глибину 20. В якості установчих баз
вибираємо внутрішню циліндричну поверхню
ø72Н12 і торець ø125. Обробка виконується
на вертикально-свердлильному верстаті
моделі 2Н125, при цьому деталь встановлюється
в пристрій з пневматичним затиском.
Вертикальний інструмент – свердло спіральне з швидкорізальної сталі Р6М5 з конічним хвостовиком нормальним по ГОСТ 10903-77.
Конструктивні параметри свердла: діаметр свердла D = 13мм, довжина свердла L = 168мм, довжина робочої частини l = 87мм.
Геометричні параметри інструмента: форма заточки Н (нормальна), подвійний кут в плані 2φ = 118°, задній кут α = 12°, кут нахилу гвинтової канавки ω = 25°, кут нахилу поперечної кромки ψ = 55°.