

2.2 Оборудование и инструмент для сборки
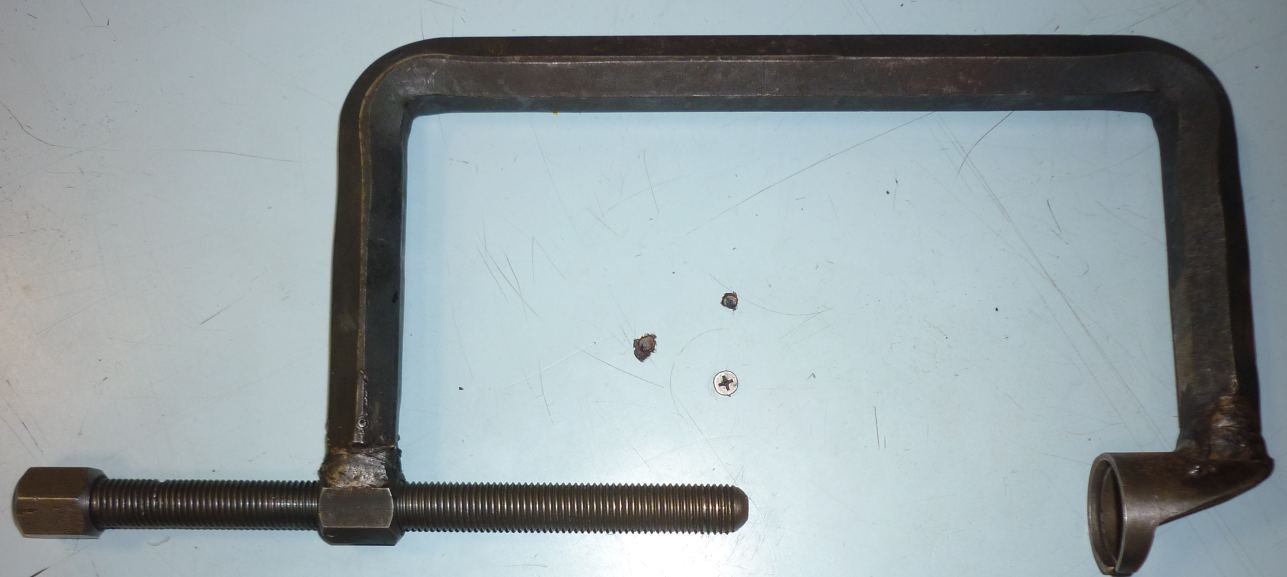
Приспособление №1 для притирки клапанов

Приспособление №2 для сжатия пружин клапанов и установки сухарей
Оправка для запрессовки колпачков на направляющие втулки

3 Составление операционной карты сборочного процесса.
3.1 Нормирование сборочных работ
Порядок сборки и время операций приведены в таблице №1
Таблица №1
Наименование и номер перехода |
Инструмент |
Технические параметры |
Время, мин. |
005 Установить ГБЦ на подставку |
|
|
0,10 |
008 Обдуть ГБЦ сжатым воздухом |
|
|
0,15 |
010 Зенкеровать рабочую фаску сёдел клапанов |
Зенкер черновой |
45 о |
10,00 |
012 Зенкеровать вспомогательную фаску седел клапанов |
Зенкер черновой |
15 о |
10,00 |
014 Зенкеровать вспомогательную фаску седел клапанов |
Зенкер черновой |
20 о |
10,00 |
020 Зенкеровать рабочую фаску сёдел клапанов |
Зенкер чистовой |
45 о |
10,00 |
023 Притереть впускные клапана |
Специальное приспособление №1 Притирочная паста |
|
9,00 |
025 Притереть выпускные клапана |
Специальное приспособление №1 Притирочная паста |
|
8,30 |
028 Отчистить клапана и седла от притирочной пасты |
|
|
1,40 |
030 Установить опорные шайбы пружин |
|
|
0,40 |
032 Смазать моторным маслом клапаны и маслоотражательные колпачки |
|
|
1,10 |
035 Напресовать на направляющие втулки колпачки |
Оправка |
|
2,00 |
038 Установить клапаны в направляющие втулки, установить пружины и тарелки пружин |
|
|
3,40 |
039 Установить сухари клапанов |
Специальное приспособление №2, пинцет |
|
9,00 |
042 Установить в отверстия ГБЦ толкатели клапанов с регулировочными шайбами |
|
|
0,65 |
046 Установить установочные втулки корпусов подшипников распределительного вала |
|
|
6,00 |
050 Смазать моторным маслом опорные шейки и кулачки распределительного вала и установить его в опоры ГБЦ |
|
|
1,30 |
053 Смазать герметиком места контакта и установить корпусы подшипников и затянуть гайки |
Рожковый ключ, герметик, динамометрический ключ |
21,6 Н*м |
10,00 |
055 Удалить остатки герметика |
|
|
0,30 |
058 Смазать сальник распределительного вала моторным маслом и запрессовать его |
Оправка |
|
0,20 |
060 Установить отводящий патрубок рубашки охлаждения с прокладкой |
Рожковый ключ, динамометрический ключ |
20 Н*м |
1,50 |
061 Установить корпус вспомогательных агрегатов с уплотнительным кльцом |
Рожковый ключ, динамометрический ключ |
8 Н*м |
2,00 |
063Установить теплоизоляционную проставку с прокладками, толкатель и топливный насос |
Рожковый ключ, динамометрический ключ |
7 Н*м |
7,20 |
066 Установить на шпильки ГБЦ прокладки и установить выпускной коллектор и впускную трубу. Закрепить их гайками вместе с заборником теплого воздуха |
Рожковый ключ, динамометрический ключ |
25 Н*м |
20,00 |
Итого: |
124,00 |
||
Общая трудоемкость для сборки одной детали

Расчет годового фонда рабочего времени ч.
ФРВРР=[ДК - (ДПР+ДВ+ДОО+ДДО+ДБ+ДГО)] ·ТСМ - (ДПР′+ ДВ' - ДСОВп) · tСОКР ,
где: ДК - количество календарных дней в году, дн;
ДПР - количество праздничных дней, дн;
ДВ - количество выходных дней, дн;
ДОО - количество дней основного отпуска, дн;
ДДО - количество дней дополнительного отпуска, дн;
ДБ - количество дней невыхода на работу по болезни, дн;
ДГО - количество дней невыхода на работу по причине
выполнения государственных обязанностей, дн;
ТСМ - продолжительность рабочей смены, ч;
ДВ′ - количество предвыходных дней, подлежащих сокращению, дн;
ДПР′ - количество предпраздничных дней, дн;
ДСОВ - количество совпадения предпраздничных и предвыходных дней с отпуском, дн;
tСОКР - время сокращения предпраздничных и предвыходных дней, ч;
В соответствии с пятидневным режимом работы принимаем следующие данные:
ДК = 366 дн;
ДПР = 12 дн;
ДВ = 105 дн;
ДОО = 20 дн;
ДДО = 2 дн;
ДБ = 2 дн;
ДГО = 1 дн;
ТСМ = 8 ч;
ДВ’ = 0 дн;
ДПР’ = 6 дн;
ДСОВп =0 дн;
tСОКР = 1 ч;
ФРВРР = [366-(105+12+20+2+2+1)] ·8 - (0 + 6 - 0) · 1 =1786ч
Расчет трудоёмкости для сборки годовой программы деталей
Тгод= Тшк * (Годовую программу) = 2,07*10000=20700 (час)
Расчет численности рабочих необходимых для сборки годовой программы деталей
Nшт= Тгод / ФРВ= 20700/ 1786= 11,59 ≈ 12 чел
4 Расчет механообработки детали «Заглушка» М-50
Технологический процесс изготовления детали «Заглушка» М-50 завод ОАО «Звезда»
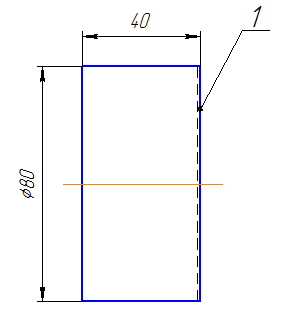
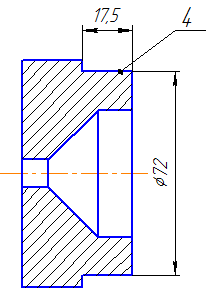
Деталь – Заглушка
Материал – Алюминиевый сплав Д-1
Заготовка – Пруток d=80 мм
Станок 1К62; трехкулачковый патрон;
Штангенциркуль ШЦ-11-250-0,05 (ГОСТ 166—80).
Токарная
Содержание операций
0. Установить заготовку
1. Подрезать торец 1
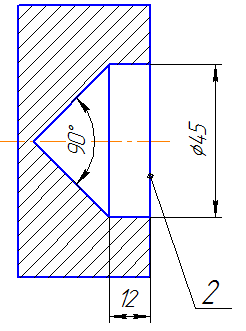
2. Сверлить отверстие 2 d=45 мм на глубину L=12 мм
3. Сверлить сквозное отверстие 3 d=10 мм на глубину L=9,5 мм
4. Обточить поверхность 4 d=72 мм на длину L=17,5 мм
1. Подрезать торец 1
Оборудование и инструмент:
Резец проходной Т5К10 с углом φ=45°;
Режим резания (на переход 1):
1. Припуск на обработку z = 1 мм на сторону удаляем за один проход (i=1). Глубина резания t
t = z=1 мм
2. Подача (S):
подача по нормативам ST = 0,6 мм/об [карта Т-2 стр.25];
3.Корректируем подачу по паспортным данным станка Sф= 0,6 мм/об;
4. Назначаем период стойкости резца Т=100 мин [ карта Т-3 стр. 26];
5. Определяем скорость резания
Vр = Vт *K1 * K2 * K3
где Vт табл — скорость резания по нормативу, м/мин;
K1 , K2 , K3 — коэффициенты, зависящие соответственно от обрабатываемого материала, стойкости марки твердого сплава, вида обработки;
Для обработки алюминиевых сплавов резцом с углом φ=45°
при t = 1мм; Sф= 0,6 мм/об - принимаем скорость резания Vтавл=140 м/мин; [стр. 30]; K1 =1 [ стр. 32]; K2= 1 [ стр. 33]; K3=1.05 [ стр. 34];
Vр = 140*1*1*1,05=147 м/мин;
6. Определяем частоту вращения шпинделя

корректируем частоту вращения шпинделя по паспортным данным станка
nф = 500 мин-1;
7. Рассчитываем фактическую скорость резания

Машинное время
где L- длина рабочего хода.
 мм
мм
где l- длина обрабатываемой поверхности мм;
l1- величина врезания резца мм (1мм) [ стр. 300];
l2- величина перебега резца мм (2мм) [ стр. 300];
2. Сверлить отверстие 2 d=45 мм на глубину L=12 мм
Режущий инструмент – сверло d=45 мм
Режим резания (на переход 2):
- подача на оборот инструмента S0=0,4 мм/об (d=45 мм; Lрез/ d =0,26) (Барановский стр113 Ал)
-длина подвода (врезания, перебега), Lдоп= 14 мм (Барановский стр 303)
-глубина резания (при сверлении) t=d/2= 22,5 мм
-скорость резания Vрез = Vтаб*K1*K2*K3 ,
Vтаб=75 м/мин (Барановский стр 122)
К1=1.0
К2=1 ( при стойкости Т =100мин)
К3=1
Vрез = 75*1.0*1.0*1.0=75 м/мин
Расчет числа оборотов

Принимаем для станка 1К62 nфакт= 500 об/мин, Sф= 0,43 мм/об
Длина рабочего хода

Время основное машинное

3. Сверлить сквозное отверстие 3 d=10 мм на глубину L=9,5 мм
Режущий инструмент – сверло d=10 мм

Режим резания (на переход 3):
- подача на оборот инструмента S0=0,4 мм/об (d=10 мм; Lрез/ d =0,95) (Барановский стр113 Ал)
-длина подвода (врезания, перебега), Lдоп= 5 мм (Барановский стр 303)
-глубина резания (при сверлении) t=d/2=5 мм
-скорость резания Vрез = Vтаб*K1*K2*K3 ,
Vтаб=45 м/мин (Барановский стр 122)
К1=1
К2=1 ( при стойкости Т =100мин)
К3=1
Vрез = 45*1.0*1.0*1.0=45 м/мин
Расчет числа оборотов

Принимаем для станка 1К62 nфакт= 1250 об/мин, Sф= 0,43 мм/об
Длина рабочего хода

Время основное машинное

4. Обточить поверхность 4 d=72 мм на длину L=17,5 мм
Резец проходной Т5К10 с углом φ=90°;
Режим резания (на переход 4):
1. Припуск
на обработку
 мм на сторону удаляем за
два прохода
(i=2).
Глубина резания t
мм на сторону удаляем за
два прохода
(i=2).
Глубина резания t
t = 2 мм
2. Подача (S):
подача по нормативам ST = 0,6 мм/об [карта Т-2 стр.23];
3.Корректируем подачу по паспортным данным станка Sф= 0,6 мм/об;
4. Назначаем период стойкости резца Т=100 мин [ карта Т-3 стр. 26];
5. Определяем скорость резания
Vр = Vт *K1 * K2 * K3
где Vт табл — скорость резания по нормативу, м/мин;
K1 , K2 , K3 — коэффициенты, зависящие соответственно от обрабатываемого материала, стойкости марки твердого сплава, вида обработки;
Для обработки алюминиевых сплавов резцом с углом φ=90° при t = 2мм; Sф= 0,6 мм/об - принимаем скорость резания Vтавл=115 м/мин;[ стр. 30]; K1 =1 [ стр. 32]; K2= 1 [ стр. 33]; K3=1 [ стр. 34];
Vр = 115*1*1*1 =115 м/мин;
6. Определяем частоту вращения шпинделя

корректируем частоту вращения шпинделя по паспортным данным станка
nф = 500 мин-1; 7. Рассчитываем фактическую скорость резания

Машинное время

где L- длина рабочего хода.
 мм
мм
где l- длина обрабатываемой поверхности мм;
l1- величина врезания резца мм (4мм) [ стр. 300];
l2- величина перебега резца мм (0мм) [ стр. 300];
Вспомогательное и машинное время приведены в таблице №2
Таблица №2
Наименование перехода |
tм |
tву |
tвп |
tви |
0 Установить деталь |
|
0,12 |
|
|
1 Подрезать торец |
0,14 |
|
0,16 |
0,1 |
2 Сверлить отверстие d=45 мм |
0,24 |
|
0,1 |
0,1 |
3 Сверлить отверстие d=10 мм |
0,027 |
|
0,26 |
0,1 |
4 Обточить поверхность |
0,14 |
|
|
0,1 |
Сумма |
0,547 |
0,12 |
0,52 |
0,4 |
Итого |
0,547 |
1,04 |
||
Общее время на изготовление одной детали
ТШТ=tМ+tвсп=0,547+1,04=1,587 1,59
мин
1,59
мин