

2.Введение
Ведущее место в дальнейшем росте экономики принадлежит отраслям машиностроения, которые обеспечивают материальную основу технического прогресса всех отраслей народного хозяйства. В настоящее время машиностроение располагает мощной производительной базой, выпускающей свыше четверти всей промышленной продукции страны.
Сейчас, в период коренного изменения структуры машиностроительного производства, в период рыночных отношений взамен плановых, большое внимание уделяется гибкости призводства. Следовательно необходимо повсеместно применять оборудование с ЧПУ, которое позволит расширить номнклатуру выпускаемой продукции.
Практическому осуществлению широкого применения оснастки и оборудования, средств механизации и автоматизации, соответствующих современным достижениям науки и техники содействует Единая Система Техолгической Подготовки Производства (ЕСТПП), обеспечивающая для всех предприятий и организаций системный подход к оптимизации выбора методов и средств технологической подготовки производства (ТПП). Единство структур и положений ТПП предусматривает взаимосвязь ее с другими фундаментальными подсистемами автоматизированных систем управления (АСУ) всех уровней с применением технических средств обработки информации. Технологическая подготовка производства, осуществляемая на принципах, установленных основополагающим стандартам ЕСТПП, создает условия для максимального сокращения сроков этой подготовки, быстрейшего освоения новой техники, всестороннего совершенствования технологии и организации производства.
Техническое перевооружение машиностроения на базе сложной высокопроизводительной техники поставила задачу подготовки высококвалифицированного персонала, участвующего в ее создании, освоении и эксплуатация. В указанных процессах принимают участие конструкторы, технологи, программисты, наладчики, операторы, специалисты инструментальных и ремонтных служб, организаторы производства. Высокий уровень подготовки наладчиков должен предусматривать получение ими глубоких теоретических знаний.
Успех в деле может быть достигнут только при четком выполнении и взаимодействии технологической подготовки производства, ремонтообслуживания, инструментообеспечения, подготовки кадров, организации труда, планировании работ и обеспечении заготовками, контроля готовой продукции, стружкоудалении.
При выполнении курсового проекта я стремлюсь внедрить в производство достижения науки и техники, высокопроизводительные методы обработки, с целью достижения более высокой производительности труда и высокого качества выпускаемых изделий.
3. Технологическая часть
3.1. Описание конструкции детали.
3.1.1. Описание назначения и конструкции детали.
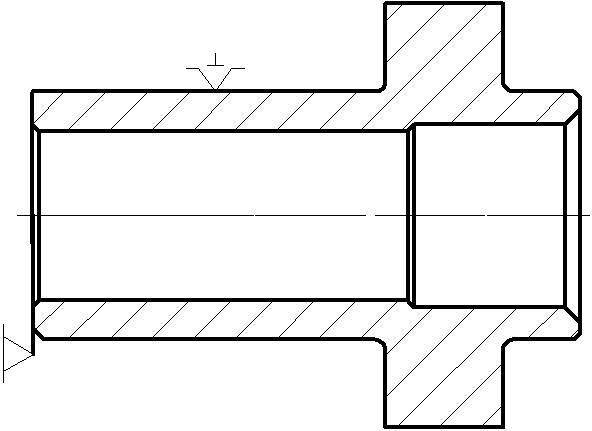
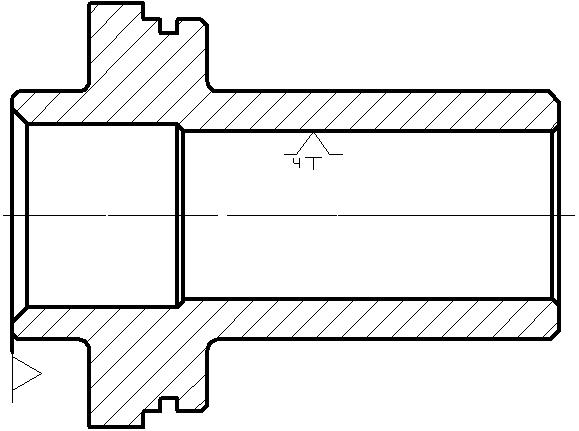
ЭСКИЗ ДЕТАЛИ

Обозначение поверхности детали |
Размер, поле допуска и отклонение |
Допуск T (мм) |
Шерохов. Ra (мм) |
Назначение поверхности детали |
1 |
2 |
3 |
4 |
5 |
1 Фаска |
2 х 45 ° |
- |
12,5 |
Не сопрягаемая |
2 Торец |
|
|
|
Сопрягаемый |
3 Отверстие
|
Ø65Н7 |
0,03 |
2,5 |
Не сопрягаемоя |
4 Наружное |
Ø80 |
0,2 |
12,5 |
Сопрягаемая |
5 Фаска |
1 х45 |
- |
12,5 |
Не сопрягаемая |
6 Отверстие
|
Ø14 |
0,3 |
12,5 |
Сопрягаемая |
7 Торец
|
|
0,45 |
12,5 |
Сопрягаемая |
8 Фаска |
2 х 45 ° |
- |
12,5 |
Не сопрягаемая |
9 Наружное |
Ø169 |
0,027 |
12,5 |
Сопрягаемая |
10 Канавка |
|
0,25 |
2,5 |
Сопрягаемая |
11 Канавка |
|
- |
2,5 |
Сопрягаемая |
12 Наружное
|
Ø180 |
0,4 |
- |
Не сопрягаемая |
13 Торец
|
|
0,45 |
12,5 |
Сопрягаемое |
14 Фаска |
0,5 х 45 ° |
- |
12,5 |
Не сопрягаемая |
15 Фаска |
2 х 45 ° |
- |
12,5 |
Не сопрягаемая |
16 Отверстие |
Ø18,5 |
0,35 |
12,5 |
Сопрягаемое
|
17 Торец |
|
0,43 |
|
Не сопрягаемая |
18 Фаска |
1 х 45 ° |
- |
12,5 |
Не сопрягаемая |
19 Фаска |
3 х 45 ° |
- |
12,5 |
Не сопрягаемая |
20 Отверстие |
Ø70 |
0,032 |
12,5 |
Не сопрягаемая |
21 Наружное |
Ø95 |
|
12,5 |
Сопрягаемое
|
22 Галтель |
|
|
6,3 |
Сопрягаемая
|
1 |
2 |
3 |
4 |
5 |
23 Фаска |
3 х 45 ° |
- |
12,5 |
Не сопрягаемая |
24 Фаска |
0,5 х 45 ° |
- |
12,5 |
Не сопрягаемая |
25 Отверстие |
Ø14 |
0,3 |
2,5 |
Сопрягаемая |
26 Торец |
Ø 65Н7 |
0,03 |
2,5 |
Не сопрягаемая |
27 Фаска |
0,5 х 45 ° |
- |
6,3 |
Не сопрягаемая |
28 Галтель |
|
|
6,3 |
Сопрягаемая |
29 Отверстие |
Ø12Н13 |
0,27 |
12,5 |
Сопрягаемая |
30 Отверстие |
Ø11Н13 |
0,27 |
|
Сопрягаемая |
3.1.2 Анализ технических требований.
1. Технические требования на литье ТУ 26-06-552-70.
2. Допуски литейные размеры по 3-му классу точности отливок ГОСТ 1855-55
3.Неуказанные
предельные размеров отверстий по Н14,
валов по h14,
остальных
![]() .
.
4. Угловые
размеры баз допусков к отклонениям
![]() 1°.
1°.
5. На экспорт тропический покрытие на обработанных литых поверхностей ЭМ Х6-124 ГОСТ 10144-74. Шероховатость грунтуемых поверхностей не более 800мкм.
№ п/п |
Содержание технического требования |
Анализ технического требования |
1 |
2 |
3 |
1. |
|
Для предотвращения повышенного износа поверхности, заеданий и рывков. |
2. |
|
Для предотвращения повышенного износа поверхности. |
3. |
|
Для предотвращения повышенного износа поверхности. |
4. |
|
|
H14, h14, C целью не затемнять чертеж и для облегчения его чтения.
3.1.3 Анализ конструкции детали на технологичность.
Коэффициент унификации конструктивных элементов
Ку=![]() =
=
![]() =
0,74 >0,74
=
0,74 >0,74
Где Qэ – количество элементов детали; Qэ=54
Qу.э - количество унифицированных элементов детали; Qу.э = 40
Ку.э>0,7 – показатель технологичен
2)Коэффициент использования материала заготовки
Ки.м.=![]() =
=
![]() 0,2<0,6 – не технологична
0,2<0,6 – не технологична
Где Мд. – масса детали по данным чертежа;
Мд.=
![]() кг
кг
Мз. – масса заготовки; Мз=31 кг
Ки.м >0,6 – показатель технологичен
3)Коэффициент точности обработки
Кт.о.=1-![]()
Где Аср. – средний квалитет точности,
Аср.=![]()
1, 2, 3 … 17 – квалитеты точности, по которым изготавливается деталь
n1, n2, n3 … n17 – количество размеров детали, которое выполняется по соответствующему квалитету
Аср.=
![]() =11,02
=11,02
Кто= 1
-
![]() = 0,91 Кто >0,8 – показатель технологиче
= 0,91 Кто >0,8 – показатель технологиче
Коэффициент шероховатости обработки
Кш.о=1-![]()
Где Бср. – средняя шероховатость поверхностей детали,
Бср.=
![]()
Кш=![]() >0,8
технологично
>0,8
технологично
Качественный анализ
- для изготовления данной детали необходимы все нанесенные на чертеж размеры и обозначения шероховатостей, непосредственные измерения размеров невозможно;
- возможно испытание механической обработки некоторых поверхностей которые не являются основными;
- конструкция допускает возможность применения производительных методов производства;
- упрощение обработки поверхностей не возможно;
- у детали нет поверхностей не удобных для обработки
- применение высокопроизводительных методов обработки невозможно, данная инструкция ограничивает режимные условия;
- конструкция детали не позволяет применять автоматические закругления и транспортные средства. Возможна частичная автоматизация обработки детали ;
- при обработки не возникает технические трудности. Для получения требуемой точности и шероховатости необходимы дополнительные операции;
- отклонения от правильной формы обеспечены и могут быть выдержаны данными методами обработки;
- пространственные отклонения детали не вызывают технологических трудностей и могут быть получены без усложнения технического процесса;
Вывод: на основании анализа качественных и количественных показателей делаю заключение, что деталь в основном технологична и не вызивает больших трудностей при ее обработки.
3.1.4. Материал детали.
В качестве
материала для заданной детали принята
СЧ20 – технологический материал. Его
расплав обладает хорошей жидкотекучестью,
малой склонностью к образованию усадочных
дефектов. Наличие графита – износостойкость,
стойкость против задиров, но не прочность
и твердость Gв
не более чем 100 мПа ,ударная вязкость
10-80 пДж/![]()
Химический состав
(Si) |
(Mn) |
(S) |
(C) |
(Р) |
1,4-3,5 |
0,7 |
0,15 |
3,3-3,5 |
0,1 |
С – углерод; Si – кремний; Mn – марганец; Р – фосфйор; S – сера
Физические свойства
-
λ В/м·к
ρ кг/

C Дж/
54
7,1

480
Где:
ρ – плотность Gв – предел прочности
С – ударная вязкость Gт – предел текучести
Механические свойства
Gв, МПа |
Gт, МПа |
НВ МПа |
НВ
кг/мм |
196 |
392 |
1668-2364 |
170-241 |
где:
Gв – предел прочности
Gт – предел текучести
3.2 Выбор типа производства
Тип производства определяет характер технологического процесса и его построение, вид применяемого оборудования, оснастку инструмент организационные формы производства квалификацию работников.
Определяю коэффициент серийности за формулой:
Кс
=
![]()
где: r – такт выпуска деталей
tшт.ср – среднее машинное время по операциям техпроцесса
r
=
![]() [ мин ]
[ мин ]
где:
Fgp – действительный годовой фонд работы оборудования при 2* сменном режиме работы
Fgp = 3950 ч.
N – годовая программа изготовления деталей. Принимаю N = 5500
N
=
![]() = 43,1 мин
= 43,1 мин
t шт.ср принимается за данными базы практики.
Принимаю t шт.ср=28 мм
К
сер =
![]() =15,4
=15,4
Согласно с рассчитанным К сер принимаю тип производства серийное (серийное 1000 – 50000)
Р =
![]()
где:
![]() – годовая программа (в шт.)
– годовая программа (в шт.)
t - необходимый запас деталей на складе 6 днях
- для крупных деталей 2…3 дня
- для средних деталей 4 – 10дней
- для мелких деталей 10…30 дней
![]() =
количество рабочих дней на год 1253 дня
=
количество рабочих дней на год 1253 дня
Р =
![]() = 109 шт.
= 109 шт.
Принимаю Р = 100 шт.- величину кратную годовой программе.
Среднесерийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодическими повторяющимися партиями и сравнительно большим объемом выпуска.
Оборудование применяется универсальное, с ЧПУ, специализированное. Оснастка универсальная или специализированная. Оборудование устанавливают по группам и редко по ходу техпроцесса (если участок специализированный), квалификация рабочих средняя 3…4 разряд. Схема передачи деталей « станок-склад-станок ».
3.3 Планы обработки поверхностей.
Призначаю планы обработки на основе поверхностей детали от обработки которых определяются технологический маршрут.
Планы обработки поверхностей назначаются с целью уяснить, в какой последовательности необходимо обрабатывать ту или иную поверхность и сколько операций потребуется для достижения требуемой точности и шероховатости поверхности.
Наружная
поверхность Ø95f7![]()
1. Заготовка
2. Точение черновое IT14; Ra=12,5;
3. Точение чистовое IT10; Ra=3,2.
4. Точное точение IT7; Ra=3,2.
Наружная
поверхность Ø169h7
![]()
1. Заготовка
2. Расточка черновая IT14; Ra=12,5
3. Расточка чистовая IT10; Ra=3,2.
4. Предварительное шлифование IT6; Ra=1,6
Отверстие
Ø65Н7![]()
1. Заготовка
2. Чистовое точение IT14; Ra=12,5;
3. Протягивание IT8; Ra=2,5;
3.4. Разработка маршрутной технологии.
Технологический маршрут обработки свожу в таблицу:
Номер, наименование и краткое содержание операции. |
Наименование и модель оборудования |
Технологические базы |
1 |
2 |
3 |
001 Транспортирование
|
Электропогрузчик Q = 1T |
|
005 Горизонтально протяжная |
7Б510
|
|
010 Токарная с ЧПУ
|
16К20Ф3С32
|
|
015 Вертикально сверлильная
|
2Н118 |
|
020 ЧПУ
|
2Р135Ф2-1
|
|
025Вертикально сверлильная
|
2Н118 |
|
030 Протывка |
Моечная машина |
|
031 Контроль |
Стол ОТК |
|


3.5 Разработка УП обработки детали на станке с ЧПУ
По заданию разрабатываю УП на сверлильный станок с ЧПУ
-
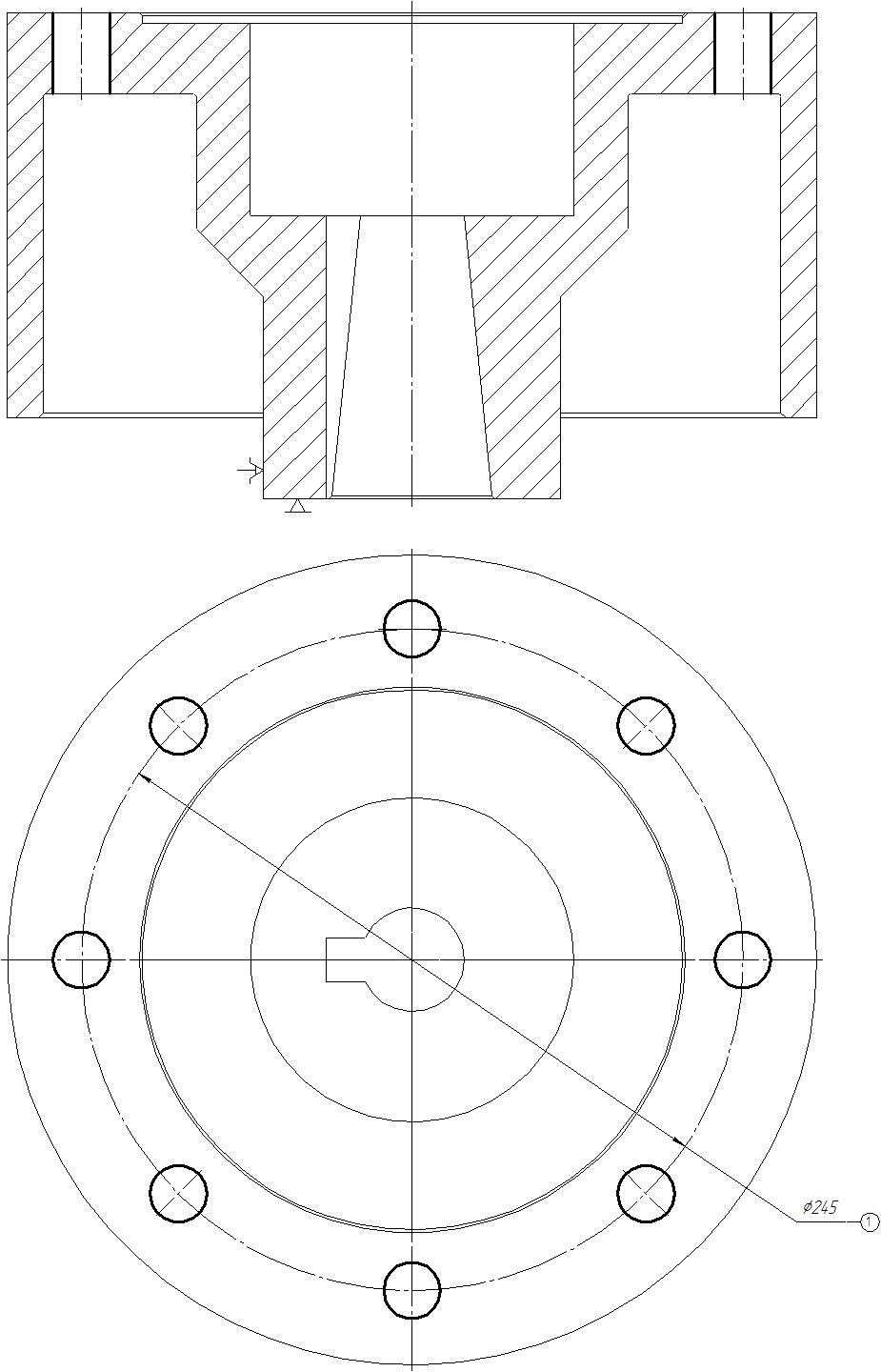
Обрабатываемая деталь
- шкив тормозной
Материал детали
- сталь 50Л ГОСТ 977-88
Характер заготовки
- отливка
Характер обработки
- сверление, зенкерование 8-и отверстий
Оборудование
- сверлильный станок с ЧПУ 2Р135Ф2
3.5.1 Разработка операционной технологии.
Исходными данными являются:
1. Номер и наименование разрабатываемой операции по технологическому процессу – операция 020 Сверлильная с ЧПУ.
2. Тип устройства ЧПУ установленный на станке – 2П32.
3. Тип револьверной головки – шестипозиционная.
Содержание операции:
Установить деталь, закрепить, раскрепить, снять и отложить.
Центровать по программе 8 отверстий, выдержав размеры 1…3.
Сверлить по программе 8 отверстий, выдержав размеры 1,4,5.
Зенкеровать по программе 8 отверстий, выдержав размеры 1,5,6.
Проверить размеры 1,6 согласно норм контроля.
Уложить деталь в тару.
Выбор средств технологического оснащения выполняю с учетом принятого типа производства, габаритов и массы изготавливаемой детали, принятой заготовки.
При выборе приспособления учитываю:
- характер операции;
- конструкцию и размеры обрабатываемой заготовки;
- модель станка и его технические характеристики;
- способы базирования заготовки и требования точности её изготовления;
- тип производства.
Принимаю приспособление – патрон трехкулачковый самоцентрирующий с механизированным приводом ГОСТ 24381-80.
При выборе режущего инструмента учитываю:
- вид обработки и тип станков;
- размер и форму обрабатываемой детали;
- точность обработки и шероховатость поверхностей;
- материал детали и его физико-механические свойства;
- тип производства.
Выбранный режущий инструмент свожу в таблицу:
Наименование режущего инструмента |
Основные размеры, мм |
ГОСТ на инструмент |
Материал режущей части |
Геометри-ческие параметры |
|
Марка |
ГОСТ |
||||
Сверло спиральное изношенное |
Ø25; l=60; L=160 |
10903-77 |
Р6М2 |
19265-75 |
2φ=90° α=10 |
Сверло спиральное |
Ø20; l=120; L=220 |
10903-77 |
Р6М5 |
19265-75 |
2φ=90° α=10 |
Зенкер цельный |
Ø21; l=120; L=220 |
12489-71 |
Р6М5 |
19265-75 |
2φ=60° γ=5 α=10 |
При выборе вспомогательного инструмента учитываю размеры режущего инструмента и формы посадочных мест станков, для установки вспомогательного инструмента. Принимаю втулки переходные с конусом Морзе №2-4 ГОСТ 13598-85.
Для контрольных измерений выбираю измерительный инструмент, который зависит от:
- размеров и формы измеряемой поверхности;
- требуемой точности контроля;
- типа производства.
Выбранный измерительный инструмент свожу в таблицу:
Наименование измерительного инструмента |
ГОСТ на инструмент |
Контролируемые параметры |
Штангенциркуль ШЦ 1 |
166-80 |
Ø21Н14 |
Калибр-пробка Ø21Н14 |
14810-69 |
Ø21Н14 |
Весь выбранный инструмент вношу в операционные технологические карты при их заполнении.
3.5.2 Расчет режимов резания
Назначение режимов резания и нормирование технологического процесса являются важнейшей составной частью всей работы по технологической подготовке производства, т. к. от правильности режимов резания зависят не только качество и точность изделия, но и производительность обработки и себестоимость выпускаемой продукции.
Операция 020 - Сверлильная с ЧПУ
Принимаю исходные данные приведенные выше.
Операционный эскиз выполнен на карте эскизов.
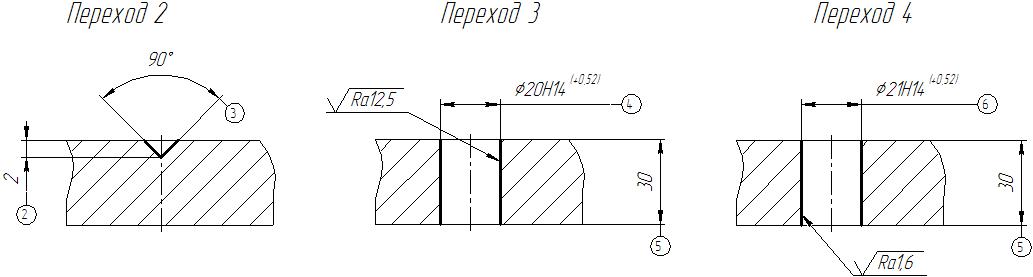
Назначаю глубину резания по переходам.
t2 = 2мм
t3 = 10мм
t4 = 0,5мм
Определяю подачу инструментов
S2 = 0,08мм/об
S3 = 0,4мм/об
S4 = 0,4мм/об
3. Назначаю период стойкости инструмента, учитывая диаметр обработки и количество инструментов в наладке – 3 шт
Т = 100 мин
4. Определяю потребную скорость резания для инструментов
Vтабл.2 = 20м/мин;
К1 = 0,8- учитывает материал детали;
К2 = 1,0 – учитывает материал и стойкость инструмента;
К3 = 1,0 – учитывает условия работы;
V расч.2 = 20 ·0,8 ·1,0 ·1,0 = 16м/мин
Vтабл.3 = 21м/мин;
V расч.3 = 21 ·0,8 ·1,0 · 1,0 = 16,8м/мин
Vтабл.4 = 24м/мин;
V расч.4 = 24 ·0,8 ·1,0 · 1,0 = 19,2м/мин
5. Определяю потребную частоту вращения шпинделя.
![]() об/мин
об/мин
![]() об/мин
об/мин
![]() об/мин
об/мин
![]() об/мин
об/мин
6. Корректирую полученные значения по паспорту станка и кодирую их.
n2ст = 1000 об/мин Код S11
n3ст = 250 об/мин Код S07
n4ст = 250 об/мин Код S07
7. Определяю фактическую скорость резания
![]() м/мин
м/мин
![]() м/мин
м/мин
![]() м/мин
м/мин
8. Определяю машинное время
Тм =
![]()
Определяю длину рабочего хода
Lр.х = Lрез.+y+Δ
Lрез. - длина резания
y - безударный подвод
Δ – врезание и перебег
![]() мм
мм
![]() мм
мм
![]() мм
мм
Действительная подача по переходам
Vмин.2 = 0,08∙1000=80мм/мин Код F09
Vмин.3 = 0,4∙250=100мм/мин Код F10
Vмин.4 = 0,4∙250=100мм,мин Код F10
Определяю машинное время по переходам
![]() мин
мин
![]() мин
мин
![]() мин
мин
Суммарное машинное время на операцию
∑Тм = 0,4+3,2+2,96=6,56мин
9. Нахожу мощность потребную на резание.
Наибольшее усилия потребные на резание должны быть при сверлении или зенкеровании.
Nрез.=
Nтабл.∙КN∙![]() -
при сверлении
-
при сверлении
Nрез.=
Nтабл.∙КN∙![]() -
при зенкеровании
-
при зенкеровании
КN - коэффициент зависящий от обрабатываемого материала
n - число оборотов инструмента в минуту
v - скорость резания в м/мин
Nтабл3= 6,7 кВт КN =1,0
Nтабл4= 1,2 кВт КN =1,0
Nрез3=
6,7 · 1,0
![]() = 1,675кВт Nрез4=
1,2 ·1,0
= 1,675кВт Nрез4=
1,2 ·1,0
![]() = 0,198 кВт
= 0,198 кВт
Наибольшая мощность при сверлении.
Мощность станка Nстанка =4 кВт
Эффективная мощность Nэфект = Nстанка Ħη=4Ħ0,85=3,4кВт
Nрез<Nстанка - обработка возможна
10. Закрепляю переходы за позициями револьверной головки и назначаю корректоры
Переход 2 – Т01; L01;
Переход 3 – Т02; L02;
Переход 4 – Т03; L03.
3.5.3 Разработка циклограммы и расчет опорных точек.
Выполняю циклограмму в координатах X,Y.
Инструменты будут выполнять позиционирование в координатах Х,Y, причем все три перехода будут выполняться при одинаковой циклограмме позиционирования.
Координаты опорных точек траектории свожу в таблицу.
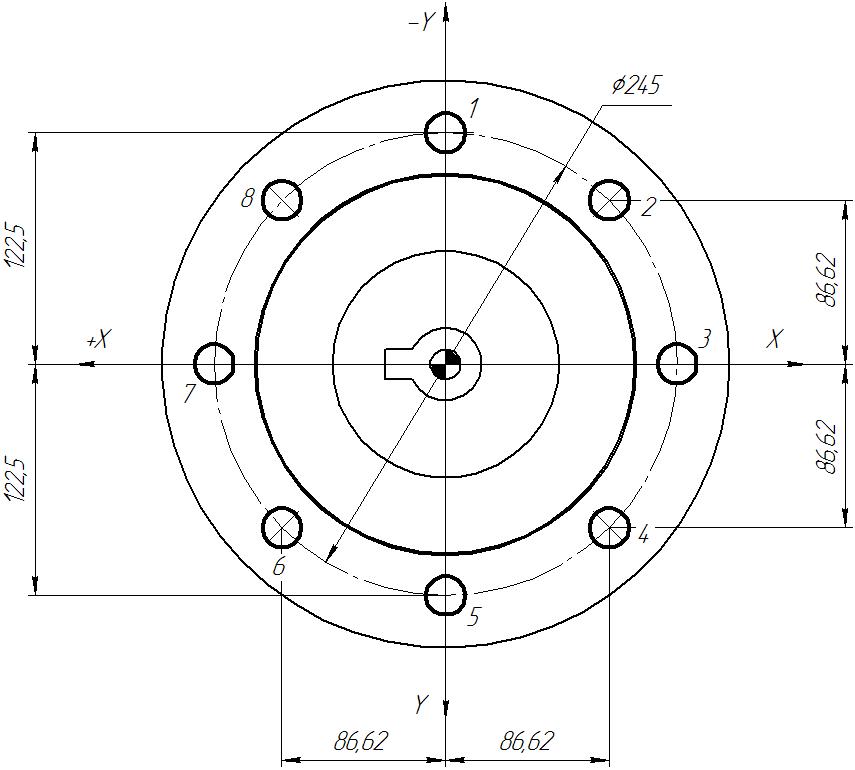
Y = sin45 ∙ R
№ точки |
X,мм |
Y,мм |
1 |
0 |
-122,5 |
2 |
-86,62 |
-86,62 |
3 |
-122,5 |
0 |
4 |
-86,62 |
86,62 |
5 |
0 |
122,5 |
6 |
86,62 |
86,62 |
7 |
122,5 |
0 |
8 |
86,62 |
-86,62 |
Разрабатываю развернутую циклограмму в координате Z, которая показана на листе наладки.
3.5.4 Разработка управляющей программы.
Рассчитав режимы резания и определив координаты опорных точек, составляю рукопись управляющей программы.
%
:1 G81 T01 L01 M13 S11 F09 R0 Z400 X0 Y-12250 ПС
№2 X-8662 Y-8662 ПС
№3 X-12250 Y0 ПС
№4 X-8662 Y8662 ПС
№5 X0 Y12250 ПС
№6 X8662 Y8662 ПС
№7 X12250 Y0 ПС
№8 G51 X8662 Y-8662 ПС
:9 G81 T02 L02 M13 S07 F10 R0 Z4000 X0 Y-12250 ПС
№10 X-8662 Y-8662 ПC
№11 X-12250 Y0 ПC
№12 X-8662 Y8662 ПС
№13 X0 Y12250 ПС
№14 X8662 Y8662 ПС
№15 X12250 Y0 ПС
№16 G51 X8662 Y-8662 ПС
:17 G81 T03 L03 M13 S17 R0 Z3700 X0 Y-12250 ПС
№18 X-8662 Y-8662 ПС
№19 X-12250 Y0 ПС
№20 X-8662 Y8662 ПС
№21 X0 Y12250 ПС
№22 X8662 Y8662 ПС
№23 X12250 Y0 ПС
№24 G-51 X8662 Y-8662 ПС
№25 М02
3.6 Расчет норм времени на операцию
Операция 020 Сверлильная с ЧПУ
Исходные данные:
-
обрабатываемая деталь
шкив тормозной
материал детали
сталь 50 ГОСТ 977-88
характер заготовки
отливка
характер обработки
сверление, зенкерование отверстий
оборудование
станок мод. 2Р135Ф2
приспособление
- патрон самоцентрирующий с механизированным приводом
масса заготовки
47,65 кг
партия деталей
100 шт
мощность э/двигателя станка
4 кВт
количество режущих инструментов
3 шт
задание УП
на перфоленте
измерительные инструменты
штангенциркуль, калибр-пробка
13. Суммарное машинное
время на операцию
- 6,56 мин
Определяем основное время на операцию to = ∑tмаш+ tв.а
Определяем вспомогательное автоматическое время на операцию по переходам:
Переход 2 -
Ускоренное перемещения крестового стола – 0,03 мин
Установочное перемещение крестового стола - 0,02 ·8 = 0,16 мин
Подвод инструмента в зону резания по оси Z – 0,03 мин
Отвод инструмента – 0,03 мин
Смена инструмента
(поворот револьверной головки на одну позицию) - 0,05 мин
Смена технологических режимов - осуществляется при смене инструмента.
Итого: 0,3 мин.
Переход 3 -
Ускоренное перемещения крестового стола - 0,03 мин
Установочное перемещение крестового стола - 0,02 ·8 = 0,16 мин
Подвод инструмента в зону резания по оси Z – 0,03 мин
Отвод инструмента – 0,03 мин
Смена инструмента – 0,05 мин
Итого: 0,3 мин.
Переход 4 -
Ускоренное перемещения крестового стола - 0,03 мин
Установочное перемещение крестового стола – 0,03 ·8 = 0,16 мин
Подвод инструмента в зону резания по оси Z – 0,03 мин
Отвод инструмента – 0,03 мин
Смена инструмента – 0,05 мин
Итого: 0,3 мин.
Итого tвсп.авт. = 0,3 ·3 = 0,9 мин
Основное время на операцию to = 6,56 + 0,9 = 7,46 мин
Нахожу вспомогательное ручное время tв = t уст.+t опер. + t изм.
t уст. = 2 мин. – вспомогательное время на установку и снятие детали:
время на установку и снятие детали с помощью электротельфера время на закрепление и раскрепление детали – 0,04 мин
Σt уст. = 2,04 мин
t опер. – вспомогательное время, связанное с выполнением переходов:
включить станок кнопкой – 0,04 мин.,
открыть закрыть защитный экран - 0,03 мин
перемотка ленты не выполняется т. к. она склеена
∑t опер. =0,04+0,03=0,07мин
t изм. – вспомогательное время, связанное с контрольными измерениями:
Штангенциркулем – 0,16 мин; Периодичность контроля – 0,1 мин
Пробкой – 0,06 мин; Периодичность контроля – 0,1 мин
t изм. = (0,16∙8+ 0,06∙8)0,1 = 0,176 мин
Время на контрольные измерения не учитываем, т. к. оно перекрывается временем машинной работы станка.
tв = 2,04 + 0,07 = 2,11 мин
Находим суммарную продолжительность обработки партии деталей
![]()
![]() = 1,99 смены
= 1,99 смены
Находим поправочный коэффициент на вспомогательное время
Кtв = 1
t в.к = t вĦКtв = 2,1Ħ1,0 = 2,11 мин
Определяем оперативное время
tоп.к. = tо.+t в.к = 7,46 + 2,11 = 9,57 мин
Определяем время на обслуживание рабочего места
tобл
= tоп.к.
Ħ![]() =
=
![]() =
0,96 мин
=
0,96 мин
где a обс. = 10 %
Определяем величину штучного времени на операцию
tшт. = tоп. к.+ t обс.= 9,57 + 0,96 = 10,53 мин
Определяю подготовительно-заключительное время на операцию.
Получить наряд -4 мин
Ознакомиться с чертежом, документацией -3 мин
Инструктаж мастера - 3 мин
Установить и снять приспособление - 4 мин
Установить и снять режущий инструмент -1,5Ħ3=4,5 мин
Установить исходные режимы работы станка - 0,5 мин
Установить программоноситель в СУ - 1 мин
tпз =21,0 мин
Определяем величину штучно-калькуляционного времени
tшт.к
=tшт.
+![]() =
10,53 +
=
10,53 +
![]() =
10,74 мин
=
10,74 мин
Находим сменную норму выработки:
![]()
![]() = 44 шт
= 44 шт