

1.2.Исследование химического состава промышленных ионообменных ванн и оценка предельного времени его экслуатации.
NO![]() .
.![]() NO
NO![]() +
+![]() O2.
O2.
Следовательно, в солевой ванне могут одновременно находиться нитраты и нитриты щелочных металлов.
в расплавленном состоянии образуются комплексы по следующей схеме:
5MeNO3
![]() Me+
+ [Me4(NO3)5]-
Me+
+ [Me4(NO3)5]-
В этом случае из 5 молекул соли получается один свободный ион.
Это было связано с тем, что замена дорогой химически чистой соли при обработке стекла в расплаве в промышленных ваннах технической солью, привела к возникновению растягивающих напряжений в поверхностных слоях стекла. Дальнейшие исследования позволили установить отрицательное влияние на диффузионные процессы в стекле незначительного количества микропримесей кальция и магния в расплаве, присутствующих в технической соли, а также продуктов коррозии промышленных ванн из нержавеющей стали. В связи с этим наметились пути интенсификации процессов: это, во-первых, очистка расплавов от примесей с помощью химических добавок и, во-вторых, попытка отыскания катализаторов с целью ускорения диффузионных процессов.
можно сделать следующие выводы:
1. Диффузионные процессы в стекле зависят от его состава и упрочняющего расплава, активность которого со временем падает.
2. Отрицательно сказываются на упрочнении имеющиеся в расплаве примеси и ионы, выходящие из стекла в процессе обмена, а также продукты коррозии ванн из нержавеющей стали.
3 Наибольшее отрицательное воздействие на диффузионные процессы оказывают присутствующие в технической селитре иона кальция, которые блокируют натрий-калиевый ионный обмен в стекле и способствуют комплексообразованию в расплаве. Ионы магния встраиваются в сетку ТП стекла, образуя матовый налет на поверхности стекла, однако они не действуют, например, на боросиликатное стекло К-8 и ряд других составов.
Таблица 1.5
Прочность стекол при ЦСИ, упрочненных (4500С, 24ч) в расплаве KNO3 техн. при введении 1%мас. искусственно синтезированных катионитов.
Название кат. Формула |
Содержание элементов, мг ат./г |
Прочн. МПа |
Ср.кв. отклон. |
Коэф. вариац. |
||||
Sb |
P |
Si |
Ti |
Te |
||||
K2H2Sb2O7 4H2O |
|
- |
- |
- |
- |
430 |
40 |
0,90 |
Теллуросурм. |
4,42 |
- |
- |
- |
0,71 |
440 |
40 |
0,098 |
TiO2 xH2O |
- |
- |
- |
- |
- |
400 |
40 |
0,108 |
TiSb |
4,30 |
- |
- |
1,05 |
- |
340 |
90 |
0,268 |
То же |
1,28 |
- |
- |
6,6 |
- |
360 |
40 |
0,116 |
PSb |
4,25 |
1,25 |
- |
- |
- |
410 |
50 |
0,124 |
PSb |
4,60 |
0,70 |
- |
- |
- |
520 |
60 |
0,112 |
SiSb |
4,19 |
- |
2,26 |
- |
- |
400 |
60 |
0,156 |
SrTO* |
- |
- |
- |
- |
- |
440 |
75 |
0,168 |
CaTO** |
- |
- |
- |
- |
- |
260 |
60 |
0,218 |
HTO*** |
- |
- |
- |
- |
- |
450 |
100 |
0,216 |
SiPSb |
4,44 |
0,66 |
0,28 |
- |
- |
380 |
60 |
0,161 |
То же |
3,58 |
1,67 |
1,28 |
- |
- |
420 |
70 |
0,172 |
То же |
3,71 |
0,61 |
1,96 |
- |
- |
430 |
100 |
0,234 |
То же |
3,37 |
1.40 |
1,99 |
- |
- |
430 |
30 |
0.073 |
То же |
2,16 |
1,36 |
4,75 |
- |
- |
460 |
90 |
0,200 |
То же |
1,77 |
1,00 |
6,59 |
- |
- |
590 |
70 |
0,121 |
Где:
*-титанилоксалат стронция
**-титанилоксалат кальция
***-титанилщавелевая кислота
SiPSb (6,59:1,0:1,77), исходный реактив;
то же, после выдержки в расплаве KNO3.
Следует отметить, что использование кремнефосфорносурьмяного катионита, содержащего 6,59 мг ат./г кремния; 1,00 мг ат./г фосфора; 1,77 мг ат./г сурьмы, для регенерации расплава технической селитры позволило повысить значения прочности ионообменных образцов при ЦСИ до величин, полученных при обработке стекол в расплаве азотнокислого калия особо чистой квалификации в некорродируемой кварцевой ванне. Сравнение сорбционных характеристик гексагидроксиантимоната калия и предложенного катионита исследовалось с помощью эпюр сжимающих напряжений в поверхностных слоях стекла, обработанных в модельных расплавах (рисунок 1.4).
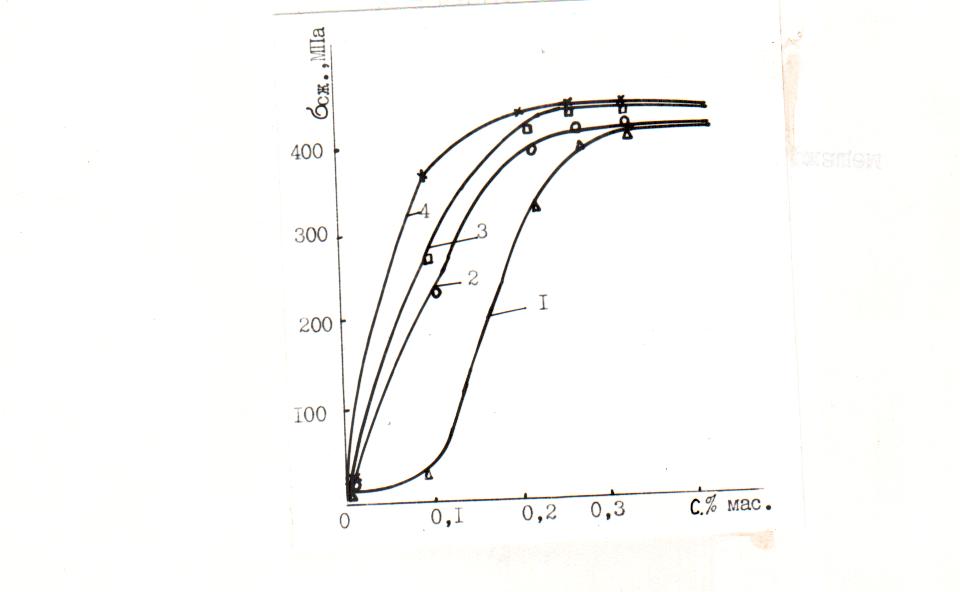
Рисунок 1.4. Зависимость величины сжимающих напряжений в поверхностном слое стекла, обработанного (4500С, 24ч) в модельных расплавах от количества введенного катионита:
KNO3+0,01% масс. Ca(NO3)2+%масс.K2H2Sb2O7∙4H2O
KNO3+0,01%масс. Mg(NO3)2+%масс. K2H2Sb2O7∙4H2O
КNO3+0,01%масс.Ca(NO3)+масс.%SiPSb
KNO3+0,01%масс.Mg(NO3)+масс.%SiPSb
Анализ зависимостей сжимающих напряжений в поверхности упрочненных образцов от количества вводимых добавок в модельные расплавы с контролируемой концентрацией примесей Ca2+ и Mg2+ ионов показал, что данный катионит обладает большими емкостными характеристиками, чем гексагидроксиантимонат калия как по кальцию, так и по магнию. Эти зависимости были подтверждены прочностными испытаниями образцов (таблица 1.6).
Таблица 1.6.
Таблица 1.6.
Количество вводимого катионита % масс |
Прочность образцов МПа, упрочненных в расп. (4500С, 24ч) |
|||
KNO3 хч+0,01%масс.Ca(NO3 )2 |
KNO3+0,01%масс.Mg(NO3хч)2 |
|||
При введении K2H2Sb2O74H2O |
При введен. SiPSb |
При введении K2H2Sb2O74H2O |
При введен. SiPSb |
|
0,1 |
160 |
400 |
480 |
520 |
0,2 |
380 |
480 |
510 |
550 |
0,3 |
480 |
550 |
530 |
610 |
Результаты определения спектрального анализа химического состава технической селитры при введении в него различного количества добавок представлены в таблице 1.7.
Таблица 1.7.
Расплав KNO3 т +добавки
|
Содержание примесей в расплаве, % масс. |
Прочность стекла, МПа |
|||
Na+ |
Mg2+ |
Ca2+ |
Fe3+ |
||
KNO3 техн |
4,7∙10-2 |
2,5∙10-2 |
1∙10-3 |
1∙10-3 |
260 |
1%K2H2Sb2O7∙4H2O |
1∙10-2 |
1∙10-3 |
5∙10-4 |
9∙10-4 |
430 |
0,2%SiPSb |
4,4∙10-2 |
5∙10-5 |
3,2∙10-4 |
8∙10-4 |
520 |
0,5%SiPSb |
4,2∙10-2 |
3∙10-5 |
2,5∙10-4 |
3∙10-4 |
580 |
1%SiPSb |
4,1∙10-2 |
3∙10-5 |
2∙10-4 |
2∙10-4 |
590 |
Можно видеть, что кремнефосфорный катионит лучше поглощает двух-трехвалентные ионы и хуже ионы натрия, чем гексагидроксиантимонат калия. Также был сделан вывод, что для качественной очистки расплава технической селитры от примесей многовалентных ионов количество вводимого катионита должно быть не менее 0,5% масс от ее веса.
На основе проведенных исследований при разработке опытно-промышленного процесса в расплав технической селитры вводилось 0,5% масс. K2H2Sb2O7∙4H2O и 0,5% масс. SiPSb.
Комбинированные способы упрочнения (закалка с травлением, травление с ионным обменом) дают наилучшие показатели конструкционной прочности стекла в изделиях, поэтому становятся основными в производстве высокопрочных слоистых ИКО.