

2.3 Сварка и наплавка
Сварка с использованием плазменных источников энергии применяется все шире, так по сравнению с обычной свободно горящей электрической дугой удается получить большую глубину проплавления и меньшую ширину шва и соответственно более узкую зону термического влияния. Процесс идет с большей скоростью при улучшении качества сварного шва.
Плазменной сваркой за 1 проход сваривают детали толщиной до 20мм, что дает возможность существенно повысить производительность процесса, уменьшить возникающие при сварке деформации и получить в конечном счете более работоспособное сварное соединение.
Микроплазменная сварка является разновидностью процесса плазменной сварки и характеризуется силой тока плазмы порядка 0,1…10 А. Толщина свариваемых заготовок обычно составляет 0,025…1,0 мм (фольга) – другими методами невозможно сварить (детали радиоэлектронной техники).
Плазменная наплавка используется для нанесения на обрабатываемые заготовки поверхностных слоев (чаще всего из металлов и сплавов, отличных по составу от материала подложки) с целью повышения эксплуатационных свойств деталей. Для наплавки обычно применяют материалы со специальными свойствами (высокой твердостью, повышенной износостойкостью, коррозионной и термостойкостью).
Наплавка позволяет получать изделия из дешевых конструкционных материалов с рациональным распределением свойств по отдельным элементам.
При этом значительно снижается расход дорогостоящих легирующих материалов. Толщина наплавленных за 1 проход слоев может достигать 4…5 мм; возможно многослойная наплавка.
Наплавку проводят плазменной струей, что дает возможность регулировать глубину проплавления основного металла посредством изменения расстояния между горелкой и заготовкой. Чтобы обеспечить защиту ванны расплавленного металла от взаимодействия с атмосферными газами, в качестве плазмообразующих газов используют аргон и водород.
Наплавка рабочих лезвий инструментов позволяет экономить дефицитные и дорогостоящие инструментальные стали (Р18, Р6М5). Масса наплавленной инструментальной стали (на обычную углеродистую сталь) обычно не превышает 4…5 % от общей массы инструмента.
С помощью плазменной наплавки в ремонтных целях восстанавливают дорогостоящие узлы и детали (штампы, пресс-формы, валки и т.д.) металлообрабатывающего оборудования.
2.4 Напыление
Существует две основные разновидности процесса:
подача материала в плазмотрон в виде прутка или проволоки;
подача материала в плазмотрон в виде порошка (оксиды, нитриды, карбиды).
Плазменным напылением обычно получают слой малой толщины ( … м).
Металлические покрытия, получаемые с помощью плазменного напыления, чаще всего состоят из вольфрама, молибдена, никеля, кобальта и др. металлов и сплавов с достаточно высокой температурой плавления.
Производительность
процесса может достигать нескольких
![]() напыляемого
материала в час, а плотность напыляемого
слоя составляет обычно 80…90 % от плотности
монолитного металла. Тонкие (до 0,1…0,3
мм) напыленные слои имеют большую
плотность и лучшее сцепление с напыляемым
подслоем, чем более толстые.
напыляемого
материала в час, а плотность напыляемого
слоя составляет обычно 80…90 % от плотности
монолитного металла. Тонкие (до 0,1…0,3
мм) напыленные слои имеют большую
плотность и лучшее сцепление с напыляемым
подслоем, чем более толстые.
Покрытия по назначению бывают разными: жаростойкие, коррозионостойкие, защитные. Для последних используют оксиды алюминия и циркония.
Напыление повышает стойкость кокилей, изложниц для литья; износостойкость фильер для протягивания (волочения) молибденовых прутков при напылении увеличивается в 5…10 раз.
Одной из разновидностей процесса плазменного напыления является ионная технология нанесения покрытий с помощью плазменных ускорителей.

Рисунок 7.8 — Схема ионной технологии нанесения покрытий
1 – катод водоохлаждаемый; 2 – плазма; 3 – обрабатываемая поверхность.
В промышленности ионная технология используется для увеличения срока службы металлорежущего инструмента и штампов. При этом износостойкость инструмента увеличивается в 2…5 раз.
Материал покрытия получают испарением в вакууме водоохлаждаемого катода 1. Затем его ионизируют в электрическом разряде и превращают в плазму 2, которая с помощью электромагнитного поля ускоряется и фокусируется в поток по направлению к обрабатываемой поверхности 3.
Значительная энергия, которую можно сообщить ионам в плазме, позволяют глубоко внедрять их в обрабатываемые поверхности и получать прочные поверхностные покрытия (и металлические пленки).
Плазменным формованием деталей с помощью напыления получают тонкостенные детали и заготовки сложной геометрической формы из трудно обрабатываемых металлов (вольфрама, молибдена). Материал в виде плазмы напыляют на оправки или шаблоны, которые в дальнейшем могут или растворяться химическим путем (если они изготовлены из алюминия или меди), или разбираться на части.
Как правило, полученный после напыления слой хрупок, имеет слоистую структуру. После отжига он приобретает равновесную мелкозернистую структуру и механические свойства, позволяющие подвергать его механической обработке и использовать в конструкциях.
Формование деталей плазменным напылением используется для тиглей, деталей ракетных двигателей и МГД-генераторов.
2.5 Резка
Это термическая резка, независимая от свойств разрезаемых материалов. Возможность разрезания заготовок значительной толщины (до 250…300 мм), получение резов любой конфигурации.
Существуют две основные разновидности плазменной резки: разделительная и поверхностная – строжка (рисунок 7.9.)
При ручных работах используется напряжение в 180 В, для машинных работ-500 В.
При строгании и точении (для удаления деформированного слоя) плазменную головку ставят под углом 40…60° к обрабатываемой поверхности.
При микроплазменной резке используется величина тока в 5…100 А для разрезания заготовок толщиной 6…8 мм. При этом ширина реза получается не более 0,8…1,0 мм.
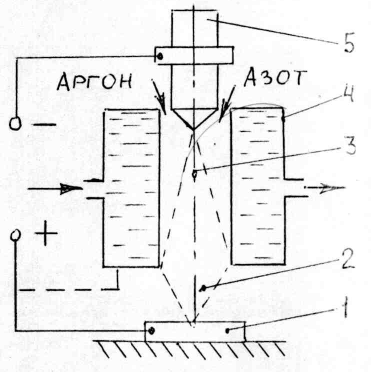
Рисунок 7.9. — Схема плазменной головки: 1 – заготовка; 2 – плазменная струя; 3 – дуговой разряд; 4 – медный водоохлаждаемый электрод; 5 – вольфрамовый электрод.
3. Контрольные вопросы
1. Что такое плазма?
2. Чем отличается плазменная дуга от свободно горящей электрической дуги?
3. Каковы основные физические характеристики плазмы?
4. Каковы основные физико-химические эффекты при взаимодействии плазмы с веществом?
5. Когда появился термин “плазма”?
6. Основные схемы плазмотронов.
7. Какой эффект дает плазменная обработка при упрочнении поверхности?
8. В чем сущность процессов плазменной резки и строжки?
9. В каких случаях целесообразно применять плазменный прогрев при обработке металлов резанием?
10. Для каких изделий применяется плазменное формование поверхностей?
11. В каких случаях целесообразно применение плазменной строжки?