

7.9.3. Выбор допусков формы и расположения для крышек подшипников
По конструкции исполнения крышки подшипника могут быть глухими и прорезными для выхода концевого участка вала, а также закладными и привертными. В качестве примера можно рассмотреть простановку допусков формы и расположения для привертной прорезной крышки (рис. 7.38).
Для надежной работы уплотнения манжета должна быть соосна оси вращения вала. Отклонения от соосности могут быть по двум причинам: радиальное смещение крышки при сборке и отклонение от соосности посадочной поверхности под манжету в крышке и оси центрирующей поверхности. Допуск соосности в диаметральном выражении 3 Т на наружном диаметре под манжету Dм принимается равным IT8.
|
Рис. 7.38 |

Чтобы ограничить возможный перекос колец подшипников, задается допуск параллельности базовых торцов на диаметре фланца Dф 1. Квалитеты при выборе допусков зависят от типа подшипника: для шариковых радиальных и радиально-упорных – IT8, для роликовых – IT7, для роликовых конических – IT6.
Привертные крышки крепятся к корпусным деталям или к стакану несколькими болтами или винтами, расположенными на окружности D0. Для совпадения центров отверстий под болты и самих болтов задается позиционный допуск в диаметральном выражении:
T = 0,4(dотв – dб), (7.5)
где dотв – диаметр крепежного отверстия;
dб – диаметр болта или винта.
8. Поверхности с регулярным микрорельефом
8.1. Образование регулярных микрорельефов
Поверхности, образующиеся на деталях после механической обработки (точения, фрезерования, шлифования и др.) вследствие неоднородной пластической деформации, имеют хаотичный профиль, что затрудняет, а часто делает невозможным решение задачи оптимизации микрорельефа поверхности. Существует несколько способов, обеспечивающих регуляризацию микрорельефов: травление агрессивными жидкостями через трафарет, проточка с помощью копиров, накатывание профильным роликом, вибрационное накатывание.
С целью обеспечения оптимальной регуляризации разработаны требования, которые должны соблюдаться при образовании регулярного микрорельефа (РМР).
1. Создаваемый регулярный микрорельеф должен быть высокооднородным по форме, размерам и взаиморасположению выступов и впадин.
2. Форма, размер и взаиморасположение неровностей регулярного микрорельефа должны быть функционально связаны с параметрами режима обработки, что предопределяет возможность аналитических расчетов параметров РМР при решении прямой задачи размерной цепи и параметров режима – при решении обратной задачи.
3. Способ должен обеспечивать возможность тонкого и в больших пределах варьирования значений параметров РМР, определяющих форму, размер и взаиморасположение, т. е. он должен быть хорошо управляемым.
4. Необходимо предусмотреть возможность независимого регулирова-ния – управления образованием регулярного микрорельефа с различными параметрами: изменение значений высотных параметров не должно приводить к изменению шаговых параметров или взаиморасположения неровностей.
5. Должна быть создана возможность технологического обеспечения и управления образованием не только стандартизованных параметров, но и других, весьма информативных, определяющих служебные свойства поверхностей параметров числа выступов и впадин на единицу площади, длины профиля, радиусов выступов и впадин неровностей и др.
6. Способ должен быть универсальным, производительным, стабильным во времени, простым в осуществлении, экономичным.
В наибольшей степени отвечает этим требованиям способ вибрационного накатывания, и его преимущества подтверждены исследованиями и промышленным использованием.
В основу создания способа обработки с образованием на поверхности регулярного микрорельефа были положены два принципа: отказ от резания – использование тонкого пластического деформирования – и усложнение кинематики процесса обработки. Первый базировался на данных исследований, свидетельствующих о значительно большей однородности микрорельефа поверхностей, образованных пластическим деформированием, в особенности выполняемых при упругом контакте деформирующего элемента с заготовкой, по сравнению с поверхностями, образованными обработкой резанием; в этом случае практически не образуется и волнистость поверхности. Второй принцип основывался на том, что с усложнением кинематики любого способа обработки процесс резания интенсифицируется, появляется возможность варьировать такие параметры микрорельефа, как форма, высота и взаиморасположение неровностей.
Наиболее приемлемая схема для получения регулярного микрорельефа на цилиндрической детали (заготовке) представлена на рис. 8.1. Заготовка диаметром dз зажата в центрах станка и получает вращение частотой nз. Деформирующий элемент dш с усилием Р вдавливается в поверхностные слои заготовки, но при этом он вибрирует с частотой осцилляции nдв.х и перемещается на подачу S. Деформирующим элементом может быть шар, сферический алмазный или твердосплавной наконечник.
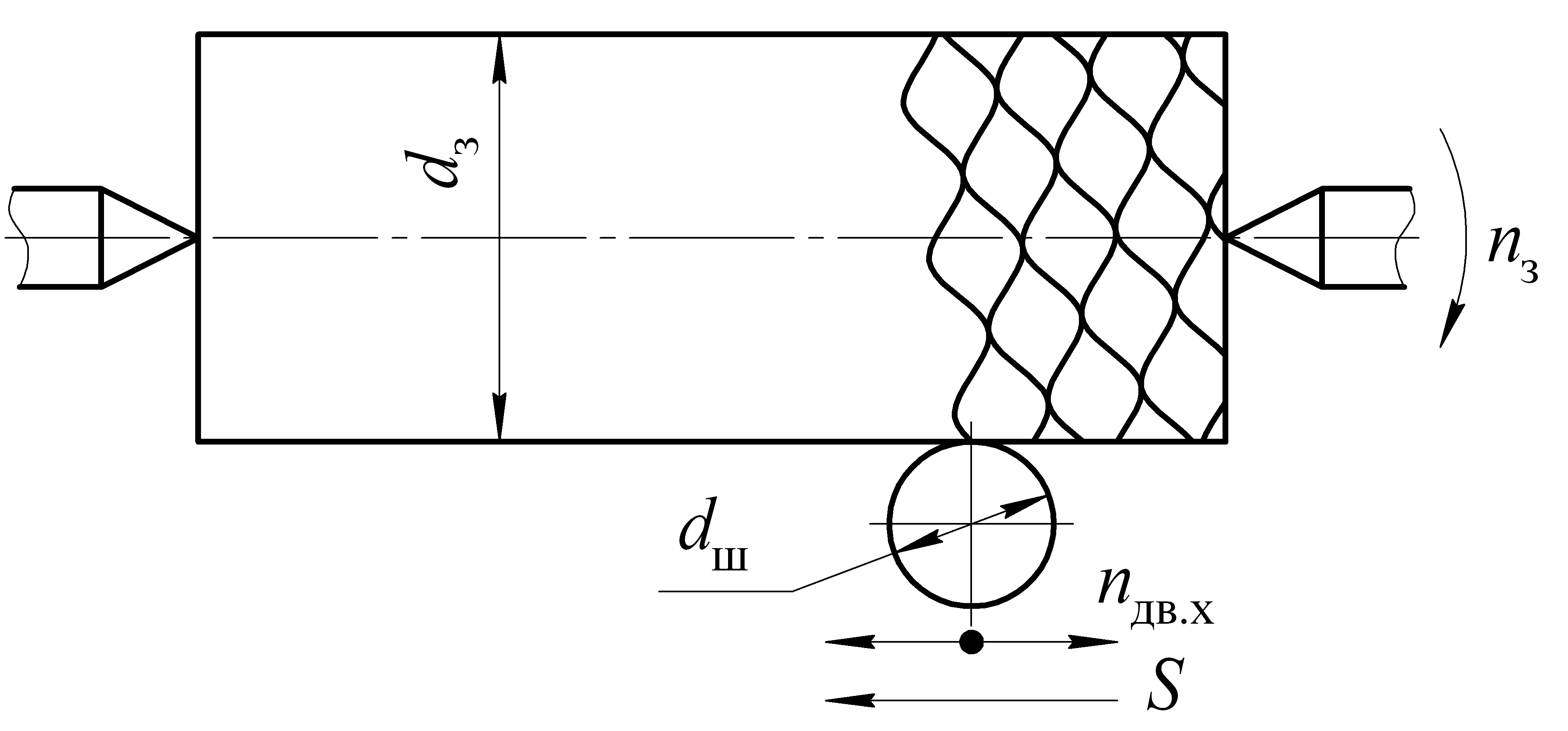
Рис. 8.1
Регулярные микрорельефы включают в себя полностью регулярные микрорельефы (ПРМР) и частично регулярные микрорельефы (ЧРМР).