

Приемный аппарат, 2- излучатель
Рисунок – Схема лучевой установки пожарной сигнализации
Применяется шлейфная система электрической пожарной сигнализации и связь с пожарной командой при помощи телефона.
С целью обеспечения, на случай возникновения пожара безопасной эвакуации людей, находящихся в здании предусмотрены эвакуационные выходы. Для обеспечения безопасной эвакуации людей в здании предусмотрено два эвакуационных выхода. Двери открываются в сторону выхода из здания.
Для защиты от молний предусматривается устройство молниеотводов. С целью защиты от статического электричества предусматривается заземление нетоковедущих электропроводных частей оборудования. Металлические воздуховоды ставятся через каждые 40-50 м.
Применяется также, увлажнение воздуха до 60-70%, что позволяет снизить электризацию материала.
Транспортные средства цеха и завода, организация перевозок и поставок
На участке, с целью снижения количества тяжелого ручного труда, в соответствии с указанными нормативами для перемещения грузов весом до 5т включительно, установлена кран-балка, которая предназначена для транспортирования приспособлений и партий заготовок от станка к станку.
Для внутрицехового транспорта применяем:
1. для транспортировки штучных грузов - подвесные конвейеры грузонесущего и толкающего типов;
2. для транспортировки инструмента, заготовок, деталей и других мелких грузов - подвесные и напольные транспортные средства непрерывного и прерывного действия.
Применение в закрытых помещениях транспортных средств с двигателями внутреннего сгорания без фильтрующих насадок на выходных трубах не допускается. Ввод железнодорожных путей в закрытые помещения, не допускается.
7. Мероприятия по охране окружающей среды
Т.к. специфика производства такова, что факторы приводящие к загрязнению окружающей среды практически отсутствуют, то в этом случае можно ограничиться установкой пыле улавливателей и вытяжной вентиляцией, т.к. главной составляющей будут пары масел и эмульсий, образующиеся при обработке детали, в результате повышенных температур.
Предусмотрены устройства, уменьшающие выброс масляно-эмульсионных паров в окружающую среду.
Для предотвращения выбросов пыли в окружающую среду, она после осаждения на фильтрах брикетируется.
На участке установлены емкости для слива отработанной технической воды, эмульсии, масел. Установлен контейнер для сброса стружки.
8.Электроэрозионная обработка
К электрохимическим и электрофизическим методам обработки материалов
относятся методы изменения формы, размеров, шероховатости и свойств
обрабатываемых поверхностей заготовок, происходящие под воздействием
электрического тока и его разрядов, электромагнитного поля, электронного
или оптического излучения, плазменной струи, а также высокоэнергетических
импульсов и магнитострикционного эффекта. Отличительной особенностью
является использование электрической энергии непосредственно для
технологических целей без промежуточного преобразования ее в другие
виды энергии. Причем использование электрической энергии
осуществляется непосредственно в рабочей зоне через химические,
тепловые и механические воздействия.
Электрофизические методы обработки характеризуются приведенными ниже основными технологическими особенностями, отличающими их от традиционных технологий, которые основаны на преимущественно силовом (контактном) воздействии инструмента на заготовку:
1. Осуществлением обработки токопроводящих и нетокопроводящих
материалов практически с любыми физико-механическими свойствами
без приложения значительных механических усилий и без
непосредственного контакта обрабатывающей поверхности
инструмента с обрабатываемой поверхностью заготовки.
2. Большими технологическими возможностями изменения формы,
размеров, шероховатости и свойств обрабатываемых поверхностей
заготовок.
3. Получение сложных по форме поверхностей заготовок при
сравнительно простой кинематике процессов.
4. Минимальным влиянием технологических особенностей процессов и операций на механические свойства и эксплуатационные характеристики деталей после обработки электрохимикофизическими методами.
5. Относительной простотой, низкой себестоимостью и высокой
стойкостью применяемого инструмента, а иногда и отсутствием его
износа.
6. Большими возможностями интенсификации многих технологических
процессов механической обработки (резанием и давлением),
нанесения покрытий, сварки, пайки и других выполняемых
традиционными методами с большой трудоемкостью и низким
качеством обработки.
7. Возможностями механизации и автоматизации основных
технологических и вспомогательных переходов вплоть до
применения робототехнических средств и комплексной
автоматизации операций и процессов.
8. Возможностями сокращения, а во многих случаях и исключения
необходимости расходования остродефицитных и дорогих
инструментальных сталей и сплавов, а также потерь обрабатываемых
материалов.
9. Сравнительно простой утилизацией отходов.
Наряду с перечисленными положительными особенностями
электрофизических методов обработки им присущи и некоторые
недостатки, которые обусловлены их физической сущностью и
спецификой. Основные недостатки указанных методов следующие:
1. Повышенная энергоемкость процессов при равнозначных
с механической обработкой производительности и качественных
показателей.
2. Относительная громоздкость применяемого технологического
оборудования и оснастки, а также необходимость применения (во
многих случаях) специальных источников питания электрическим
током, устройств для подачи, сбора, хранения и очистки рабочей
жидкости.
3. Необходимость размещения технологического оборудования в
отдельных помещениях, или на отдельных площадках, связанная
зачастую с учетом повышенной пожарной опасности и выполнением
специфических требований техники безопасности труда.
Самым распространенным из электрофизических методов обработки
является электроэрозионная обработка.
Сущность метода
Разрушение поверхностных слоев материала под влиянием внешнего
воздействия электрических разрядов называется электрической эрозией.
На этом явлении основан принцип электроэрозионной обработки (ЭЭО).
ЭЭО заключается в изменении формы, размеров, шероховатости и
свойств поверхности заготовки под воздействием электрических
разрядов в результате электрической эрозии (ГОСТ 25331-82).
Под воздействием высоких температур в зоне разряда происходят
нагрев, расплавление и частичное испарение металла. Для получения
высоких температур в зоне разряда необходима большая концентрация
энергии. Для достижения этой цели используется генератор (ГИ).
Процесс ЭЭО происходит в рабочей жидкости (РЖ), которая заполняет
пространство между электродами (МЭП), при этом один из электродов -
заготовка, а другой - электрод-инструмент (ЭИ).
Под воздействием сил, возникающих в канале разряда, жидкий и
парообразный материал выбрасывается из зоны разряда в РЖ, окружающую
его, и застывает в ней с образованием отдельных частиц. В месте
воздействия импульса тока на поверхности электродов появляются
лунки. Таким образом осуществляется электрическая эрозия
токопроводящего материала, показанная на примере действия одного
импульса тока на рис. 15.1 и образование одной эрозионной лунки.
После прекращения действия импульсного разряда напряжение на
электродах падает. Начинается процесс деионизации РЖ, т.е.
нейтрализация заряженных частиц, и электрическая прочность РЖ
восстанавливается. Пространство между электродами подготавливается
для нового прохождения очередного разряда. Если на электроды от ГИ
периодически поступает импульсное электрическое напряжение, то
процесс будет повторяться.
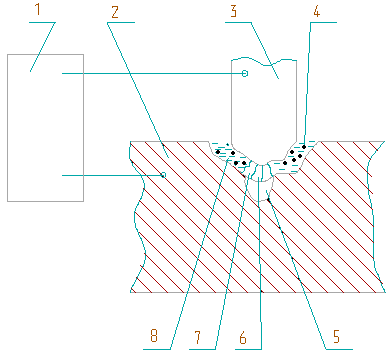
1 - Генератор импульсов (ГИ)
2 - Заготовка
3 - Электрод-инструмент (ЭИ)
4 - Капли расплавленного металла
5 - Эрозионная лунка
6 - Плазменный канал разряда
7 - Газовый пузырь
8 - Раочая жидкость (РЖ)