

2.3.2 Гартування
2.3.2.1 Загальні положення
Існує три види гартування:
- гартування з поліморфним перетворенням;
- гартування без поліморфного перетворення;
- гартування з оплавленням поверхні.
Гартування з поліморфним перетворенням (гартування сталі на мартенсит) впродовж століть є основним способом зміцнення сталі, а в даний час застосовується і для гартування сплавів кольорових металів.
Гартування без поліморфного перетворення була вперше застосована на рубежі 20-го століття, і її промислове використовування почалося одночасно із застосуванням алюмінієвих сплавів. Гартування без поліморфного перетворення застосовується для сплавів, що мають змінну розчинність компонентів залежно від температури. У результаті гартування утворюється пересичений твердий розчин, але кристалічні гратки залишаються незмінними.
Гартування з оплавленням поверхні з'явився в 70-х роках минулого століття, коли в промисловості почали використовувати лазерний нагрів.
Гартування сталі – це термічна обробка, яка включає нагрів до температури вище за фазові перетворення, витримку при цій температурі і охолоджування з швидкістю, що перевищує критичну (див.рис. 13). Гартування є зміцнюючою термічною обробкою. Підвищення твердості і міцності забезпечується за рахунок отримання структури мартенситу. Гартування не є остаточною операцією, і після неї обов'язково проводять відпуск.
Результати гартування багато в чому залежать від правильного вибору температури нагріву. Доевтектоїдні сталі для гартування слід нагрівати до температури на 30…50°С вище АС3. У цьому випадку сталь з початковою структурою перліт + ферит нагрівається до аустенітного стану і при охолоджуванні із швидкістю більше критичної утворюється мартенсит. Таке гартування називається повним.
Неповне гартування здійснюється від температур, які відповідають міжкритичному інтервалу від АС1 до АС3, і використовується тільки для листової низьколегованої сталі для отримання структури фериту з невеликими ділянками мартенситу до 20%. Така структура забезпечує достатньо високі механічні властивості і, одночасно, здібність до штампування. У всіх інших випадках неповний гарт доевтектоїдних сталей не використовується, оскільки механічні властивості виходять нижчими в порівнянні з гартуванням від температур вище АС3.
Заевтектоїдні сталі нагрівають для гартування на 15…20°С вище АС1. При цих температурах в сталі разом з аустенітом є цементит. Тому після гартування в структурі заевтектоїдних сталей присутні мартенсит з невеликою кількістю залишкового аустеніту і нерозчинені частинки цементиту, що мають високу твердість. Інтервал гартівних температур не повинен перевищувати 15…20оС, оскільки надмірне підвищення температури гарту викликає інтенсивне зростання зерна, що приводить до зниження міцності й опору крихкому руйнуванню.
Гартування заевтектоїдних сталей, по суті, є неповним. Якщо заевтектоїдну сталь нагрівати для гартування вище Асm, то її структура складатиметься з крупногольчатого мартенситу з підвищеним вмістом залишкового аустеніту, присутність якого в структурі сталі знижує твердість.
Тривалість нагріву і витримки при гартівній температурі повинна забезпечити прогрівання виробів за перетином і завершення фазових перетворень, але виключити зростання зерна і зневуглецювання поверхневих шарів деталі. У більшості випадків є прийнятним вибір тривалості нагріву з розрахунку 1,5 хв. на 1мм перетину для вуглецевих сталей і 2 хв. на 1мм перетину для легованих сталей. Тривалість витримки складає одну третину від тривалості нагріву.
При визначенні технологічних параметрів процесу гартування необхідно враховувати загартовуваність і прогартовуваність сталі.
Загартовуваність – це здатність сталі підвищувати в процесі гартування свою твердість. Загартовуваність залежить головним чином від вмісту вуглецю в сталі, підвищується при його збільшенні і вважається достатньою при 0,4%С і вище, коли твердість загартованої сталі наближається до 60HRC (рис. 14).
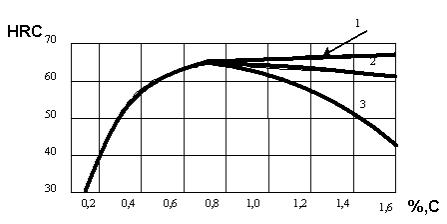
1 – твердість мартенситу; 2 –заевтектоїдна сталь після гартування від температури АС1 + 20оС; 3 -твердість заевтектоїдної сталі після гартування від температури АСМ + (20…30оС)
Рисунок 14 - Вплив температури нагріву на твердість при гартуванні
сталі
Прогартовуваність характеризує глибину загартованого шару за даних умов гартування. За глибину загартованого шару умовно приймають відстань від поверхні до напівмартенситної зони (50% мартенситу і 50% трооститу). Діаметр заготівки, в центрі якої після гартування в даному охолоджуючому середовищі утворюється напівмартенситна структура, називається критичним діаметром ( Дкр). Прогартовуваність зростає при підвищенні стійкості аустеніту, що переохолоджується, і, відповідно, зниженні критичної швидкості гартування.
2.3.2.2 Способи гартування
Охолоджування при гартуванні повинне забезпечити отримання структури мартенситу в межах заданого перетину деталі за відсутності утворення тріщин і деформацій.
Ідеальним охолоджуванням вважається таке, при якому забезпечується висока швидкість охолоджування при температурах якнайменшої стійкості аустеніту для попередження його дифузійного розпаду і повільне охолоджування в інтервалі мартенситного перетворення з метою зменшення гартівних напруг (рис. 15).
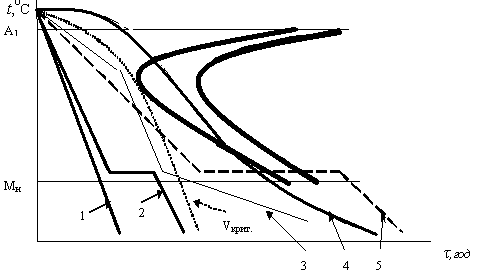
1 – гартування у воді; 2 – ступінчасте гартування;3 – ідеальне охолоджування; 4 – гартування в мастилі;5 – ізотермічне гартування;