10. Магнитомягкие низкочастотные и высокочастотные магнитные материалы, их характеристики и область применения
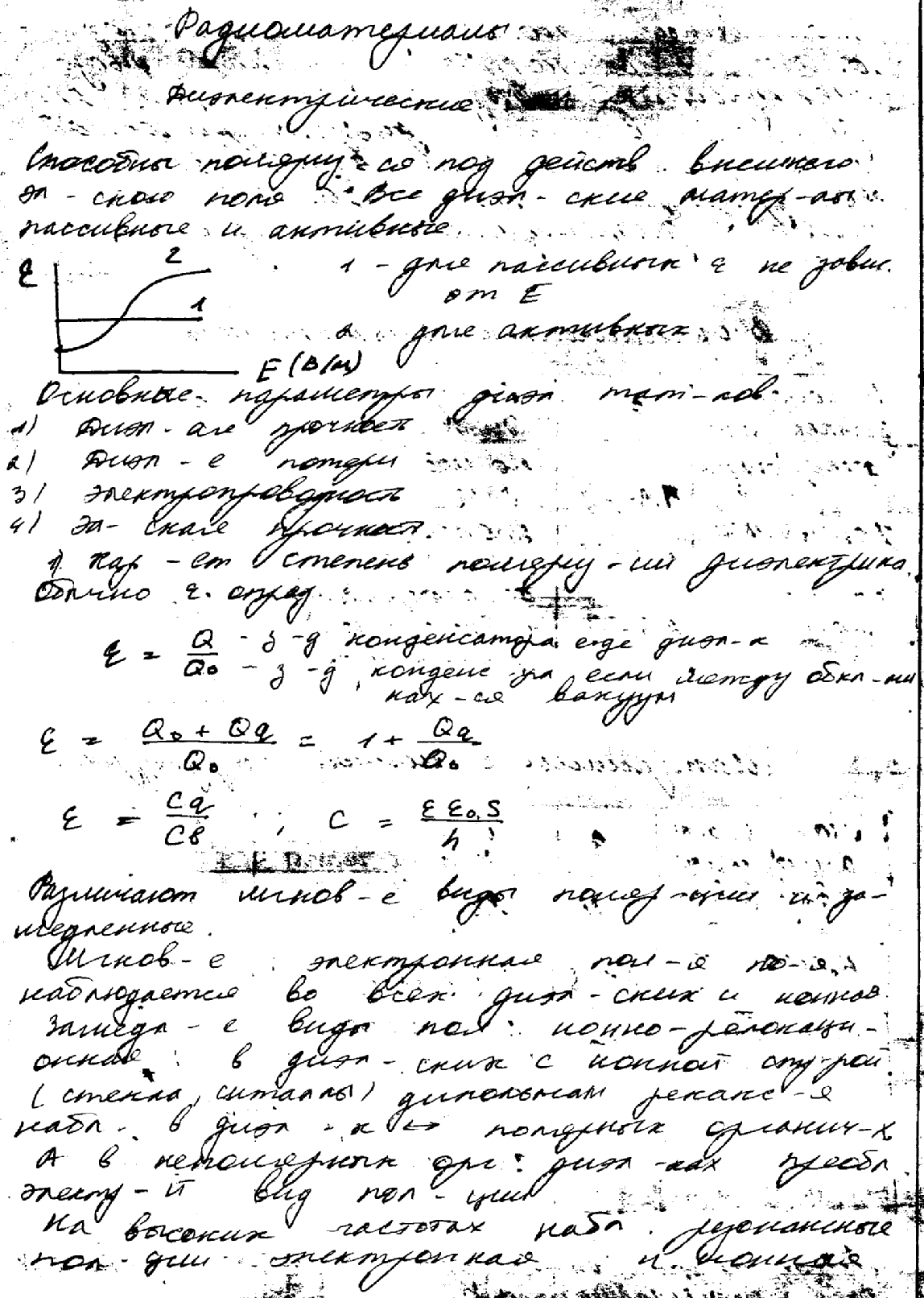
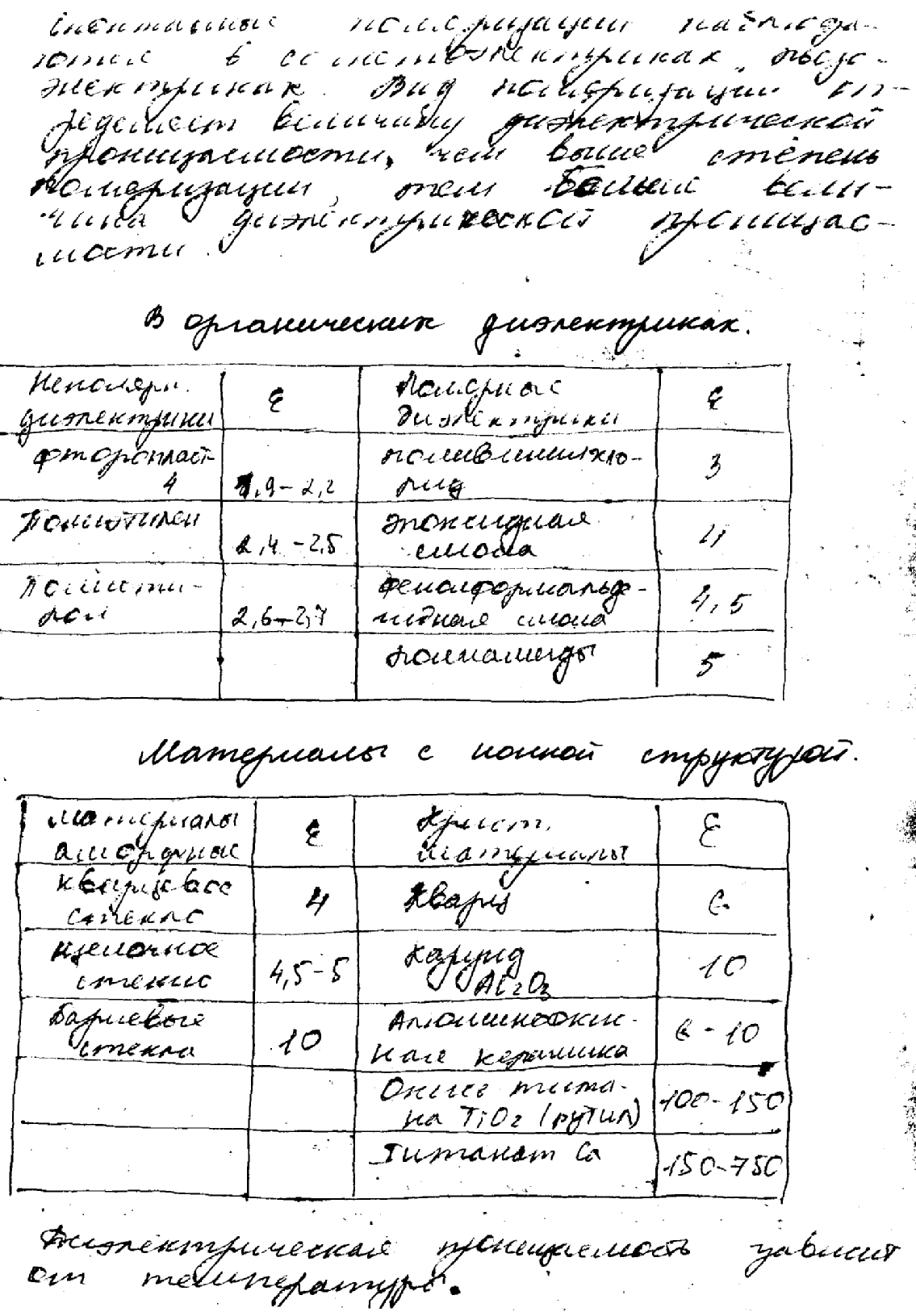
11. Диэлектрические материалы, их классификация, основные характеристики и область применения
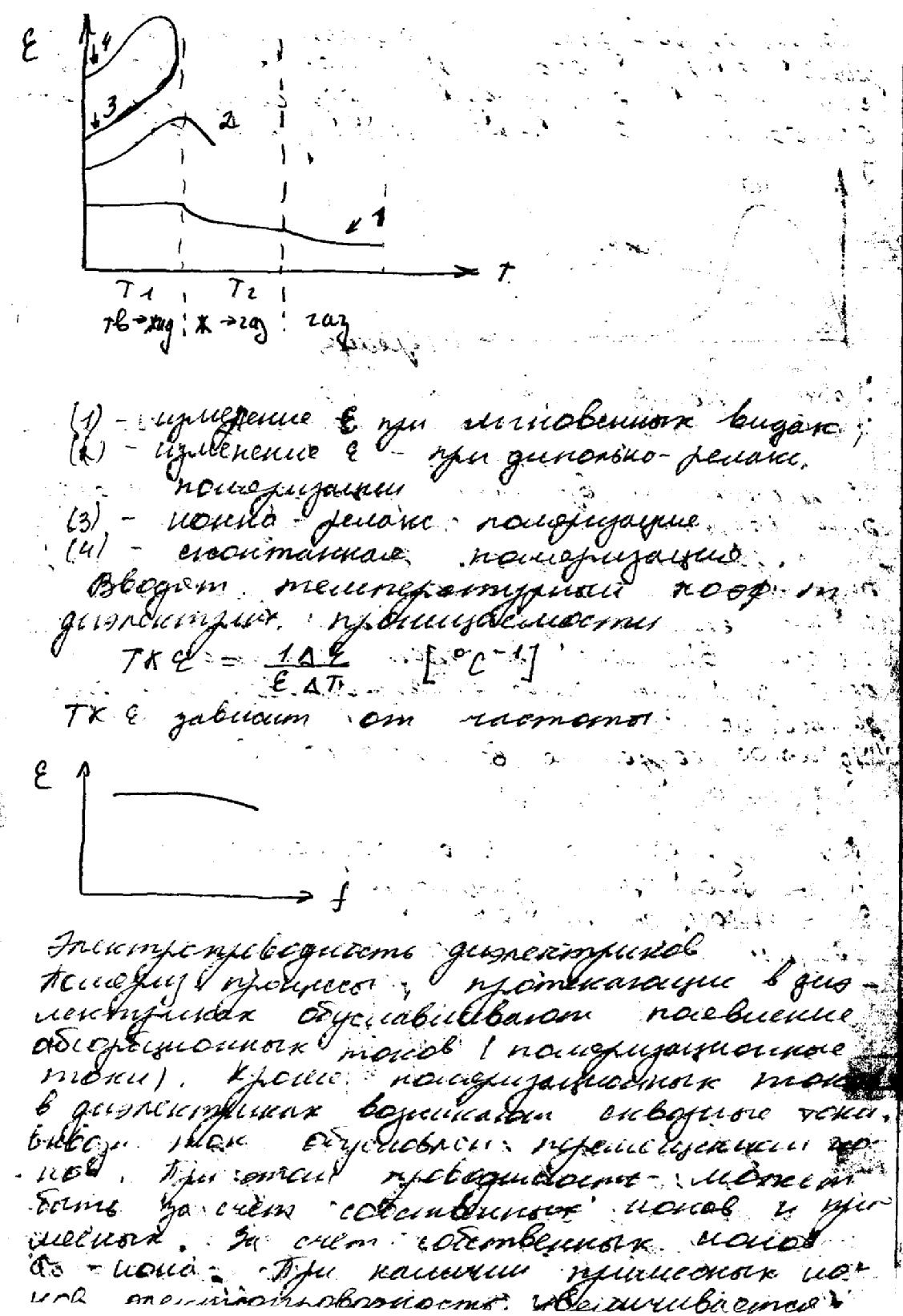
Электропроводность диэлектриков связана…. Конец:

13. Пластмассы конструкционного назначения, прессматериалы. Структурные особенности, свойства и область применения.
Для производства деталей из пластмасс существуют достаточно много материалов.
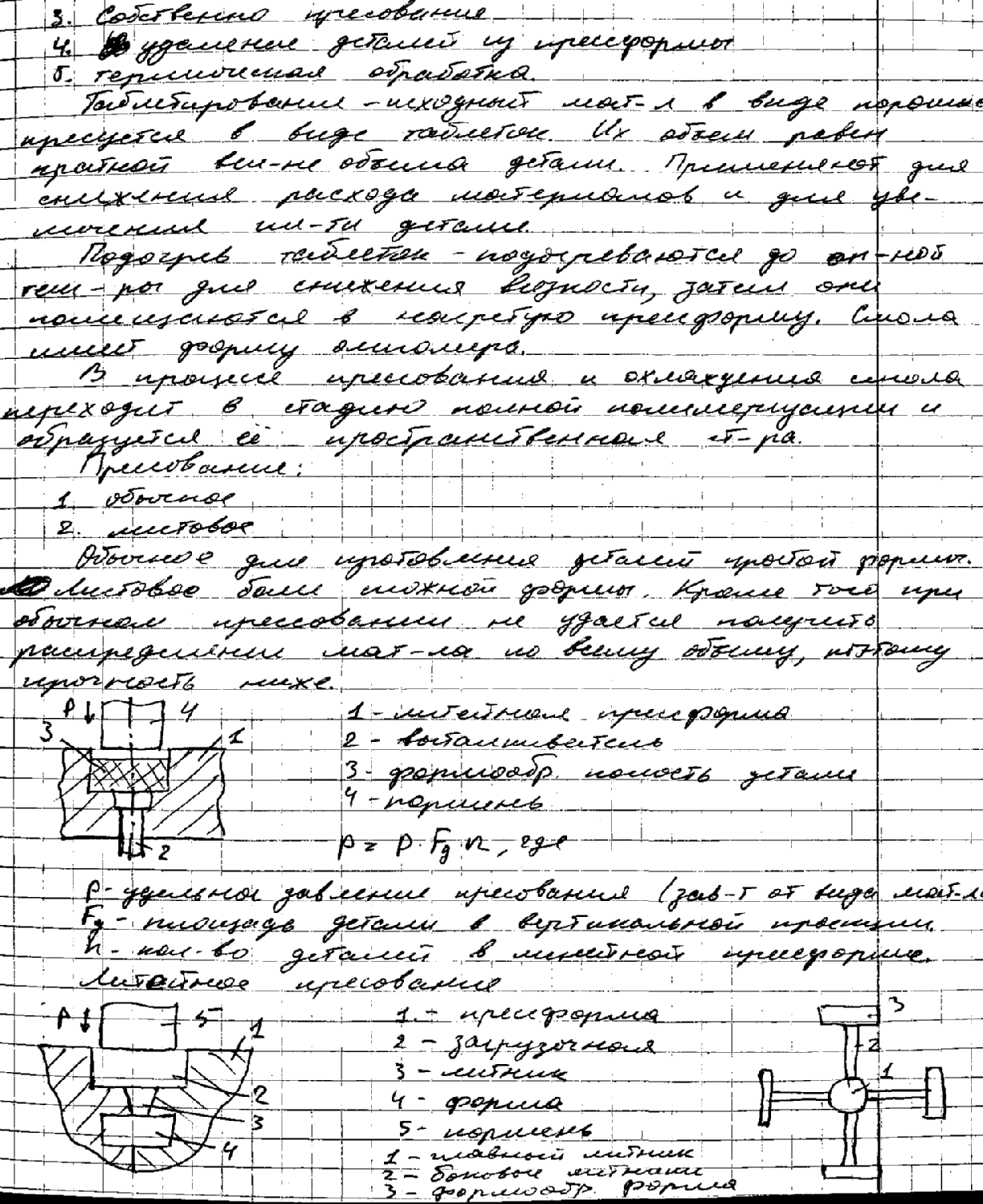
Химические и физические свойства пластмасс существенно определяют конструктивное исполнение и качество деталей. В процессе формирования деталей важное значение имеют такие технологические свойства как:
текучесть;
усадка;
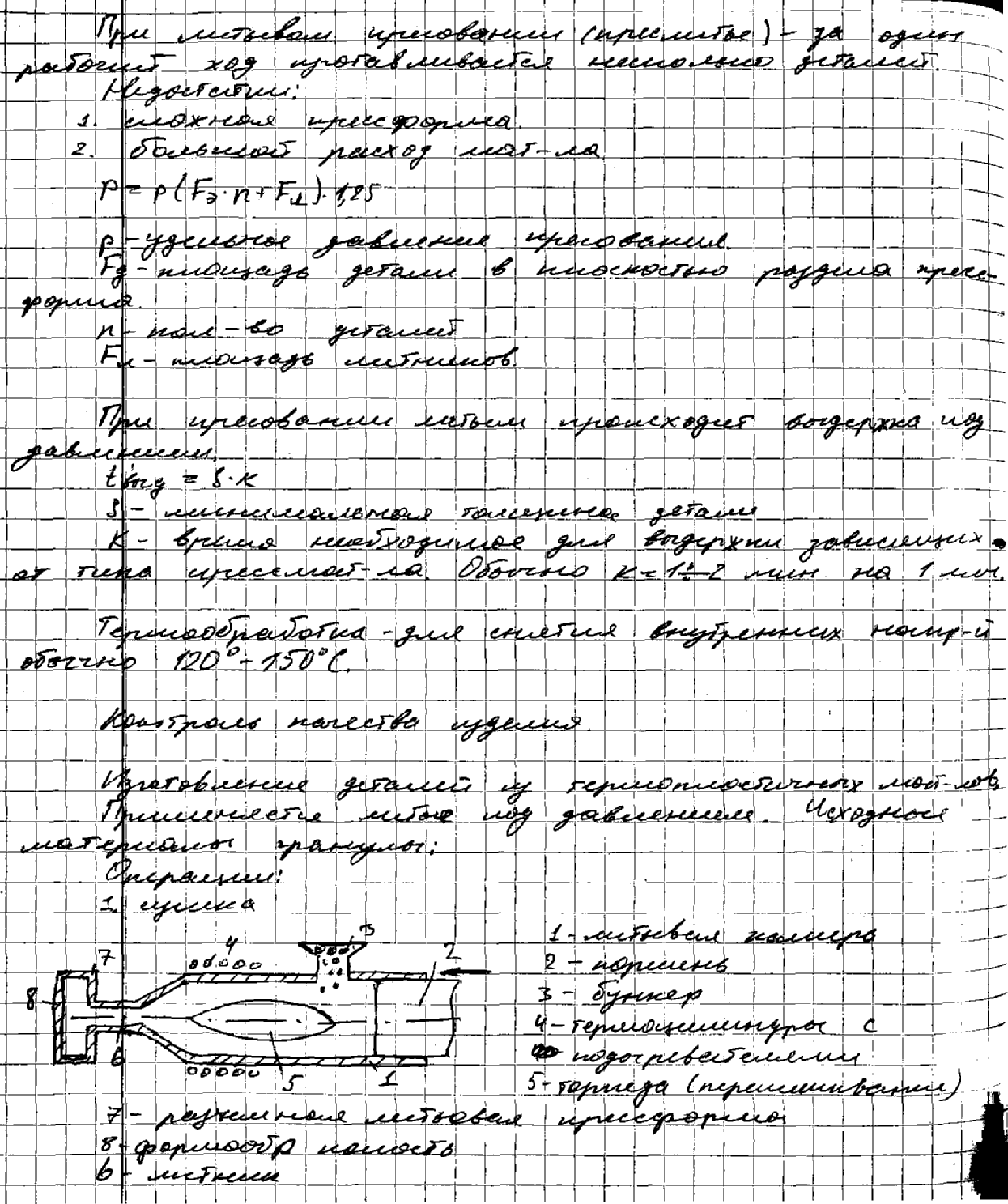
скорость отверждения.
Текучестью пластмасс называют способность заполнять форму под действием давления и температуры.
Усадкой называется свойство пластмасс уменьшаться в размере после извлечения деталей из пресс-формы. На величину усадки влияет толщина деталей.
Технологическими требованиями предусматривается:
выбор формы детали;
выбор материала и арматуры (например, втулок с резьбой);
выбор геометрических параметров;
выбор конструктивного расположения элементов (отверстий, ребер жесткости);
назначение предельных отклонений размеров, исходя из возможности их реализации.
Рациональной является такая форма, при которой деталь можно извлечь из пресс-формы с использованием неразъемных матриц и пуансонов.
С целью легкого извлечения детали из пресс-формы назначаются технологические уклоны на наружных и внутренних поверхностях параллельных направлению съема детали или совпадающие с направлением извлечения из детали формирующих элементов.
Величина уклонов определяется с учетом механической прочности и усадки материала, способа выталкивания детали из пресс-формы и шероховатости поверхности. Для несопрягаемых деталей величина уклона может быть любой, её назначают в пределах от 15´ до 3º.
Уклоны внутренних поверхностей должны быть больше уклонов наружных поверхностей.
Пластмассы по сравнению с металлами обладают более низкой теплопроводностью, вследствие этого процесс охлаждения и отвеждения пластмасс протекает неравномерно и распространяется от слоев, контактирующих со стенками пресс-формы, вглубь материала. Это обуславливает неоднородность усадки и отверждения материала, следствием чего является образование внутренних напряжений, вызывающих дефектность стенок и снижение прочности материала. Внутренние напряжения и дефектность материала тем больше, чем больше толщина стенок.
Толщина стенок детали выбирается с учетом высоты, ширины, длины детали, текучести материала, его механической прочности, также конфигурации элементов детали. Наиболее тонкостенные детали получают из термопластичных пластмасс. Во всех случаях следует стремиться к обеспечению минимальной разнотолщинности стенок. Невыполнение этого условия приводит к таким дефектам как коробление, растрескивании поверхности и образование внутренних раковин.
В конструкции деталей из пластмасс увеличение прочности и жесткости стенок рационально достигается не за счет увеличения их толщины, а введением ребер жескости.
Дефекты (коробление, растрескивание, внутренние напряжения) вполне возможны при отсутствии плавных закруглений на внутренних и внешних сопрягаемых поверхностях детали. Объясняется это тем, что острые переходы являются концентраторами внутренних напряжений и затрудняют течение материала в форме.