

Определение погрешности δ5 микроскопа при измерении методом осевого сечения среднего диаметра резьбового калибра.
Для определения погрешности Δ5 микроскопов УИМ-200Э и УИМ-29 применяйте бинокулярную насадку. Осветительную диафрагму устанавливайте удобную для наблюдателя, увеличение микроскопа 30. Перед измерением обязательно проверьте прилегание измерительного ножа к образующей профиля резьбы, наклоняя колонку на угол подъема резьбы. При измерении среднего диаметра и угла профиля резьбы колонку устанавливайте на 0°00'.
З
Черт. 8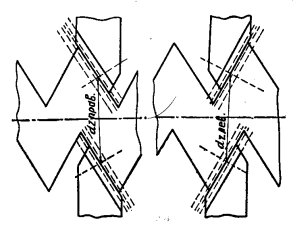 акрепите
на наружной части оправы объектива
насадку с полупрозрачной пластиной.
Поместите на каждую опорную поверхность
каретки продольного перемещения планки
с измерительными ножами.
акрепите
на наружной части оправы объектива
насадку с полупрозрачной пластиной.
Поместите на каждую опорную поверхность
каретки продольного перемещения планки
с измерительными ножами.
Сфокусируйте визирную систему на плоскость осевого сечения, при этом в пле зрения одновременно должны наблюдаться резкие изображения теневого контура центров и рисок измерительных ножей.
Не изменяя фокусировки микроскопа, установите в центрах резьбовой калибр.
![]() При
измерении среднего диаметра
d2прав
разверните штриховую сетку (черт. 8а)
так, чтобы центральная штриховая линия
была
параллельна риске ножа, и микрометрическими
винтами кареток совместите штриховую
линию, отстоящую
от центральной на 0,9 мм, с риской правого
ножа, после чего снимите отсчет
А'
по шкале каретки поперечного перемещения
или установите ноль по табло У. Проследите,
чтобы в исходном положении перекрестие
штриховой сетки делило пополам резьбы.
При
измерении среднего диаметра
d2прав
разверните штриховую сетку (черт. 8а)
так, чтобы центральная штриховая линия
была
параллельна риске ножа, и микрометрическими
винтами кареток совместите штриховую
линию, отстоящую
от центральной на 0,9 мм, с риской правого
ножа, после чего снимите отсчет
А'
по шкале каретки поперечного перемещения
или установите ноль по табло У. Проследите,
чтобы в исходном положении перекрестие
штриховой сетки делило пополам резьбы.
Для контроля стабильности визирования повторите совмещение штриховой линии с риской ножа три раза. Вычислите среднее арифметическое А трех показаний.
Наибольшее расхождение между показаниями, полученными при измерении по каждой стороне профиля калибра, не должно превышать 0,0012 мм.
Передвиньте каретку поперечного перемещения до появления в поле зрения диаметрально противоположной стороны профиля того же витка резьбы. Приложите тот же правый нож к параллельной правой стороне профиля, строго контролируя плотное прилегание ножа. Совместите вторую штриховую линию, тоже отстоящую на 0,9 мм от центральной риски ножа, и снимите отсчет Б' по той же шкале или по табло У. Повторите указанные операции трижды и вычислите среднее арифметическое Б.
Примечание. После получения отсчета А' каретку продольного перемещения сдвигать нельзя.
Разность отсчетов А и Б определяет dсp.прав.
Аналогично определите dср.лев, применяя в этом случае левый измерительный нож и разворачивая штриховую сетку параллельно левым сторонам профиля резьбы (черт. 8б). Предварительно переместите микрометрическим винтом каретки продольного перемещения калибр на 0,5 шага так, чтобы левая сторона того же витка резьбы приблизилась к перекрестию штриховой сетки.
Средний диаметр d2 резьбы калибра в миллиметрах вычислите по формуле
где δ — суммарная поправка к номинальному размеру измерительных ножей, мм.
Поправку δ вычислите по формуле

где а и b ——соответственно поправки к размерам правого и левого измерительных ножей из свидетельства на поверку ножей, мм;
α ——номинальный угол профиля резьбы.
Повторите измерение среднего диаметра не менее трех раз, вычисляя затем среднее арифметическое значение d2. Погрешность Δ5 прибора вычислите по формуле.
![]()
Погрешность Δ5 не должна превышать значения допускаемой погрешности, указанного в п. 5 табл. 2.