

4. Разработка питательного механизма
Для внутришлифовальной операции рационально применить шиберный питатель (рисунок 4).
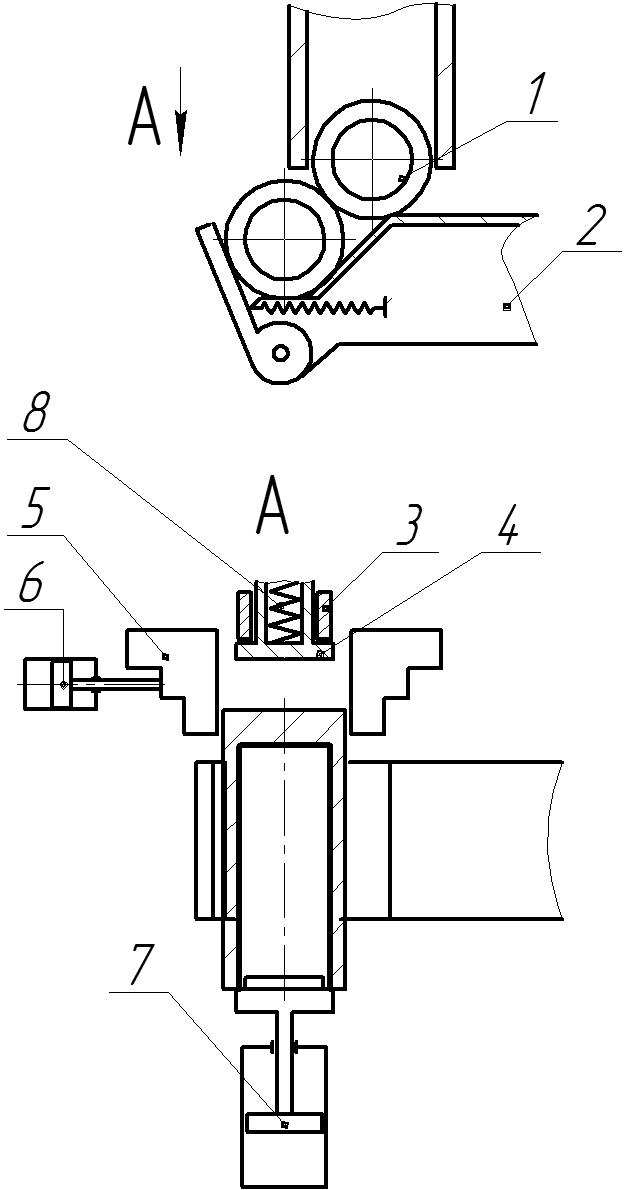
Рисунок 4 – Питательный механизм
Когда ползун шиберного питателя отведен в исходное положение, приемное гнездо находится против отверстия магазина. В этом положении ползуна заготовка западает в приемное гнездо. При движении ползуна запавшая заготовка переносится к зажимному приспособлению и зажимается, затем ползун совершает обратный ход, приемное гнездо снова устанавливается против отверстия лотка, западает следующая заготовка, и цикл повторяется.
Питатель приводится в действие от кулачка; в исходное положение он возвращается пружиной. Глубина выемки делается такой, чтобы центр заготовки находился ниже центров станка на 1,5—2 мм. Это необходимо для того, чтобы при креплении в центрах или патроне станка заготовка приподнималась и не упиралась в плоскость выемки питателя. При обратном ходе, когда заготовка уже закреплена, подпружиненная губка легко откидывается, занимая прежнее положение.
Подача заготовки 4 в патрон (рисунок 4 и 5) осуществляется заталкивателем 1 при включении пневмопривода 2. Заталкиватель оснащён пружиной, для возможности осуществлять подачу заготовки до упора при постоянном ходе.

Рисунок 5 – Патрон
Раскрепление происходит при помощи выталкивателя 6, который закреплён на штоке пневмоцилиндра 7 и также оборудован пружиной. Когда деталь отсутствует, выталкиватель находится в зоне губок патрона и выглядывает за упор. При подаче заготовки пружина сжимается под действием сил, давящих на деталь и после того как она дошла до упора, выталкиватель вместе со штоком уходит назад, тем самым зажимая деталь. После завершения обработки шток двигается вперёд, раскрепляет деталь, а выталкиватель выталкивает её в принимающее устройство.
5. Разработка лотка
В данном механизме применяется лоток скат.
При конструировании лотков следует выбрать значения размеров поперечного сечения лотка. Для решения этой задачи рассмотрим условия проходимости заготовки в лотке.
Деталь весом G, находится под действием силы веса и противодействующей ей силы трения.
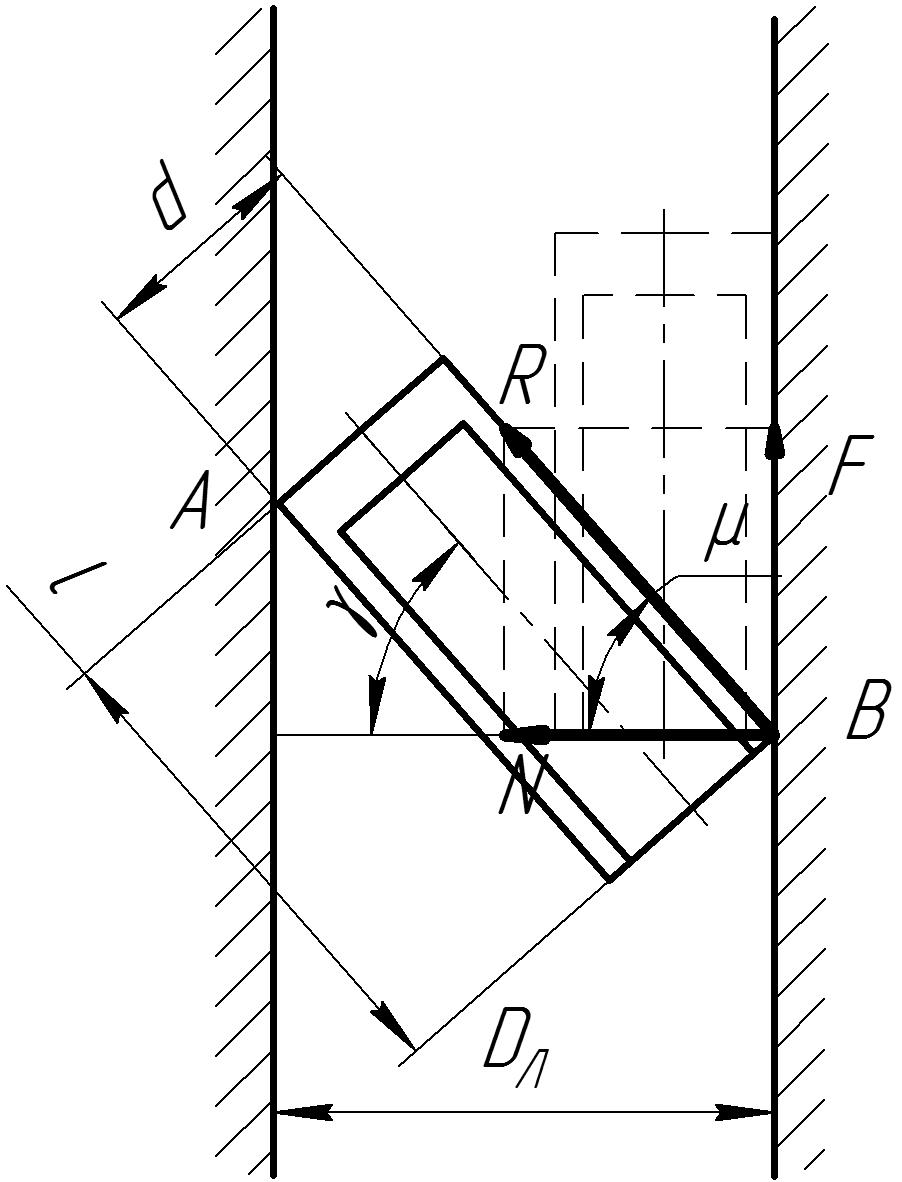
Рисунок 6 – Лоток.
В точках контакта детали со стенками лотка возникают реакции N1 и N2, которые вызывают силы трения Т1 и Т2 (рисунок 6)
Угол поворота будет увеличиваться с увеличением зазора между стенками лотка и заготовкой до тех пор, пока не наступит такое положение, когда деталь заклинится. Это может случиться при условии, если диагональ детали близка по своей величине к ширине лотка.
Так
как с увеличением отношения
 величина
диагонали приближается к длине детали,
то и величина зазора
должна
уменьшаться при увеличении отношения
.
При больших отношениях
,
когда разность между диагональю и
длиной детали невелика, надежная
ориентация детали между бортами
лотка будет невозможна.
величина
диагонали приближается к длине детали,
то и величина зазора
должна
уменьшаться при увеличении отношения
.
При больших отношениях
,
когда разность между диагональю и
длиной детали невелика, надежная
ориентация детали между бортами
лотка будет невозможна.
Практически
можно считать, что для деталей с
отношением
> 3 надежность транспортировки в
лотках-скатах не может быть достигнута.
У нас же
= .
.
Как уже отмечалось, во время движения в лотке деталь длиной L и диаметром D может повернуться на угол φ. Значение этого угла зависит от величины зазора между деталью и стенками лотка. Зазор следует выбирать таким, чтобы при повороте детали до контакта с противоположной стенкой диагональ образовала с горизонталью угол γ, который был бы несколько больше угла трения ρ.
Очевидно, если
 ,
(3)
,
(3)
то возможно заклинивание детали.
По рисунку 6 можем написать:
 , (4)
, (4)
откуда
 ,
(5)
,
(5)
или
 .
(6)
.
(6)
Выражая cosγ через tgγ = f, получим:
 , (7)
, (7)

 ,
(8)
,
(8)

Данные, получаемые путем вычисления по формуле (7), дают предельные значения зазора при определенном значении коэффициента трения f. Следовательно, расчетные наибольшие размеры зазора АMAX должны быть всегда несколько меньшими или в крайнем случае равными предельным.
Принимаем ширину лотка равную 70 мм.